5 آوریل 2017
چندین نوع از انواع الکترود ها گاهی اوقات افراد با تجربه را در موقعیتی قابل پیش بینی قرار می دهند. یک مشکل طبیعی برای انتخاب الکترود برای اینورتر جوش وجود دارد، بنابراین بهتر است؟ هر نوع الکترود برای جوشکاری مواد خاص طراحی شده است، علاوه بر این، باید پوشش مورد نظر را داشته باشد، که نباید خام باشد. علت چسبندگی ممکن است عملیات نادرست تجهیزات، یا پارامترهای فعلی خروجی خروجی نادرست، و همچنین یک ولتاژ شبکه کاهش یافته باشد. ما در مورد علل اصلی چسبندگی الکترودها در هنگام جوشکاری جوشکاری خواهیم گفت.
برای درک اینکه چرا الکترود به جوشکاری اینورتر چسبیده است، ابتدا باید بسازید انتخاب درست دستگاه جوش در رابطه با آثار خاص. واحد باید نیازهای خاصی را برآورده کند که عملکرد مطلوب دستگاه را در شرایط واقعی تضمین کند. یک نمونه از چنین دستگاهی که برای شرایط روسیه ایجاد شده است می تواند مبدل خط نئون تولید نئون نوگورود باشد. بر اساس این دستگاه ها، ما همچنین در مورد الزامات اساسی دستگاه های جوشکاری، که احتمال انتقال الکترودهای حمل و نقل را در هنگام جوشکاری کاهش می دهد، توضیح خواهیم داد. این خواص به شرح زیر است:
لازم به ذکر است که این ویژگی ها به عنوان مبنایی برای انتخاب خدمت می کنند، و نه دگما، بلکه عملیات پایدار در دمای شدید و ولتاژ در شبکه برای شرایط روسیه بسیار مهم است. برای کار راحت مفید است استفاده از تابع شروع داغ، که کمک می کند تا با اطمینان شروع به روند و بهینه استفاده از الکترودهای جوشکاری برای اینورتر.
توجه ویژه باید به عنوان عملکرد به عنوان ضد انسداد یا ضد آنتی کمک کند. ماهیت آن این است که در حال حاضر چسبیده، جریان جوش به صفر بازنشانی می شود و آن را به عنوان یک الکترود الکترود و اینورتر حفظ می کند. از بین بردن چسبندگی نیز به چنگال کمک می کند، به شما این امکان را می دهد که جریان جوشکاری را در معرض خطر صخره های قوس افزایش دهید و اجازه ندهید که جوش جوش داده شود، که تاثیر مثبتی بر کیفیت کار دارد.
مهم است که انتخاب یک دستگاه اینورتر، توجه بیشتری به مدل های روسی پرداخت می شود، زیرا آنها در شرایط کشور ما حفظ و بهتر سازگار می شوند.
بسیاری از، به خصوص مبتدیان، جوشکار نگران مشکلات انتخاب مناسب مواد مصرفی هستند. بنابراین چه نوع الکترود برای اینورتر جوشکاری بهتر است مواد مختلف؟ برای پاسخ به این سوال، شما باید درباره انواع پوشش ها بگویید و دقیقا الکترود را برای جوشکاری فلزات خاص یا آلیاژهای مشخص کنید. پوشش برای اهداف زیر عمل می کند:
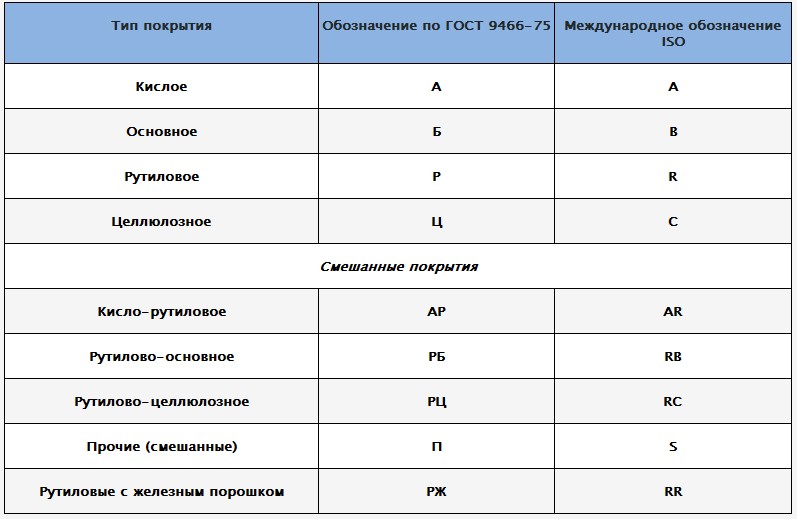
از طریق ضخامت پوشش، این مواد ظریف (m)، متوسط \u200b\u200b(c)، ضخیم (D) و به خصوص ضخیم (g) است. این پارامتر توسط GOST 9466-75 تنظیم می شود و بر روند جوشکاری تاثیر می گذارد، تقویت اثر پوشش بر روی درز و تثبیت خواص آن. با ترکیب شیمیایی پوشش، الکترودها به گونه هایی تقسیم می شوند:

برای پیاده سازی انتخاب صحیح در رابطه با فلز جوشکاری و جلوگیری از کشتی های الکترودها، باید بدانید که کدام یک از آنها بیشتر به بولت ها مربوط می شود. ویژگی های فنی پوشش و فلزات جوشکاری و آلیاژهای مربوط به نام تجاری مختلف الکترود، یعنی:
با استفاده از جوشکاری بدون خطا، فلزات را با نام تجاری الکترود هماهنگ کرد، به احتمال زیاد قادر به جلوگیری از چسبیدن با دستگاه های اینورتر خواهید بود.
بسیار مهم است که به همان اندازه خواص ممکن و نام فلز قطعه کار را بدانید، زیرا کیفیت جوش جوش بستگی به این دارد.
ما موضوع انتخاب دستگاه جوش را روشن کردیم و آموختیم که چگونه الکترود را برای اینورتر جوشکاری انتخاب کنیم، و اکنون لازم است همه دلایل ممکن برای کشتی های الکترودها را در نظر بگیریم و نحوه خلاص شدن از آنها. آنها می توانند شخصیت کاملا متفاوت داشته باشند و به شرح زیر باشند:
همانطور که برای جریان خروجی، محاسبه شده است، بر اساس مقدار 20 A-30 A در هر میلی متر ضخامت الکترود، و برای 2 میلیمتر در محدوده 50 تا 60 A، برای ضخامت 3 میلی متر از 70، محاسبه می شود به 120 A، به مدت 5 میلیمتر از 150 تا 220 A. هنگام جستجو به دلایل چسباندن، شما باید از ساده ترین به پیچیده تر بروید و لازم است بدانید که قوانین جوشکاری غیر قابل انعطاف وجود ندارد و حالت لازم انتخاب شده است روش تجربی دوره این فرایند بستگی به مارک الکترود، ضخامت سطوح، ترکیب شیمیایی اتصال فلز یا آلیاژ و قطبش.
مهم است که درک کنیم که در عملکرد عادی تجهیزات مورد نیاز برای تلاش برای درک دلایل چسبندگی الکترود و در صورت لزوم، برای مشاوره به متخصصان درخواست کنید.
ما معیارهای انتخاب مبدل های جوشکاری و انتخاب الکترودها را برای اطمینان از فرآیند جوشکاری بهینه بررسی کردیم و همچنین دلایل احتمالی انقباض الکترودها را در طول کار کشف کردیم. هیچ راهنمایی کامل برای کمک به از بین بردن این مشکل وجود ندارد، اما نظر مردم با تجربه بیشتر به نجات می رسد، و ما سعی کردیم این موضوع را به طور جامع ترسیم کنیم.
الکترود برای جوش اینورتر بسته به سطح دگزاسی فولادی انتخاب شده، که از آن محصول شامل مقدار کربن موجود در فولاد و الزامات جوشکاری جوش است.
هر نوع دستگاه جوش شامل استفاده از الکترود تنها یک گونه خاص است.
هر نوع دستگاه جوش نیاز به نوع الکترودهای خود را برای جوشکاری، گاهی اوقات حتی در یک نوع دستگاه جوشکاری نیاز دارد.
هنگامی که جوشکاری با مدل های مختلف دستگاه های جوشکاری، ممکن است لازم باشد انواع متفاوت مواد مصرفی

اینورتر یک دستگاه جوشکاری دارای ساختار الکترونیکی است. این دستگاه مجهز به سیستم تبدیل دوگانه AC است. در میان دستگاه های جوشکاری مدرن، اینورترها بیشترین امیدواری برای انجام عملیات را برای جوشاندن هر گونه فلزی فلزی دارند. برای جوشکاری معمولی، لازم است که به درستی نوع الکترودهای مورد استفاده را انتخاب کنید.
اغلب جوشکار حرفه ای از مارک های زیر استفاده می کنند:
الکترودهای مارک های MR، OGSC و آنو ترجیح می دهند، زیرا استفاده از مواد مصرفی این نوع راحت تر است. الکترودهای Woni هستند مصرفیکه دارای مزایای زیادی هستند، اما این ویژگی های مثبت تنها در مورد استفاده از این مواد توسط یک حرفه ای نشان داده شده است.
بازگشت به رده
در صورت لزوم، برای خرید مواد مصرفی مناسب برای جوشکاری و انتخاب آنها از آنها بهینه نیاز به توجه به دستورالعمل برای استفاده اینورتر جوشکاری این مدل است که کار برنامه ریزی شده است. به عنوان یک قاعده، دقیقا در توصیه های آموزشی نشان می دهد مارک های الکترود که به طور مطلوب برای کار مناسب است.
شایان ذکر است که انتخاب برچسب زدن مواد مصرفی مناسب مطلوب تنها شرایطی نیست که باید با انتخاب مواد مصرفی برای جوشکاری مورد توجه قرار گیرد. با انتخاب الکترودهای جوشکاری، لازم است مطمئن شوید که مصرفی برای جوشکار در کیفیت آنها ذاتی است، در طول فرایند ذخیره سازی تحت تاثیر قرار نمی گیرد. خواص الکترودها فقط برای مدت طولانی حفظ می شود، فقط اگر آنها مطابق با الزامات سازنده ذخیره شوند. ذخیره سازی مواد مصرفی در نظر گرفته شده برای جوشکاری باید مطابق با الزامات مهمانان توسعه یافته انجام شود.
بازگشت به رده
منطقه کاربرد MR-3 پیاده سازی ترکیب ساختارهای مسئول است که از فولاد کربن ساخته شده است. این الکترودها را می توان در هنگام کار در هر موقعیت فضایی استفاده کرد، استثنا، جهت عمودی از بالا به پایین است
استفاده از این مصرف کننده اجازه می دهد تا شما را به زنگ زنگ مرطوب و ضعیف از بلوک های فلزی.

الکترودهای جوشکاری MP-3 برای جوشکاری فولاد کربن طراحی شده اند.
الکترود دارای پارامترهای افزایش عملکرد است. استفاده از این نوع مواد مصرفی باعث می شود که در فرآیند جوشکاری برای استفاده از یک قوس طولانی استفاده شود، که باعث می شود آن را آسان تر کند. این الکترودها توصیه می شود هنگام ترکیب خط لوله استفاده شود فشار بالا با درجه حرارت مایع حمل و نقل تا 3500 درجه سانتیگراد و فشار داخلی تا 50 کیلوگرم \\ cm². علاوه بر این، این الکترودها را می توان در هنگام نصب خطوط لوله گاز و خطوط لوله استفاده کرد
مزایای این نوع مصرف کنندگان عبارتند از:
الکترودهای این نوع یک پوشش روتیل و اصلی لایه محافظ، قبل از استفاده است این مواد توصیه می شود برای انجام کلسیم در 170-180 درجه به مدت 40-60 دقیقه انجام شود.
بازگشت به رده

الکترودهای آبی MP-3 برای اتصال عناصر از فولاد کم کربن طراحی شده اند.
این نوع الکترود برای اینورتر ها برای جوشکاری محصولات بسیار مسئول متشکل از فولاد کم کربن استفاده می شود. ممکن است در این نوع الکترود در هر جهت فضایی کار کنید، به استثنای موقعیت عمودی در جهت از بالا به پایین. مواد مصرفی کلاس MR-3C در کار با ورق و مواد نمایه استفاده می شود. استفاده گسترده از این الکترودها در ساخت سپاه کشتی ها، خطوط لوله، مخازن مسئول یافت شد.
مزایای MP-3C خواص زیر است:
پوشش الکترود - روتیل، قبل از استفاده از MR-3، آبی توصیه می شود در دمای 170 درجه سانتیگراد به مدت 40 دقیقه محاسبه شود.
بازگشت به رده

مصرف کنندگان نام تجاری OGSC 12 در مبدل هایی که بر روی جریان ثابت و متناوب قطبیت مستقیم عمل می کنند استفاده می شود.
این نوع مواد مصرفی هنگام ایجاد ساختارهای مسئول شامل فولادهای کم کربن استفاده می شود. این مواد این مواد را به شما اجازه می دهد تا در هر موقعیت فضایی، به جز عمودی، به پایین، منجر شود. این نوع مواد مصرفی توسط دستگاه های جوشکاری که بر روی جریان ثابت و متناوب با قطب مستقیم مستقیم عمل می کنند استفاده می شود.
OZSC-12 هنگام انجام جوشکاری استفاده می شود سازه های فلزیمتشکل از ورق و فلز مشخصات. OZSC-12 در تولید استفاده می شود سازه های ساختمانی، مخازن، محوطه کشتی ها و مکانیزم های کشتی، خطوط لوله و سازه های فلزی از جرثقیل های مختلف. مزایای مصرف کننده نام تجاری OGSC-12 عبارتند از:
مصرف کننده پوشش دارای روتیل است. قبل از استفاده، الکترودهای OGSC-12 در دمای 200 درجه سانتیگراد 30 دقیقه توصیه می شود.
الکترود جوشکاری به درستی انتخاب شده 90٪ است. حتی داشتن دفع آن یکورتر جوشکاری ارزان قیمت، شما می توانید درزهای با کیفیت عالی عالی دریافت کنید. این مقاله بر روی پاسخ به سوالات متداول شما ساخته شده است.
الکترودهای جوشکاری برای جوشکاری قوس دستی و پوشش های الکتریکی به ذوب شدن و غیر قابل انعطاف (تنگستن) تقسیم می شوند.
1. الکترود ذوب - این یک میله سیم فولادی با پوشش ویژه خارجی (پوشش) است. پوشش الکترود به عنوان یک قاعده انجام می شود، چندین توابع: تضمین سوزاندن پایدار قوس، حفاظت از گاز از فلز مذاب و دوپینگ فلز فلز بسته به هدف الکترود. برای الکترودهای مخصوص (برای جوشکاری فولاد ضد زنگ، آلومینیوم، فولاد های ناهمگن، چدن، مس)، یک میله از فولاد استفاده نمی شود، بلکه از یک آلیاژ خاص استفاده می شود.
2. معیوب (الکترودهای تنگستن) - این هست ویژگی ضروری جوشکاری Argonova (یا TIG). با این حال، آنها نیز در استفاده متفاوت هستند.
اندازه الکترود توسط اندازه میله فولادی تعیین می شود. قطر الکترود: 1.6 میلیمتر، 2.0 میلیمتر، 2.5 میلیمتر، 3.0 میلیمتر، 4.0 میلیمتر، 5.0 میلیمتر و طول 300 - 450 میلی متر - بسته به ماهیت آلیاژ از میله فولادی. الکترود با قطر 1.6 میلی متر تحت سفارش عرضه می شود، زیرا در کشور ما استفاده مکرر را پیدا نکنید.
اغلب، الکترودهای جوشکاری به صورت مورد نظر طبقه بندی می شوند:
چهار نوع وجود دارد. پوشش الکترودبا این حال، ما بر دو رایج تر تمرکز خواهیم کرد.
جوش فلز با بالا متمایز است ویژگی های مکانیکی، از جمله پلاستیک بالا و ویسکوزیته شوک، در اتاق و دمای پایین، کمی تمایل به پیری و قفسه ها در برابر تشکیل ترک های کریستالیزاسیون است. این الکترود ها به عنوان یک قاعده توصیه می شود، برای جوشکاری ساختارهای مسئول و محصولات عملیاتی دمای پایین در شرایط متغیرها و بارهای شوک
معایب "الکترود های اصلی" شامل تمایل به شکل دادن به منافذ در حضور روغن، مقیاس یا زنگ در لبه های قطعات جوش داده شده، با طول کشیدن قوس جوشکاری یا مرطوب کننده پوشش. علاوه بر این، الکترودها به فرآیند جوشکاری اجازه می دهد تنها بر روی جریان قطبی معکوس ثابت.
محبوب ترین الکترود با پوشش اصلی Woni 13/55 است.
الکترودهای پوشش روتیل عمدتا برای ساختارهای جوشکاری از فولادهای کوچک کربن استفاده می شود.
الکترود ها با استفاده از خواص جوشکاری بالا و تکنولوژیکی متمایز هستند:
علاوه بر این، آنها ظاهر خوبی از درز را ارائه می دهند: فلز از جوش کمی تمایل به تشکیل منافذ زمانی که طول قوس نوسان است. محبوب ترین الکترود این نوع MP-3 است.
برای جوشکاری قوس دستی MMA شما می توانید با ما خرید کنید:
در اکثر دستگاه های اینورتر جوشکاری برای جوشکاری قوس دستی در خروجی با صاف کردن AC، یک جریان جوش ثابت تشکیل شده است. در این مورد (استفاده از جریان مستقیم) دو گزینه برای اتصال الکترود و بخش وجود دارد.
با قطب مستقیم، بخش به گیره "+" متصل می شود، و الکترود به اوج "-".
با قطب معکوس، بخشی به "-" متصل می شود، و الکترود به "+"
ما توجه شما را جلب می کنیم: در قطب مثبت همیشه گرما بیشتری نسبت به یک منفی دارد. بنابراین، قطب معکوس ما توصیه می کنیم استفاده کنید:
سه ویژگی بسیار مرتبط با هم وجود دارد. این قطر الکترود، ضخامت فلز جوش داده شده، جریان جوشکاری است.
قطر الکترود بسته به ضخامت فلز جوش داده شده انتخاب شده است. هنگامی که جوشکاری فولاد با ضخامت 0.5 میلیمتر تا 1.5 میلیمتر اغلب، جوشکاری قوس دستی با یک الکترود (MMA) اعمال نمی شود، اما جوشکاری آرگون (TIG) یا جوشکاری نیمه اتوماتیک (MIG-MAG) استفاده می شود.
باید به یاد داشته باشید که افزایش قطر الکترود تراکم جریان جوش را کاهش می دهد. این منجر به سرگردان قوس جوشکاری، نوسانات آن و تغییر در طول می شود. در نتیجه، عرض جوش جوش در حال رشد است و عمق استان کاهش می یابد.
انتخاب قطر مورد نظر الکترود، همیشه به ضخامت فلز جوش داده شده توجه کنید. با جوشکاری فلز نازک الکترودهای قطر بزرگ، و همچنین در مورد جوشکاری در جریان های بالا، تخلخل در فلز جوش ظاهر می شود.
مشتریان ما اغلب می خواهند الکترودهای جوشکاری Esab را خریداری کنند، فقط دو حرف "OK" را فرا می گیرند. توضیح دهید که تمام الکترودهای جوشکاری شده توسط Esab (سوئد) شروع می شود تعیین الفبایی "خوب"، به افتخار بنیانگذار شرکت اسکار Kelberg. و پس از آن، حروف "OK" به دنبال یک نام عددی است که شامل چهار رقم است.

ما می خواهیم شما را به محبوب ترین تمبرهای الکترودهای جوشکاری Esab معرفی کنیم که کاملا خود را در جمهوری بلاروس ثابت کرد:
الکترودهای انفجاری برای حذف رطوبت بیش از حد از پوشش الکترودها ضروری است. محتوای بالای رطوبت در پوشش می تواند چنین نقص را هنگام جوشکاری به عنوان چسبندگی الکترودها به بخشی تبدیل کند. این به ویژه در مورد الکترودهای جوشکاری با پوشش اصلی درست است.
اگر بسته بندی الکترودها را باز کردید، باید آن را به طور کامل صرف کنید، یا شروع به کار روز بعد، الکترود را رول کنید. برای انجام این کار، شما نیاز به تجهیزات برای محاسبه و ذخیره سازی الکترودها دارید.
چگونه از این اجتناب کنید فرآیند نیروی کار؟ ما توجه شما را به الکترودهای نگرانی سوئدی ESAB جلب می کنیم، که تمام تمبر های خاص الکترودها (برای جوشکاری فولاد ضد زنگ، آهن، آهن، آلومینیوم، مس) بسته بندی شده در بسته بندی خلاء است Esab vacpac. الکترودهای واکسن به جعبه پلاستیکی داخلی متصل می شوند و در یک فویل جامد جامد پیچیده شده اند. بسته به نوع و اندازه، الکترودها در بسته های کامل، نیمه یا سه ماهه بسته بندی شده، تعداد الکترودهای که در آن در محاسبه استفاده در نیمه تعیین می شود، بسته بندی می شوند. بسته بندی سپس در یک جعبه بیرونی استاندارد قرار می گیرد. بسته بندی Esab vacpac زمان ذخیره سازی تقریبا نامحدود را فراهم می کند.
به منظور انتخاب یک الکترود، ما تعیین می کنیم کدام فلزات (فلز سیاه، فولاد ضد زنگ، آهن چدن، آلومینیوم یا مس) ما جوش خواهیم داد؟ الکترودهای جوشکاری را مطابق با نوع فلز انتخاب کنید. اگر جوشکاری مسئول باشد، بهتر است که با الکترودهای وارداتی با کیفیت بالا متوقف شود. به عنوان مثال، الکترودهای جوشکاری نگرانی سوئدی "Esab" خود را در تمام زمینه های صنعت ثابت کرده اند.
هنگام انتخاب الکترود برای جوشکاری فولاد کربن، ما به خلوص سطح فلز جوش داده شده توجه می کنیم. اگر سطح با زنگ زدگی پوشانده شود، مرطوب، سپس ما از الکترودهای پوشش روتیل استفاده می کنیم (MR-3، OK-46.00، OGSC-12).
با جوشکاری سازه های مسئول الکترود را با پوشش اصلی انتخاب کنید. در همان زمان، فراموش نکنید: الکترودهای با پوشش اصلی نیاز به آماده سازی سطح دقیق دارد.
ما با ضخامت فلزی تعیین می کنیم و به درستی قطر الکترود و جریان جوش را انتخاب می کنیم.
الکترودهای انتخاب شده به درستی انتخاب شده، حتی هنگام کار بر روی دستگاه های جوشکاری ارزان قیمت، به شما این امکان را می دهد که هر فلزی را در سطح حرفه ای بالا بخورید.
اگر سوالی دارید، متخصصین شرکت ما به شما تلفن می پردازند:
+375 29 653 48 55 (Velcome) یا +375 17 241-36-99، 241-78-99
الکترود جوشکاری، نحوه انتخاب یک الکترود، انواع الکترودهای جوشکاری، الکترودهای جوشکاری، جوشکاری با الکترود، انتخاب الکترود، الکترود، الکترود برای جوشکاری، انتخاب الکترود، الکترود جهانی، برای رول الکترود ، قطر الکترود، اندازه الکترود، اندازه الکترود، الکترود با پوشش اصلی، الکترود الکترود روتیل، پوشش روتیل، کاراکتر دوپینگ، بسته بندی الکترود، پوشش الکترود
یک مرور کلی از بهترین الکترودها برای جوشکاری دستی فولادهای کربن و مقاوم در برابر خوردگی با استفاده از انتشار نشریات "جوشکاری و تشخیص"، "بولتن متالورژی" و سایر منابع تخصصی کامپایل شده است. مقاله خلاصه نظرات اینترنت جوشکار حرفه ای در مورد محصولات را خلاصه می کند. تولید کنندگان مختلف.
متأسفانه، الکترودهای روسی در بسیاری از پارامترهای خارجی در بسیاری از آنالوگ های خارجی از دست می دهند. با این حال، "پیشرفت" در این زمینه قبلا مشخص شده است. محصولات الکترود روسیه تولید شده در چند، در حالی که سرمایه گذاری مشترک دیگر پایین تر از بسیاری از مارک های مشتاق از لحاظ پایداری کیفیت نیست. شروع به "کشیدن" به آنها و برخی از گیاهان از وابستگی داخلی کرد. با این حال، در مواردی که نیاز به اطمینان با اطمینان فراهم می کند با کیفیت بالا، حرفه ای ها هنوز ترجیح می دهند از گران تر، بلکه الکترود بهتر تولید خارجی استفاده کنند. برای جوشکاری جوشکاری، الکترودهای هر نوع مناسب برای ماشین آلات جوشکاری جریانهای AC برای همه نوع مناسب نیستند.
هنگام انتخاب بهترین الکترود ها برای بررسی، ما توسط معیارهای زیر هدایت شدیم:
برای صحت مقایسه قیمت، ما شامل تنها الکترودهای اغلب استفاده شده با قطر 3 میلیمتر بود.
پارامتر اصلی هر الکترود جوشکاری، که اکثر خواص آن را تعیین می کند - از سهولت احتراق به کیفیت درز - ترکیب پوشش آن است. شایع ترین امروزه انواع پوشش زیر است:
اتصال مختلف محصولات فلزی اغلب با استفاده از جوشکاری انجام می شود. برای این منظور، تجهیزات ویژه ای برای استفاده از هر دو ترانسفورماتور و واحدهای اینورتر استفاده می شود. اما حتی ساده ترین آنها نمی توانند بدون الکترود کار کنند. پس از همه، به منظور به دست آوردن یک پارچه با کیفیت بالا ساخته شده است، لازم است که میله فولاد را ذوب کنید. اما برای هر ماده، الکترود برای اینورتر باید از یک آلیاژ خاص ساخته شود. فقط در آن زمان شما می توانید نتیجه خوبی را به دست آورید.
واحدهای جوشکاری مدرن بسیار متفاوت از پیشینیان خود هستند. آنها ابعاد جمع و جور، وزن کم، آسان به کار و حمل و نقل دارند. اما به منظور جوشکاری با استفاده از آنها، لازم است از الکترود های به درستی انتخاب شده استفاده شود. از این 90٪ موفقیت جوشکاری بستگی دارد.
عنصر چیست که در هنگام انجام جوشکاری ضروری است؟ این یک بخش از سیم فولادی دارای پوشش است. لازم است که سوزاندن پایدار قوس را حفظ کنید، و همچنین فراهم می کند:
با این حال، ویژگی های عملکردی عنصر بستگی به هدف آن دارد.
ما به ویدیو، انواع و قرار ملاقات های اصلی خود، و همچنین معیارهای انتخاب نگاه می کنیم:
پایه ای مشخصات فنی الکترودهای جوشکاری برای اینورتر عبارتند از:
طول محصول می تواند از 300 تا 450 میلی متر باشد و بستگی به ماهیت دوپینگ الکترود دارد. همانطور که برای قطر، یک خط کامل از میله ها وجود دارد، جایی که نازک ترین میله دارای اندازه 1.6 میلی متر است و بهترین 5 میلیمتر می رسد. اما الکترودهای جوشکاری با قطر 1.6 میلی متر معمولا به ترتیب ساخته می شوند، زیرا آنها از بازار داخلی گسترده نیستند.
همانطور که برای طبقه بندی این عناصر، آنها به دو نوع اصلی تقسیم می شوند:
اول می تواند هر دو از سیم فولادی و آلیاژهای ویژه بسته به نوع مواد برای جوشکاری انجام شود. معمولا برای کار با استفاده از یک اینورتر جوشکاری با آهن، مس، فولاد ناهمگن از الکترودهای ساخته شده از آلیاژها استفاده می شود.
محصولات بدون عارضه یا تنگستن در جوش آرگون استفاده می شود. آنها همچنین می توانند تفاوت های مربوط به ویژگی های بسته به برنامه داشته باشند.
جدول انواع الکترود
علاوه بر این، الکترودها به مقصد به انواع زیر تقسیم می شوند:
تفاوت ها و در نوع پوشش وجود دارد. بازار الکترود ها را با چهار رقم ارائه می دهد و شایع ترین آنها عبارتند از: اصلی و روتیل.
از آنجایی که این مواد مصرفی برای هر نوع جوشکاری ضروری است، باید با ویژگی های تجهیزات و ویژگی های انجام کاری انجام شود.
ما ویدیو، انواع و تفاوت های آنها را تماشا می کنیم:
در عین حال، چنین ویژگی هایی باید در نظر گرفته شود:
برای اجرای با کیفیت بالا درز، شما باید به درستی مواد مصرفی را انتخاب کنید. و اول از همه، پارامترهای آنها و از جمله قطر به حساب می آیند. و با این حال، چه الکترود برای اینورتر بهتر است؟ برای تمبرهای مختلف، آن را نشان داده شده است اسناد قانونی. اما باید در نظر داشته باشید که قطر اسمی به اندازه میله داخلی مربوط می شود و پوشش را شامل نمی شود.
 ضخامت این لایه فرد برای نوع خاصی از محصول است و با Lites مشخص شده است:
ضخامت این لایه فرد برای نوع خاصی از محصول است و با Lites مشخص شده است:
متر - قطر کوچک و یک لایه کوچک از پوشش تا 1.2 میلیمتر و D - بیش از 1.8 میلی متر را نشان می دهد. چنین نشانه ای به شرکت های داخلی و خارجی پایبند است. با این حال، قطر آنها متفاوت خواهد بود.
ما ویدیو را تماشا می کنیم، چگونه الکترود راست را انتخاب کنیم تا جوش مورد نظر را انتخاب کنیم:
اما نه تنها اندازه ها هنگام انتخاب الکترود ها مهم هستند. ترکیب اجزای اجزای آن نقش مهمی ایفا می کند. از آنجا که الکترود شامل یک میله و پوشش است، پس از آن مواد ساخته شده از آنها ساخته شده است. برای اکثر محصولات، سیم کربن کم به عنوان پایه گرفته می شود و ترکیب پوشش شامل اجزای مختلف است:
استفاده از الکترود های نوع اول اجازه می دهد تا برای رسیدن به یک ترکیب جامد و مقاوم در برابر حرارت، پلاستیکی متفاوت باشد. محصولات با دی اکسید تیتانیوم ایجاد یک قوس پایدار و به شما اجازه می دهد تا به قدرت بالا ترکیب. الکترودهای روتیل هنگام ساخت سازه های جوشکاری استفاده می شود رطوبت زیاد. علاوه بر این، هنگام انتخاب الکترود، ویژگی های فلز جوش داده شده باید مورد توجه قرار گیرد.
به عنوان مثال، میله های WONI یا MR برای فولادهای کربن استفاده می شود. اول، سطح کوچکی از پاشش را دارد، دوم - در جداسازی سریع سرباره متفاوت است. آنها را می توان در تجهیزات حرفه ای و قابل حمل اعمال کرد.
از آنجا که وجود دارد تعداد زیادی از مارک های مختلف و انواع چنین محصولات، تنها کسانی را که برای جوشکاری دستی در نظر گرفته شده اند، در نظر بگیرید. علاوه بر این، ما فقط نمونه هایی را که در هنگام کار با فولاد کربن و کم آلیاژ استفاده می شود را انتخاب می کنیم.
ما به ویدیو نگاه می کنیم، آزمایش الکترودهای جوشکاری مختلف را آزمایش می کنیم:
ما بر اساس بررسی های کاربران، و همچنین نشریات مجلات تخصصی، بر اساس بررسی ها خواهیم بود. با توجه به این منابع بهترین الکترودهای برای اینورتر در بازار داخلی، محصولات کارخانه های زیر است:
در میان تولید کنندگان خارجی، محصولات شرکت ها در بزرگترین تقاضا هستند:
این الکترودها برای جوشکاری اینورتر در بسیاری جهات برتر از محصولات داخلی است، هرچند قیمت نسبتا بالایی دارند.
ما به ویدیو در مورد محصولات Monolith نگاه می کنیم:
همانطور که برای محصولات روسی، آنها در بسیاری از گزینه ها از دست می دهند، اگر چه در حال حاضر برخی از نمونه هایی وجود دارد که به سطح الکترود های بد وارد شده افزایش می یابد. اما پس از آن تنها سرمایه گذاری های مشترک متعلق به تولید کنندگان اروپایی یا آسیایی قادر به دستیابی به چنین نتایج بود.
اکنون ما به بررسی محصولات خود می پردازیم. بنابراین الکترودهای کارخانه سنت پترزبورگ حدود 135 روبل در هر کیلوگرم هزینه دارد و به گفته جوشکار، بهترین مدل های داخلی است.
در الکترود برای جوشکاری اینورتر شرکت Tyumen، قیمت تا حدودی بالاتر است، اگر چه در کیفیت آنها عملا از نمونه قبلی متفاوت نیست.
محصولات کارخانه Kamensk-Shakhtinsky عمدتا برای استفاده با مبدل های خانگی طراحی شده و دارای قیمت حدود 130 روبل است. برای 1 کیلوگرم
 الکترودهای Penza بهترین قیمت و نسبت کیفیت را در نظر گرفته اند. هزینه آنها 58 روبل تجاوز نمی کند.
الکترودهای Penza بهترین قیمت و نسبت کیفیت را در نظر گرفته اند. هزینه آنها 58 روبل تجاوز نمی کند.
محصولات شرکت ژاپنی اگر چه گران است، اما به شما اجازه می دهد تا هنگام بررسی قدرت به نتایج عالی دست یابید. متخصصان استدلال می کنند که این الکترودها به طور کامل چنین قیمت بالا را توجیه می کنند.
فرآیند جوشکاری نمی تواند ساده باشد، بنابراین قبل از اینکه مجمع یک طراحی خاص را با استفاده از آن شروع کنید، لازم است قبل از خوردن غذا قبل از غذا خوردن قبل از آن نباشد.
برای انجام این کار، کلیپ به بخشی متصل می شود و الکترود در دارنده دوباره پر شده است. سپس جریان فعلی، با توجه به قطر میله فولادی تنظیم شده است. در عین حال، یادگیری باید بر روی الکترود های جدید باشد - به درک بهتر معنی کار کمک خواهد کرد.
ما تماشای ویدئو، مهارت های اساسی جوشکاری:
ایجاد یک قوس به صورت زیر انجام می شود. الکترود در زاویه حدود 70 درجه به قسمت نصب شده است. سپس آنها را به سرعت آنها را در امتداد قطعه کار نگه می دارد، در حالی که جرقه ها و صدا مشخص باید ظاهر شود.
بعد، شما نیاز به جزئیات را لمس کنید، به طوری که شکاف به 5 میلیمتر ظاهر می شود. در این زمان یک قوس به نظر می رسد و فلز شروع به ذوب شدن تحت آن خواهد شد. ترخیص باید با تغییر الکترود به صورت افقی به صورت افقی حفظ شود.
اگر چسبندگی مشاهده شود، به این معنی است که نیروی فعلی ضعیف نمایش داده می شود و لازم است آن را افزایش دهد.







