جوش امروز روند درخواست شده هر دو در کار کارشناسی ارشد حرفه ای و تکالیف است. با استفاده از آن، شما می توانید محصولات فلزی را تعمیر، و همچنین، در صورت لزوم، ایجاد موارد جدید. به منظور کیفیت درزهای ارزشمند، حداقل تجربه کار با دستگاه جوشکاری. نه آخرین نقش مواد مصرفی به درستی انتخاب شده است.
بنابراین، بسیاری از جوشکارهای تازه کار علاقه مند به سوال این است که الکترود ها برای انتخاب این روند باید مسئول باشند. نکاتی از استادان با تجربه کمک خواهد کرد تا تفاوت بین مواد نشان داده شده و انتخاب کنید گزینه بهینه برای هر نوع کار
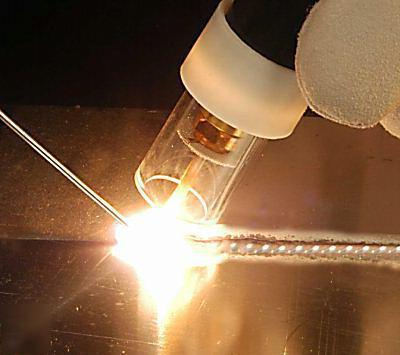
قبل از انتخاب الکترود برای شما باید خودتان را با ویژگی های این فرایند آشنا کنید. این شامل استفاده از تجهیزات ویژه است. اینورتر یک دستگاه جوشکاری است که از روش ذوب تحت عمل جوشکاری قوس استفاده می کند.
مزایای این تجهیزات در مقایسه با ارقام ترانسفورماتور، توسط استادان حرفه ای قدردانی شده است. اینورترها امروزه اغلب بیشتر از سایر انواع تجهیزات استفاده می کنند. این به دلیل شاخص های فعلی جوشکاری پایدار است. به نظر می رسد بسیار با دوام و با کیفیت بالا است.
یک واحد اینورتر مجهز به یک ردیف کننده قادر به تشکیل یک ولتاژ جریان ثابت و متغیر جریان زمانی است که روشن می شود. اگر فیلتر شبکه وجود نداشته باشد، تنها یک ولتاژ ثابت در خروجی به دست می آید. این ویژگی باید در هنگام انجام کار مورد توجه قرار گیرد.
استفاده از اینورتر در کار خود، شما باید خود را با طرح عمل خود آشنا کنید. مواد مصرفی اصلی این تجهیزات الکترود هستند. آنها به صورت یک میله فلزی ساخته می شوند که از طریق آن جریان مناسب برای سطح کار است. مطالعه سطوح بهتر برای اینورتر باید به عملیات تجهیزات و روند عمیق تر شود.
هنگام استفاده از اینورتر، دستگاه های دیگر درگیر هستند. این شامل سیستم کنترل، (یا یکسو کننده)، ترانسفورماتور و مبدل فرکانس است. این اجازه می دهد تا دستگاه با مواد مختلف کار کند. حتی نمونه نصب مشابه شامل اعمال می شود مارک های مختلف الکترودهای هنگام جوشکاری مواد مختلف. بنابراین، انتخاب آنها باید توجه ویژه ای داشته باشد.
با مطالعه مسئله ای که الکترودها بهتر است یک اینورتر را برای جوشکاری انتخاب کنید، باید خود را با دستگاه این مواد مصرفی آشنا کنید. همانطور که در بالا ذکر شد، همان مدل دستگاه در آن اعمال می شود شرایط مختلف. بنابراین، الکترود باید بر اساس جریان گردش کار انتخاب شود.

تولید مدرن بخش عمده ای از محصولات خود را به شکل مواد مصرفی برای اینورتر تولید می کند. این ابزار از سیم فلزی ساخته شده است. این میله با کمک مطبوعات توسط یک لایه پوشش ویژه پردازش می شود. این طراحی شده است تا اطمینان از پایداری سوزش، و همچنین محافظت از حمام جوش داده شده از قرار گرفتن در معرض هوا اتمسفر. مواد برای تولید محصولات مشابه اعمال انواع مختلفی از. استانداردهای تولید الکترود ها توسط GOST 2246 تنظیم می شود، که در سال 1970 تایید شده است.
حل چگونگی و چه الکترودها برای انتخاب اینورتر جوشکاری، لازم است به GOST فوق مراجعه کنید. او می گوید سه نوع وجود دارد تدارکاتمناسب برای چنین کاری. الکترودهای می توانند کربن، دوتایی و آلیاژ بالا باشند. آنها از ساخته شده اند گونه های مختلف سیم

تازه وارد، برای تولید اینورتر جوشکاری در خانه، به هیچ وجه لازم نیست که به چنین گونه ای تبدیل شود. لازم به ذکر است که تمام الکترود ها به دو گروه بزرگ تقسیم می شوند. اولین رده شامل مواد مورد نظر برای ساختارهای مسئول، و به دوم - برای عادی است.
اگر جوشکاری در فرآیند ایجاد حامل شرکت نمی کند سازه های فلزیبه چه میزان فشار قابل توجهی ارائه خواهد شد، شما باید ترجیحا به انواع ساده محصولات محصول بدهید. هنگام استفاده از اینورتر در نیازهای اقتصادی این کاملا کافی خواهد بود.

اولین نوع الکترودها در روند کار مشکلاتی را ایجاد نمی کند. آنها بدون نیاز به قبل از کالسکاری، به راحتی آتش می زنند. برای جوشکار مبتدی Ano بهترین گزینه است. MR-3 مصرف جهانی در نظر گرفته شده است. این اجازه می دهد تا جوش حتی بر روی زنگ، پوشش آلوده، و همچنین در شرایط مرطوب.
مطالعه اینکه کدام الکترودها را انتخاب کنید برای اینورتر جوشکاری، برای انواع مختلف ساختارها، لازم است که این مارک هایی مانند MR-3C را انتخاب کنید، و همچنین Woni-13/55. آنها به گروهی از مواد مصرفی مورد استفاده برای ایجاد ساختارهای مسئول مرتبط هستند.
با افزایش الزامات برای کیفیت درز به پایان رسید، بهتر است به اولویت به نام تجاری MR-3C کمک کنید. چنین الکترود ها در پردازش فلز با جریان ثابت و متناوب قطب معکوس استفاده می شود.
برای آثار بسیار مسئول هنگام جوشکاری سازه های حامل مصرف کنندگان Woni باید انتخاب شوند. با این حال، آنها تنها می توانند کارشناسی ارشد حرفه ای کار کنند. برای مبتدی، ماهیت فریبنده چنین الکترود به دندان نیاز ندارد. اما، با آموختن به نوبه خود از ونی، شما می توانید با دوام ترین با دوام ترین با تراکم بالا (و حتی در دمای پایین) ایجاد کنید.
مطالعه اینکه کدام الکترودها را انتخاب کنید برای اینورتر جوشکاری، شما باید به نوع مواد کار توجه کنید. برای هر فلزی، انواع آنها از میله های جوشکاری طراحی شده اند.

برای چدن، لازم است که اولویت الکترودهای ORC-2 را ترجیح دهد. تولید آنها GOST 9466 را از سال 1975 تنظیم می کند. اگر لازم باشد کار را با محصولات خرید بهتر از Ano-4 با Rutile انجام دهید لایه بالا یا Ano-6، که دارای نوع Ilmenite از پوشش است.
فولاد کربن معمولی نیاز به استفاده از الکترودهای OGSC-4، MR-3C، MR-3، WONI13 / 45، ANO-21، و غیره دارد. فولاد ضد زنگ و فولاد ضد زنگ نیاز به استفاده از مواد مصرفی با جوشکاری اینورتر تحت نام تجاری TSL-11
بررسی آنچه بهتر است برای انتخاب الکترود برای جوش اینورتر، ارزش چند کلمه در مورد ویژگی های خرید خود را دارد. اول از همه، لازم است توجه به ترکیب پوشش اعمال شده به محصول را مورد توجه قرار دهیم. این اطلاعات را می توان در دستورالعمل های استفاده یافت. این امر می تواند نوع مورد نظر را مطابق با نوع مواد انتخاب کند.

همچنین لازم نیست محصولاتی را خریداری کنید که گواهینامه های کیفیت مناسب ندارند. ممکن است ناامن باشد کیفیت درزهای هنگام استفاده از مواد مشکوک می تواند بسیار متفاوت از نتیجه مطلوب باشد. بنابراین، فرآیند انتخاب و خرید باید مسئولانه باشد.
با توجه به اینکه کدام الکترودها برای انتخاب اینورتر جوشکاری را انتخاب می کنید، حتی یک استاد تازه کار قادر به به دست آوردن تنوع مناسب خواهد بود. کار به سرعت و با خیال راحت منتقل خواهد شد. نتیجه حتی در مبتدی نیز خوب خواهد بود.
همه جوشکارهای تازه کار نمی دانند که الکترودهای جوشکاری بیش از 200 گونه است که حدود 100 گونه گونه در جوشکاری دستی استفاده می شود. شما لازم نیست همه چیز را بدانید، اما شما باید اطلاعاتی در مورد برخی از محبوب ترین و اغلب استفاده کنید. بنابراین بیایید به انتخاب الکترود برای دستی تبدیل شویم جوش قوس الکتریکی.
الکترود یک سیم است که با یک ترکیب خاص به نام Coating نادیده گرفته می شود. در فرآیند سیم جوش (هسته) ذوب تحت عمل است جریان الکتریسیته قدرت بالا پر کردن فضای بین محصولات فلزی جوش داده شده. این نیز ناسالم را ذوب می کند، که در فرایند احتراق گاز را اختصاص می دهد. این دومین منطقه جوش را پوشش می دهد، نه اکسیژن را به نفوذ در داخل.
هدف دوم پوشش، حفاظت از لایه جوش داده شده است. در روند ذوب شدن بخش مواد نسوز مایع می شود و جوش جوش را پوشش می دهد. این فیلم نازک آن را از اثرات منفی اکسیژن محافظت می کند. چرا این حفاظت ضروری است؟
در حال حاضر، چهار نوع پوشش اعمال می شود.
به عنوان مثال، گونه های مخلوط وجود دارد، به عنوان مثال، ar - rutile، rb - rutilo-basic، rzh - rutile مخلوط با پودر آهن و RC - rutile-cellulose.
اغلب برای جوشکاری دستی دستی، الکترودهای جوشکاری با پوشش پایه یا روتیل استفاده می شود. اولین دسته شامل الکترودهای مارک WOWI است. آنها معمولا در مواردی که شما نیاز به جوشکاری جوش دارید استفاده می شود کیفیت بالا. به عبارت دیگر، درز باید با قدرت بالا، ویسکوزیته شوک و پلاستیکی بالا را برآورده کند. در عین حال، درزهای الکترود جوش Woni اطمینان حاصل می کند که ترک های بلوری در داخل جوش شکل نمی گیرند، به علاوه الکترودهای این نوع حساس به پیری نیستند. بنابراین، کارشناسان توصیه می کنند که آنها را به جوشکاری سازه های مسئول اعمال کنند که در محیط های خشن عمل می کنند.

ولی و خودشان طرف منفی. رطوبت بر روی الکترودها، زنگ زدگی در انتهای سیم، روغن یا چربی های چربی بر روی پوشش، زنگ زدن بر روی اتصال محصولات فلزی - این همه تضمین ظاهر شدن در داخل جوشکاری از غرق شدن است که کیفیت آن را کاهش می دهد. علاوه بر این، ممکن است با این الکترود تنها بر روی جریان ثابت با قطب معکوس کار کند.
مواد جوشکاری روتیل به طور عمده برای اتصال جزئیات از فولاد کم کربن استفاده می شود. نماینده روشن آنها MRM است. اینجا ویژگی های مثبت این دسته
هنگامی که این سوال در مورد تازه وارد است، نحوه انتخاب الکترود برای انتخاب الکترود برای جوشکاری، گزینه ای برای آن مطلوب است - این یک نام تجاری MRM است.
پوشش های روتیل شامل تمبرهای آنو هستند. به عنوان مثال، آنها برای ترکیب محصولات فولادی کربن، برای لوله های جوشکاری استفاده می شود. تمام ویژگی های دیگر دقیقا همانند آقای است.

چرا جوشکار با تجربه دوست ندارند از الکترود با پوشش روتیل استفاده کنند؟ اول، آنها آنها را می خوانند آتش سوزی بنگالی. ثانیا، جوشکاری نرم و سریع است و برای گرم شدن خوب گرم شدن، جوشکاری آهسته مورد نیاز است. بنابراین، متخصصان در مورد آنها منفی هستند و برای مبتدیان - این درست است.
چند پارامتر دیگر که انتخاب الکترود را برای جوشکاری تعیین می کنند. یکی از مهمترین شاخص ها، قطبیت اتصال است و بر این اساس، جریان فعلی است.
اگر یک اینورتر برای جوشکاری استفاده شود، لازم است بدانیم که آن را به جریان ثابت می دهد. بنابراین، اتصال الکترود جوشکاری را می توان در دو طرح انجام داد.
ویژگی هر طرح اتصال چیست؟ این همه به قدرت مربی فلزات بستگی دارد. با قطب مستقیم، محصولات فلزی جوش داده شده بسیار گرم می شوند. با قطب معکوس، دمای گرمایش خیلی زیاد نیست. بنابراین زمانی که شما نیاز به طبخ دو ورق های فلزی ضخامت کوچک، بهتر است از قطب معکوس استفاده شود، که در برابر بار محافظت می شود. علاوه بر این، قطب معکوس زمانی استفاده می شود که محصولات از فولادهای آلیاژ بالا جوش داده شوند. آنها به دمای بالا حساس هستند.
سه شاخص دیگر وجود دارد که باید توجه کنید.
قطر الکترود باید با ضخامت قطعات جوش داده شود. به عبارت دیگر، این دو پارامتر متصل هستند. در اینجا برخی از نسبت ها وجود دارد.
قطر الکترود را انتخاب کنید مهم است. نکته این است که بیشتر این شاخص، با توجه به روابط در جدول، تراکم درز را بدتر می کند. علاوه بر این، انتخاب اشتباه منجر به بی ثباتی قوس جوشکاری، بدتر شدن استان، افزایش عرض خود درز می شود.
وابستگی دیگری از قطر الکترود جوشکاری. در این مورد، نیروی فعلی.
به نظر می رسد که سه پارامتر: قدرت جریان، ضخامت فلزات جوش داده شده و قطر الکترودها متصل می شوند. بنابراین، پاسخ به سوال این است که الکترود را انتخاب کنید، لازم است که این رابطه را در نظر بگیرید. درست است، ما توجه داریم که جریان فعلی در هر دسته ممکن است کمی از آنهایی که در جدول ارائه شده اند متفاوت باشد. الکترودهای MR با قطر 2 میلیمتر می تواند پخته و در حال حاضر در 40 A. Woni در 30 A. بنابراین، مطمئن شوید که الکترود را انتخاب کنید، ویژگی های خود را که توسط سازنده در بسته بندی مواد جوش مشخص شده است را بخوانید .
این همیشه آسان نیست که مواد جوشکاری را تحت فلزات مورد نیاز انتخاب کنید، زیرا فقط فولاد ضد زنگ، فولاد ضد زنگ، چدن یا گل ها را می توان در چشم تعریف کرد. واضح است که سازه های فلزیجایی که الکترودهای توضیح داده شده در بالا استفاده می شود، در همه موارد دیگر محصولات خاص جوش استفاده می شود: برای چدن، برای فولاد ضد زنگ، برای آلومینیوم و غیره.
همانطور که برای محصولات فولادی، مشکلات خاصی وجود دارد که به تعریف نوع فولاد بستگی دارد. اما اگر شما با این کار را درک کنید، سوال این است که چگونه الکترود را به درستی انتخاب کنید، پاسخ ساده تر خواهد بود.
کیفیت جوش بر پایداری سوزاندن قوس تاثیر می گذارد. بنابراین، الکترود انتخاب شده توسط شما باید به نوع فعلی مورد استفاده مطابقت داشته باشد. برای مواد جوشکاری با پوشش اصلی، تنها جریان دائمی مورد نیاز است، و دائمی، متغیر را می توان برای انواع دیگر استفاده کرد. در الکترود با پوشش روتیل، سلولز و اسیدی، که از ترانسفورماتورهای جوشکاری کار می کند، این است که در جریان متناوب، قوس سوختگی پایدار است. بنابراین، درز کیفیت به دست آمده است.

همانطور که برای جهت جوشکاری، الکترودها با پوشش سلولز به صورت عمودی به خوبی در موقعیت پایین قرار می گیرند. از آنجا که این الکترود ها کاملا چسبناک هستند و به علاوه سیم فلزی به جوش های کوچک منتقل می شود، که به شما اجازه می دهد تا به طور مساوی بین قطعات فلزی را پر کنید. در این راستا، درز عروسی، جوشکاری جوشکاری را در الکترودها با پوشش اصلی دارد.
هنگامی که یک سوال از محصولات جوشکاری ضخیم وجود دارد، تکنولوژی چند لایه از جوش اعمال شده را تعیین می کند. بنابراین، چنین پارامتر، به عنوان جدایی خوب از سرباره، در هنگام انتخاب الکترود، اصلی می شود. در این رابطه، الکترودهای با پوشش اصلی دوباره از دست می دهند. در اینجا ما اضافه می کنیم که محصولات جوشکاری این نوع نیاز به خلوص خاصی از فلزات جوش داده شده دارند.
مواد جوش را انتخاب کنید در تمام پارامترها آسان نیست. باید بسیاری از تفاوت های ظریف را در نظر بگیریم، بنابراین توصیه می شود که سلاح های جداول موجود در بالا، و همچنین اطلاعاتی را که به معنای هدف از خود الکترودها است، بردارید.
این یک مقاله از یک سری از درس های اکسپرس اکسپرس است.
تم های درس: کدام قطر الکترود برای ضخامت خاصی از فلز مورد نیاز است؛ چه جوشکاری جریان برای نمایش برای هر مورد؛ قطبیت جوشکاری چیست؟
|
|
جوشکاری مهندسی
evgeny evsin |

انتخاب یک الکترود باید به ترکیب هسته، که باید شبیه به فلز جوش داده شود، توجه کند. بنابراین الکترودهای ویژه ای برای کربن، آلیاژ، فولاد آلیاژی بالا، الکترودها برای کار با فولاد ضد زنگ، فولاد مقاوم در برابر حرارت، برای کار با آلومینیوم یا چدن وجود دارد. 
بسیاری از فلزات بزرگ و آلیاژهای آنها وجود دارد، ما در مورد هر کدام صحبت نخواهیم کرد، اما ما بر روی آن الکترودها تمرکز خواهیم کرد که ممکن است در زندگی روزمره مورد نیاز باشد. عمدتا برای تکالیف، فولاد ساختاری ضخامت کوچک استفاده می شود. در اینجا برای او سعی خواهیم کرد الکترود را انتخاب کنیم. اما قبل از چند کلمه در مورد پوشش الکترود. 4 نوع پوشش ها متمایز هستند: اصلی، روتیل، ترش و سلولز. هر یک از آنها برای حل وظایف خود اعمال می شود. 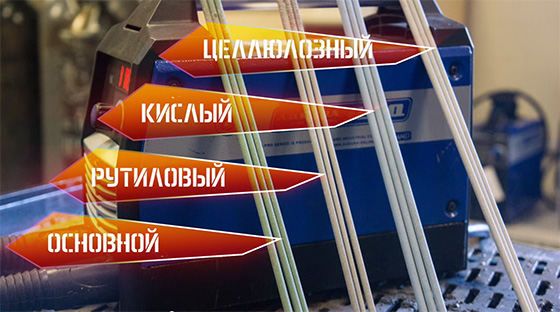
پوشش اصلی و سلولز برای جوشکاری به طور انحصاری بر روی جریان ثابت استفاده می شود. این الکترودها را می توان در هنگام نصب ساختارهای مسئول استفاده کرد، جایی که حداکثر قدرت فلز جوش مورد نیاز است.
الکترودهای روتیل مناسب برای کار بر روی جریان ثابت یا متناوب هستند. آنها با یک سرمایه گذاری نور و یک شکاف کوچک از فلز متمایز می شوند. الکترود ها می توانند با دستگاه های با مقادیر ولتاژ بیکاری کار کنند.
هنگام استفاده از یک الکترود با پوشش اسیدی - امکان دستیابی به جدایی آسان از سرباره وجود دارد، اما توصیه نمی شود از چنین الکترودها در یک فضای بسته استفاده نکنید - آنها برای سلامتی جوشکار کاملا مضر هستند.
نقطه دیگر - الکترودهای با پوشش روتیل و اسیدی توصیه می شود هنگام جوشکاری با دستگاه های با ولتاژ 50 (+/- 5) ولت استفاده شود. 
الکترودهای گسترده تر با پوشش پایه و روتیل. برای یک مبتدی، دوستیابی با آنها کافی خواهد بود.
رایج ترین الکترود ها با پوشش اصلی Woni 13/55 هستند. این الکترودها برای فولادهای کربن و آلیاژ کم طراحی شده اند. همانطور که در توصیف داده های الکترود بیان شده است، آنها برای جوشکاری ساختارهای مسئول توصیه می شود، جوش های جوش داده شده با استفاده از Weni 13/55 با پلاستیک و مقاومت به بارهای شوک متمایز می شوند. محصولات Welded توسط Woni 13/55 را می توان تحت شرایط دمای پایین کار می کرد. 
معایب داده های الکترود باید مربوط به خلوص لبه های سطوح باشد. اگر لبه های سطوح قبل از جوشکاری پردازش نشده باشند، نفت، آب یا زنگ خطر سقوط خواهد کرد، احتمال این است که منافذ جوشکاری.
Woni 13/55 - طراحی شده برای جوشکاری تنها با جریان ثابت در قطب معکوس - که در آن ما کمی بعدا بگوییم.
شایع ترین نماینده الکترودهای روتیل می تواند الکترودهای نام تجاری MP-3 نامیده شود. آنها طراحی شده اند تا با فولاد کربن و کم آلیاژ کار کنند. 
به طرفهای قوی داده های الکترودها باید به امکان جوشکاری هر دو بر روی جریان های ثابت و متناوب، پراکندگی کوچک فلز، پایداری قوس در تمام موقعیت های فضایی نسبت داده شود.
علاوه بر دو شایع ترین تمبر الکترود برای کار با فولاد ساختاری، تازه واردان می توانند الکترودهای توصیه شوند تولید روسیه OZSC-12 و Ano-4. و برای جوشکاری الکترودهای فولادی ضد زنگ تولید کنندگان خارجی OK 63.34، OK 61.30 یا الکترودهای داخلی CL-11. چنین الکترودها نیز می تواند به یک استاد خانگی مورد نیاز باشد.
اکثر اینورتر ها برای جوشکاری قوس دستی با جریان ثابت کار می کند. در جریان ثابت 2 گزینه اتصال قطب وجود دارد: مستقیم و معکوس. 
قطب مستقیم - یک گزینه اتصال که در آن جرم به اینورتر سریع استفاده می شود، نگهدارنده به "-" متصل است. قطب معکوس - جرم به "-" متصل است؛ "+" به دارنده الکترود.
هنگامی که جوش بر روی تماس مثبت، گرما بیشتر برجسته شده است، و بنابراین بهتر است جوش قطعات جامد را بر روی قطب مستقیم، و در معکوس جوش فلز نازک (تا 2 میلیمتر) یا فولاد آلیاژی بالا برای جلوگیری از گرمای بیش از حد.
قطر الکترود انتخاب شده است، تمرکز بر ضخامت فلز از سطوح. برای جوشکاری فلز با ضخامت تا 1.5 میلیمتر، الکترودهای جوشکاری بسیار نادر است، بهتر است از جوشکاری نیمه اتوماتیک یا آرگون برای چنین ضخامت استفاده کنید.
نسبت نمونه ضخامت ضخامت و قطر الکترودهای شما می توانید از جدول یاد بگیرید: 
ذیل لحظه مهم - کدام جریان باید برای یک الکترود قطر خاص تنظیم شود. این اطلاعات را می توان بر روی بسته بندی الکترودها پیدا کرد، یا تماشای جدول زیر را مشاهده کنید: 
فقط یک جوشکار تازه کار، مفید خواهد بود بدانید که جریان جوشکاری را می توان از محاسبه 20-30A در هر میلی متر قطر الکترود انتخاب کرد. کسانی که. برای یک الکترود با قطر 3 میلی متر، جریان باید در داستان های 80-110A باشد، بسته به موقعیت مکانی، ضخامت فلز و تعداد پاساژ ها.
تنظیمات دقیق و یکپارچه فعلی وجود ندارد - هر جوشکار این روند را به شیوه خود می بیند و بسته به احساسات خود، پارامترهای فعلی لازم را تعیین می کند.
جوش بالاتر، جوشکار پارامترهای فعلی را قرار می دهد، مایع تر و کمتر "کنترل شده" حمام به دست می آید. وظیفه جوشکار این است که دستگاه را به گونه ای تنظیم کنید که کار راحت باشد، و حمام جوشکاری برای استان کافی است و لبه های حمام را کنترل می کند.
به منظور به دست آوردن نتیجه مطلوب از جوشکاری الکتریکی با اینورتر، و درز به دست آمده در کیفی و دوام آن کاهش یافته است، شما باید تعریف کنید که کدام الکترودها برای اینورتر بهتر است. بازار مدرن خریدار را طیف گسترده ای از الکترود ها را ارائه می دهد و انتخاب کنید بهترین راه خیلی سخت.
این دستگاه برای عناصر جوشکاری طراحی فنی جدید نیست، اما به طور مداوم به منظور بهبود شاخص های خود ارتقا یافته است. اینورترها مدتهاست که گوگرد استفاده می شود، از ترکیبات ترانسفورماتور اولیه استفاده می شود و از طراحی فنی ارزان قیمت استفاده می کنند. با آن، شما می توانید به دست آوردن و بهره وری در جوشکاری هر طراحی فلزی.
اینورتر جوشکاری شامل موارد زیر است:
مزیت اصلی این واحد به عنوان درز، که به طور قابل توجهی بهتر از استفاده از واحدهای ترانسفورماتور و تغذیه DC خواهد بود. همچنین می تواند توجه و صرفه جویی در برق، تحرک دستگاه و دسترسی به حمل و نقل و کار در هر مکان.
عنصر اصلی جوش اینورتر الکترودها است. تعیین کیفی و مناسب ترین الکترود تنها می تواند حرفه ای با تجربه گسترده و مدارک مناسب باشد. برای بقیه، این یک مشکل جدی می شود، بنابراین در نظر بگیرید که چگونه یک الکترود را برای جوشکاری انتخاب کنید.
الکترود برای اینورتر شامل یک هسته فلزی، و همچنین پوشش غیر معمول (پوشش) است. در فرآیند عملیات اینورتر، هسته ذوب می شود و سرد شدن از اکسیداسیون محافظت می کند. پوشش توسط روش مطبوعات اعمال می شود و به قوس اجازه می دهد تا به طور پیوسته تر شود. بسته به نوع جوشکاری و اهدافی که قرار داده اید، 4 نوع پوشش جدا شده اند.
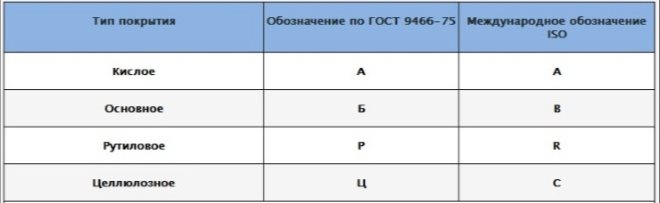
علامت گذاری پوشش
محصولات پایه انتخاب شده باید مورد استفاده قرار گیرد زمانی که می خواهید در مورد طراحی با طراحی شوک عالی و پلاستیکی کامل را ببینید. علاوه بر این، هنگام کار با پوشش اصلی، شما می توانید در غیاب کریستالیزاسیون درزها و ساخت طراحی در Extreme حساب کنید شرایط آب و هوایی. معایب اصلی تشکیل منافذ در جوش، در حومه ساختارهایی است که در صورت زنگ زدن در صورت زنگ زدن یا رطوبت وجود خواهد داشت.
پوشش روتیل کاملا مناسب برای اتصال فولاد کربن کم است. چنین پوششگاهی آسان Slagotellability، جلوه های بصری عالی درز، سطوح جوش خوب با آلودگی و زنگ را فراهم می کند.
لازم به ذکر است که تمام الکترودها به دو گروه بزرگ تقسیم می شوند: برای اتصال ساختارهای فلزی مسئول و عادی استفاده می شود. از لحاظ هدف آن، به انواع زیر تقسیم شده است:
الکترودهای جوشکاری و قطر طول متفاوت هستند. این پارامتر تأثیر زیادی بر روند جوشکاری دارد. قطر بزرگتر، بیشتر ضخامت فلز شما می توانید در آغوش بگیرید، اما مصرف بیشتری را مصرف خواهد کرد. اندازه قطر محبوب ترین 2.5 میلی متر است. این با قابلیت انعطاف پذیری توضیح داده شده و برای تکالیف مناسب است. در فروش گسترده شما می توانید هر قطر مناسب یا سفارش در فروشگاه را انتخاب کنید.
پس از انتخاب قطر، لازم است که جریان را تعیین کنید. باید به یاد داشته باشید که این دو شاخص بسیار مرتبط هستند و دانش آنها شما را دوست دارد تا با نحوه انتخاب الکترود ها مقابله کنید. جریان قوی می تواند از طریق فلز سوخته شود، و کم - قوس را به شکل نمی دهد.
جریان و قطب آن - بسیار پارامترهای مهم برای عملیات جوشکاری.
اینورترها با توجه به طرح قطبی مستقیم یا معکوس به قطعه کار و الکترود متصل می شوند، زیرا ترجیحا توسط یک جریان دائمی تولید می شود.
قطب معکوس در هنگام جوشکاری مناسب تر خواهد بود فلز نازک. شما می توانید قطر الکترود و مناسب ترین قدرت فعلی را انتخاب کنید.
تفاوت قابل توجهی در انتخاب الکترود برای نوع جوشکاری و ترانسفورماتور جوش وجود دارد. اول از همه، برای انتخاب بهترین الکترود برای جوشکاری، شما باید توجه به ضریب پوشش، بسته بندی (مطمئن شوید که مطمئن شوید در اصالت)، ذخیره سازی، مصرف، و بررسی گواهینامه کیفیت و تولید کننده مجوز.
ضریب پوشش بر اساس نسبت محتوا در میله های فلزی مفید (خالص) تعیین می شود. مارک های محبوب همیشه غارت نمی کنند نرخ بالا. با نقض حمل و نقل، محل نگهداری و ذخیره سازی میله ها، کیفیت مواد فاسد است.
مارک های زیادی وجود دارد که در فرایند درخواست، نتیجه کار، و طبیعت آن متفاوت است. دانش از این ویژگی ها به شما کمک می کند الکترودهای جوشکاری را انتخاب کنید. تمبرهای محبوب ترین و با کیفیت بالا عبارتند از:
دانستن طبقه بندی های مشابه به شما کمک خواهد کرد که تصمیم بگیرید که کدام الکترودها را انتخاب کنید.
بهترین الکترودها برای یک کاربر تازه کار با یک زمان و ظاهر تجربه بزرگ تعریف می شود. نکات بازی در مورد چگونگی انتخاب یک الکترود برای جوشکاری در حرفه ای - نه بهترین ایده. مارک های بسیاری وجود دارد، و همچنین انواع الکترود، مقایسه ویژگی های آنها می تواند تعیین شود که تعیین شود که در یک وضعیت خاص مناسب تر خواهد بود. از نوع نوع الکترود و نام تجاری آن، نتیجه همه آثار است. توانایی به درستی انتخاب الکترود برای شما مفید خواهد بود برای گرفتن یک درز خوب، و همچنین یک نتیجه عالی است.
در بررسی پیشنهادی، الکترودهای مورد نظر برای جوشکاری دستی، که می تواند بر روی فولاد های کم آلیاژ و کربن عمل کند. این بررسی به صورت نشر در مجلات تخصصی روسی، و همچنین بررسی هایی که کاربران در کاربران صفحه حرفه ای ترک می کنند، مورد توجه قرار گرفت.
معیارهای انتخاب ساده بود، زیرا تولیدکنندگان الکترودهای با کیفیت بالا در روسیه به اندازه کافی مورد نیاز برای پر کردن بازار نیستند.
یافته های کارشناسان ناامید کننده هستند، اما بسیار واقع گرایانه هستند: تولید کنندگان روسیه همچنان همکاران خارجی خود را در بسیاری از گزینه های محصولات از دست می دهند.
اما نتایج مثبت وجود دارد. تا زمانی که برخی از آنالوگ های وارداتی از لحاظ کیفیت، الکترودهای ما قبلا افزایش یافته است. این نگرانی ها دیدگاه خارجی و ثبات با کیفیت بالا. اما چنین نتایج تنها در شرکت های مالکیت مشترک به دست می آید. واضح است که این همان سازنده اروپایی یا آسیایی است، اما در روسیه کار می کند.
با این حال، حضور ما در بازار داخلی و شرکت های ما به خوبی توسعه یافته است. در حال حاضر چند ده گیاه تولید الکترودهای تولید شده در کشور وجود دارد.
ارزیابی های متخصص در نظر گرفته شد، بنابراین، چندین شاخص همزمان مربوط به:
تمام این اطلاعات به جوشکار داده می شود، به فروشگاه می آید، آگاهانه تر بر انتخاب متمرکز شده است.
درک اینکه یک بررسی کامل فدرال فضای زیادی را می گیرد، کارشناسان تنها این الکترودها را انتخاب کرده اند که در جوشکاری دستی استفاده می شوند و به منظور کار با مدفوع کم آلیاژ و کربن مناسب هستند.
هر سازنده، برای صرفه جویی در همان محل در بررسی، تنها توسط این مدل ها گرفته شد که در بحث آزاد در اینترنت جمع آوری شده است حداکثر بررسی های مثبت از کاربران.
در اینجا چیزی است که هفت به نظر می رسد بهترین الکترودهای تولید روسیه با توجه به گروه جوش مشخص شده:
مواد مشابه







