Ministria e Arsimit të Federatës Ruse
Shui Universiteti Pedagogjik Shui
Departamenti i Teknologjisë
Puna e kursit
Tema: "Formimi i artit metalik".
Kryer: Student 4K. 4g.
MTF FTO KOCHETKOV A.YU.
Manual shkencor:
____________________________
____________________________
Plan.
Nga historia e metalit të krijimit të metaleve.
Që nga kohët e lashta, farkëtarët rusë (nga shekujt VI-VIII) zotëronin të gjitha pritjet e falsifikimit të lirë, saldimit të farkëtarit, saldimit të minierave të bakrit, ishte në gjendje të prodhonte trajtim të ngrohjes.
Ndërsa niveli i teknologjisë nga mjeshtri ishte kërkuar shumë aftësi, aftësi, përvojë në trajtimin e metaleve. Varietetet e çelikut mund të dallohen vetëm në ngjyrën dhe natyrën e ndezjeve ose në një lavaman, dhe shkallën e ngrohjes gjatë falsifikimit, shuarjes dhe saldimit - në ngjyrën e metalit të nxehtë (Kalenoe) në sy; Mjeshtri u gjykua nga ngjyra e pushimeve, mjeshtri u gjykua nga ngjyrat e viktimës, etj.
Interesante, farkëtarët e vjetër rusë me art të madh prodhuan jo vetëm dekorime me kostume - kopsat, unazat, fasteners, rrathë, pezullim, necklaces, tregtarët ose dekoratave me kalë, por edhe sythe mbi casters dhe zemrat, për ta, locks Door, shpata, helmeta, railings zinxhir, akset luftarake, të gjitha llojet e veglave shtëpiake dhe shumë hekur të tjera të tjera produkte të falsifikuara.
Pritjet e falsifikimit të lirë, të njohur që nga kohërat e lashta, të ruajtura deri më sot. Formëzimi i saldimit ishte në zemër të prodhimit të armëve të ftohta nga çeliku multilayer. Është quajtur edhe saldim beaghat. Master nga Damasku arriti sukses të madh. Damask Steel filloi të quhet çeliku i saldimit me shumë shtresa.
Në kohë të pushtetit Kievan rus Blacksmiths marrin një rol aktiv në ndërtimin e Novgorod, Kiev dhe Pskov Majestic Cathedrals. Masters MasterShnoe Business nuk janë vetëm një rrip për shtrëngimin e mureve, harqe, harqe, por edhe lattices shumë artistike për dritare, dyert e përparme, dyert me ngjyra të rreme, pullat e përdredhur-stools, të instaluara në majat e katedraleve të brendshme "të lulëzuara" kalon.
Në shekullin XVII Shumë masters farkëtarë shkojnë në prodhimin e gardheve të mëdha dhe të vogla për pallatin dhe ansamblet e parkut. Farkëtarët e vjetër rusë jo vetëm që zotëronin njohurinë e teknologjive të falsifikuara në përsosmëri, por edhe të famshme për shije të lartë artistike.
Latteds dhe gardhe të krijuara nga ata mrekullisht shikuar në çdo sfond, ishin ekspresive në mjedisin arkitektonik, në shqyrtim të ngushtë dhe në distancë. Bukuria e tyre ishte të përshtateshin elementët e artit dhe ritmin e tyre. Shfaqja e rrugëve të vjetra të Moskës dhe rrugicat vetëm unike.
Origjinaliteti shpjegohet me praninë e dantella të lehta të falsifikuara në ballkonet e shtëpive, mbi gardhe të parqeve, shesheve, kishave. Mjeshtrave të klasikism Arkitektët dhe Arkitektët, Liberadi, Bazhenov, Cossacks dashur për të përdorur metal i veshur Kur dizajnoni dhe krijoni ansamble arkitekturore.
Gëmbimet shumë origjinale të kryera në stilin e barokut rus, i cili ishte popullor në gjysmën e dytë të shekullit XVIII. Modeli i farkëtuar i gjallë, i bërë duke përdorur motive bimore, kontrast me kolona të fuqishme guri. Një model simetrik i përbërë nga kthesa në formë zemre të gjetheve, të quajtur Masters "Chervonkov", është karakteristikë e artit dekorativ rus të shekujve XVII-XIX. Shën Petersburg - kryeqyteti verior i Rusisë - gjithmonë i famshëm për lattices e tij të urave dhe argjinaturave, parqeve dhe pallateve. Lattica e kopshtit veror nga Neva njihet si më e mira e gardheve dekorative në botë. Autorët e kësaj dantella amazingly harmonike, të lehta metalike nga kopjet, bazat e llaçit dhe drejtkëndëshat e zgjatur janë arkitektët rusë Felten dhe Egorov. Kjo grilë është harruar, nga rruga, Tula Masters.
Në fund të XIX - në fillim të shekullit XX. Në Moskë, Shën Petersburg, Odessa dhe qytete të tjera, numri më i madh i lattices dhe gardhet janë bërë në stilin modern. Asimetria e rrjedhjeve të shkrirë krijon një zbukurim të lëngjeve nga bashkimi dhe bimët e ndërthurura të krahut. Shpesh, vizatimi nga grilë është duke lëvizur në mënyrë organike në mur të shtëpisë dhe më tej në gurë ose gipsi zhvillohet nga fasada, duke përfunduar me ujqër të fuqishëm në kornizën e shtëpisë ose në parapatin e çatisë.
Me zhvillimin e prodhimit të rrokullisur dhe të prerjes, gradualisht në arkitekturë, metal dekorativ të falsifikuar filloi të aplikohet. Ajo zëvendësohet me struktura të salduara nga profilet e rrotullimit të seksioneve të rrumbullakëta, katrore dhe drejtkëndore.
Formëzimi artistik filloi të thjeshtësojë, më pak të majtë të mjeshtrave të vërtetë të mbetur, të aftë për të rrokullisur gardhin, rivendosjen ose riparimin e grilës së lashtë.
Prandaj, ringjallja e këtij lloji të zanatit është me rëndësi të madhe për artet moderne dekorative dhe të aplikuara.
Metal i përdorur për falsifikim.
Në zanat e farkëtarit duhet të merren me lidhje të ndryshme, metale me ngjyra, me çeliqe shenja të ndryshme. Për ngrohje për të falsifikuar temperaturat të njëjtat lloje të boshllëqeve, por tipe te ndryshme Metal kërkohet për të djegur sasi të ndryshme të karburantit.
Përçueshmëria termike e metalit është shkalla e ngrohjes e pjesës së punës në seksionin kryq. Sa më i vogël është përçueshmëria termike e metalit, aq më e madhe është rreziku i plasaritjes kur të nxehtë. Për shembull, përçueshmëria termike e çelezave, veçanërisht e zhveshur, pesë herë më e vogël se përçueshmëria termike e bakrit dhe aluminit. Kapaciteti i nxehtësisë lidhet me konsumin e karburantit për përgatitjen e pjesës së punës në temperaturën e dëshiruar. Kapaciteti më i madh i ngrohjes ka në një temperaturë prej 800-1100 ° C. Pra, sa më i lartë kapaciteti i nxehtësisë i metalit, aq më shumë karburant konsumohet. Për punimet e farkëtarit janë aplikuar për të falsifikuar dhe metalet plastike dhe lidhjet. Nga metalet me ngjyra, këto cilësi kanë disa çeliku - një aliazh hekuri me karbon. Në varësi të sasisë së përmbajtjes së karbonit, çeliku është i ndryshëm si karboni i ulët (deri në 0.25% karboni), medium (0.25-0.6%) dhe karboni i lartë (0.6-2%). Rritja e përmbajtjes së karbonit rrit fortësinë e çelikut, por redukton durimin dhe përçueshmërinë termike. Sipas strukturës së saj, çeliku është një trup i formuar nga kokrra kristalore që lidhen me forcën e tufës intercrystalline. Aliazh është bërë komponentë të detyrueshëm janë hekuri, karboni, silic, squfuri, mangan, fosfor. Kur përmbajtja e karbonit është deri në 0.1%, çeliku është i butë, i mirë është ftohur, ngjitur me një mënyrë falsifikim pa marrë shuarje. Ky çelik në praktikë quhet hekur. Steel, i cili plotëson të gjitha kërkesat e rritjes së artit, përmban nga 0.1 në 0.3% të karbonit dhe deri në 1% të papastërtive të tjera. Çeliku i tillë quhet një të larmishëm.
Çeliku i ngurtësisë mesatare përmban karbon nga 0.08 në 0.85%. Është mirë me ngrohje të duhur, të ngurtësuar mirë, por është ngjitur keq.
Tabela 1
Temperaturat e fillimit dhe përfundimit të falsifikimit të Çeliqeve të Karbonit
Gize e hedhur është çeliku që përmban deri në 2% të karbonit, është një aliazh i brishtë, jo i përshtatshëm.
Papastërtitë e tjera përveç karbonit, gjithashtu ndikojnë në cilësinë e metaleve. Pra squfuri dhe fosfor - papastërtitë e dëmshme.
Kur përmbajtja e squfurit, më shumë se 0.04% çeliku bëhet një rul, i.e. Kur metali nxehet në të kuqe, metali është shkatërruar nën goditjet e çekiçit dhe fosforit (më shumë se 0.05%) e bën çelikun të brishtë në një gjendje të ftohtë. Nikel rrit forcën e çelikut, krom - ngurtësinë dhe rezistencën e veshin, por përçueshmëria termike e çelikut zvogëlohet, mangani zvogëlon efektin e dëmshëm të squfurit dhe rrit fortësinë, forca zvogëlon përçueshmërinë termike. Silicon rrit forcën dhe elasticitetin, por zvogëlon viskozitetin dhe saldimin. Për etiketimin e çelikut aliazh të përdorur kryesisht për prodhimin e mjeteve të farkëtarit që veprojnë në mënyrat e tronditjes dhe të temperaturës së lartë, janë miratuar dizajne të veçanta të elementeve më të zakonshme aliazh: C - silikon, G - mangan, n-nikel, t - titan, X - Chrome, Yu - alumini, A - përmbajtja e reduktuar e squfurit dhe fosforit. Për shembull, një markë është 18HGT - çeliku përmban deri në 0.18% të karbonit, deri në 1% krom, mangan, titan. Çeliku i karbonit instrumental përmban 0.6-1.3% të karbonit, 0.15-0.6% mangan, 0.15-0.35% silikon, 0.03-0.35% squfur dhe fosfor. Çelikë të tillë janë shënuar me shkronjën W. Tjetra, shifra nënkupton përqindjen e karbonit. Për shembull, çeliku U9 - Steel Steel me një përmbajtje të karbonit prej 0.9%.
Në blacksaster, përdoren metale me ngjyra: bakër, alumini, magnez, titan dhe lidhjet e tyre: bronzi (aliazh bakri me zink) notat L90, L80, L68, L62, etj. (Numrat tregojnë përmbajtjen e bakrit në përqindje); Bronze e vogël (aliazh bakri me kallaj) - brots4-3 (4% kallaji dhe 3% zink) dhe të tjerët. Durimi i mirë dallon nga lidhjet e aluminit.
Të gjitha metalet dhe lidhjet kanë një strukturë polycrystalline, domethënë të përbëhet nga kokrra të ndara që paraqiten me njëri-tjetrin, midis të cilave janë të ndërthurura jo metalike në oksidet e ndryshme, karbidet dhe lidhjet e tjera janë të vendosura në formën e hollë. Madhësia e grurit është 0.01-0.2 mm dhe gjithashtu ka një strukturë kristaline.Çfarë po ndodh në metal gjatë goditjeve të çekanit?
Me falsifikim, deformimi ndodh për shkak të rrëshqitjes së kokrrave në krahasim me njëri-tjetrin, sepse forca e drithërave është më e madhe se lidhja mes tyre. Si rezultat i falsifikimit, gruri metalik është tërhequr në drejtim të rrjedhës së metalit dhe ajo çon në formimin e një strukture të gjobë (Figura 29).
Fik. 29. Recrystallization e çelikut: 1 - Hammer; 2 - Anvil; 3 - Gjendja e kristaleve për të falsifikuar: 4 - Kristalët që i nënshtrohen falsifikimit; 5 - Kristal pas falsifikimit
 Me ta, përfshirjet jo metalike janë tërhequr, të cilat i japin metalit një strukturë fibroze. Kjo mund të shihet me sy të lirë. Cilësia e fuqisë së metalit varet nga temperatura e fundit të falsifikimit: sa më i lartë temperatura e metalit në fund të deformimit, aq më mirë vetitë mekanike të metalit (gruri është më i madh).
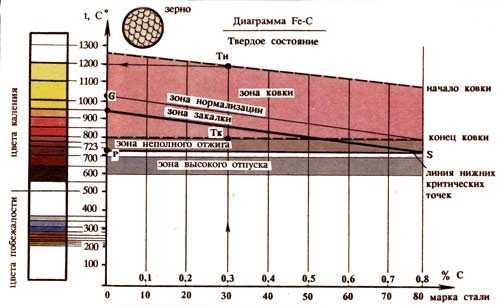
Me ta, përfshirjet jo metalike janë tërhequr, të cilat i japin metalit një strukturë fibroze. Kjo mund të shihet me sy të lirë. Cilësia e fuqisë së metalit varet nga temperatura e fundit të falsifikimit: sa më i lartë temperatura e metalit në fund të deformimit, aq më mirë vetitë mekanike të metalit (gruri është më i madh). Ndryshimet që ndodhin në lidhjeve gjatë ngrohjes dhe ftohjes mund të përcaktohen nga një diagrami shtetëror (Fig. 30), e cila është një hartë grafike e përbërjes së fazës dhe strukturës së lidhjeve nën kushtet e ekuilibrit, në varësi të temperaturës dhe përqendrimit të komponentëve.
Fik. 30. Diagrami "karboni"
Ky diagram është i rëndësishëm për përzgjedhjen e arsyeshme të mënyrave termike të të gjitha llojeve të përpunimit të çelikut të nxehtë. Në aksin e ordinate - temperatura e aliazhit, përgjatë boshtit abscissa - përmbajtja e karbonit. Diagrami shënoi pika kritike, në temperaturën e së cilës ndodhin transformime strukturore. Kur e konsideron diagramin, vërejmë se ndryshimet në strukturën ndodhin mbi vijën e RS, pasi ferrite shkon në austenite, që do të thotë se pendimi, plasticiteti i metalit është përmirësuar. Mes GS dhe PS linjat paraqesin kokrra ferrite. Më poshtë Rs Line Austenite shkon në Ferrite, I.E. Metal ka një shkallë të lartë të plasticitetit, por një fortësi dhe forcë të vogël. Midis linjave AE dhe GS, fusha e temperaturave të favorshme dhe strukturave metalike për falsifikim janë të vendosura.
Në temperaturën e ngrohjes prej 1500 ° C, i.e. Mbi linjat e altoparlantëve, çeliku është në një gjendje të lëngët.
Blacksmith duhet të jetë në gjendje të zgjedhë çelikun, i cili do të përputhet me produktin e planifikuar në aspektin e cilësive të saj.
Furnizuesi i bimëve The Laminated Billet shënon stigm dhe bojë bojë, sipas ngjyrës së caktuar për çdo klasë çeliku. Në tab. 2 tregon ngjyrat e caktuara për çelik të përdorura për rritjen e artit.
Tabela 2
Ngjyrat për Çelikë të përdorur për falsifikim artistik
Kur shpenzoni çeliku, ata së pari e prenë fundin e paatruar, përfundimi me stigmën është shpenzuar së fundi. Por shpesh farkëtarët duhet të merren me të vizituar tashmë përpunimin e metalit ose workpiece humbur vulën. Si të përcaktoni markën e çelikut? Rezulton se ka mënyra për të përcaktuar markën e metaleve në fytyrën e punëtorisë së saj.
 Çeliku të ndryshëm kanë ndezur karakteristikë. Kur prekni mostrën me një letër zmerile të rradhës, shfaqet. Në seminar, është e nevojshme që të ketë një sërë mostrave të pullave të ndryshme të çelikut me pulla, të cilat mund të shërbejnë si një standard gjatë përcaktimit të markës së çelikut në shkëndijë. Kjo metodë bën të mundur përcaktimin e sasisë së karbonit në çelik në 0.2% dhe nëse ka tungsten dhe krom në të. Sparks janë qartë të dukshme në një sfond të zi, i cili rekomandohet të vihet në një pako të ndezur. Gjeni mostrën në krahasim me diskun e rradhës kur testi është i nevojshëm në mënyrë që shkëndija e shkëndijës të ishte rreth 30 cm pingul me vijën e shikimit.
Çeliku të ndryshëm kanë ndezur karakteristikë. Kur prekni mostrën me një letër zmerile të rradhës, shfaqet. Në seminar, është e nevojshme që të ketë një sërë mostrave të pullave të ndryshme të çelikut me pulla, të cilat mund të shërbejnë si një standard gjatë përcaktimit të markës së çelikut në shkëndijë. Kjo metodë bën të mundur përcaktimin e sasisë së karbonit në çelik në 0.2% dhe nëse ka tungsten dhe krom në të. Sparks janë qartë të dukshme në një sfond të zi, i cili rekomandohet të vihet në një pako të ndezur. Gjeni mostrën në krahasim me diskun e rradhës kur testi është i nevojshëm në mënyrë që shkëndija e shkëndijës të ishte rreth 30 cm pingul me vijën e shikimit. Sytë duhet të mbrohen me syze.
Gjatësia e shkëndijë varet nga presioni i presionit në diskun e rradhës dhe, u bë e mundur të arrihej gjatësia e njëjtë e shkëndijës duke përcaktuar shkallën dhe uniformitetin e presionit dhe për ta mbajtur atë gjatë testimit. Presioni i pabarabartë i presionit në rreth mund të japë një rezultat të shtrembëruar. Kur formon një shkëndijë, është e nevojshme të vëzhgoni me kujdes gjatësinë e shkëndijës, numrin e saj, ngjyrën dhe karakteristikat e yjeve (Figura 31).
Fik. 31. Përkufizimi i çelikut në shkëndijë
1) Nëse përmbajtja e karbonit është rreth 0.12%, atëherë shkëndija lë gjurmët e një vijë të drejtë që ka një trashje të ndritshme dhe të errët të kuqe. Pako gjatë dhe të lehta.
2) Nëse përmbajtja e karbonit është 0.5%, pako është më e shkurtër, gjithashtu e lehtë, por nga trashja e parë, asteriskët fillojnë të ndahen.
3) çeliku instrumental me një përmbajtje prej 1% karboni jep një tifoz të shkurtër dhe të gjerë të ndezjeve të kuqërremtë, dhe nga trashja e parë është e ndarë nga Sparks.
4) Karakteristika e Çelikës Manganese është formimi i asteriskëve në skajet e trashësisë së parë. Pamja e rrezes varet nga përmbajtja e karbonit.
5) Çeliku i kromit jep një tifoz të gjatë të ndezjeve, nganjëherë të kuqërremtë me një pushim dhe me ndarjen e asteriskëve është shumë karakteristik.
6) Tungsten Steel jep një shkëndijë të përhershme të errët të kuqe me trashje të ndritshme në fund.
7) Çeliku kromolofram i ngurtësisë së mesme jep një shkëndijë të dyfishtë: të kuqe të trashë dhe të gjatë dhe të errët të kuqe të hollë dhe të shkurtër.
8) çeliku filtrim ka të njëjtat shkëndije si në çelik kromvoltral, por me një pushim.
Si një shtojcë e kësaj teme, ju lutemi njihni me tabelën. 3.
Tabela 3.
Përkufizimi i tabelës së markave të Çeliqeve në Spark
Dihet se jo të gjitha çeliku është ngurtësuar. Kjo është gjithashtu një mënyrë për të përcaktuar markën e çelikut. Është e nevojshme për të ngrohur copë çeliku dhe shpejt të ftohtë në ujë. Nëse kjo është një çeliku i vogël karboni, nuk do të ngurtësojë dhe të japë lehtësisht në një skedar.
Tabela 4.
Tabela e temperaturës së ngrohjes së çelikut dhe ngjyrat përkatëse
Mjetet dhe ndeshjet.
Mjetet që duhet të përdorin farkëtarët ndahen sipas qëllimit të tyre për të mbështetur, shokuar, kapur, rreshtim, emocionuese, matje dhe ndihmëse.
Mjetet mbështetëse: Anvil bazë, Anvil i vogël për produktet e vogla dhe siguresat.
Veglat e rreshtimit.
Vegla e rreshtimit është e ndarë në tri grupe:
I. një mjet që është instaluar nën çekiç ose frena dore;
II. Mjet i instaluar në Anvil;
III. Palë mjet.
 Fik. 35. Mjete LOPING: 1 - Rolling; 2 - hekurosje me një sipërfaqe cilindrike; 3 - hekurosje me një sipërfaqe katrore; 4 - hekurosje me një sipërfaqe të njëanshme drejtkëndëshe; 5 - hekurosje me një sipërfaqe të zgjeruar; 6- Kaloni; 7 - dalje në formë; 8 - daltë për prerje gjatësore; 9 - daltë për prerjen tërthore; 10- firmware konik; 11- firmware cilindrike; 12 - gjurmët e sipërfaqeve të punës së Glades 3, 4, 5.
Fik. 35. Mjete LOPING: 1 - Rolling; 2 - hekurosje me një sipërfaqe cilindrike; 3 - hekurosje me një sipërfaqe katrore; 4 - hekurosje me një sipërfaqe të njëanshme drejtkëndëshe; 5 - hekurosje me një sipërfaqe të zgjeruar; 6- Kaloni; 7 - dalje në formë; 8 - daltë për prerje gjatësore; 9 - daltë për prerjen tërthore; 10- firmware konik; 11- firmware cilindrike; 12 - gjurmët e sipërfaqeve të punës së Glades 3, 4, 5.
Instrumenti i rreshtimit përfshin një sobë masive të çelikut 300x400 mm dhe një lartësi prej 150-200 mm, në katër fytyra anësore të së cilës ka scesses të një shumëllojshmëri të formave dhe lartësisë: gjysmërreth, trekëndësh, etj. Kjo sobë përdoret për një falsifikim të elementëve të ndryshëm në vend të vulave të rreshtuara. Në fund të sipërfaqeve të kësaj pllake ka nëpër vrima të rrumbullakëta, katrore dhe formë të madhësive të ndryshme, të cilat shërbejnë për punching një shumëllojshmëri të vrimave në produkte. Në falsifikim të madh, ku gardhe kopsht janë prodhuar, grilles ballkon dhe produkte të tjera të mëdha, duhet të ketë një pjatë çeliku ose të hedhur hekuri - një rregull - një trashësi prej 50-200 mm dhe në terma prej 1.5x3 m me një të qetë sipërfaqe e lëmuar. Është instaluar në dhitë e posaçme metalike në qendër të krijimit. Në këtë pllakë, duhet të ketë vrima për instalimin e kunjeve, bulonave dhe ndeshjeve të tjera të ndryshme për profilet e përkulura të formës, montimin e strukturave dhe operacioneve të tjera teknologjike.
Të gjitha grupet e grupit që unë duhet të kem dru ose me tela të trasha. Vini re se trajtimet e mjetit të rreshtimit janë të bllokuara në gunga dhe nuk specifikojnë se dridhjet dhe goditjet përmes dorezës transmetohen në dorën e farkëtarit. Tela dorezë tjerr rreth kokës në gjendje të nxehtë.
Dëshira është farkëtar - për prerjen e boshllëqeve në gjendje të nxehtë ose të ftohtë. Kreu i daltë përbëhet nga tre pjesë: një sipërfaqe konveks, e cila godet me çekan; pjesa e mesme me një vrimë - merimangë për instalimin e dorezës; Thika është pjesa kryesore që shkurton metalin. Për prerjen e ftohtë, këndi i mprehjes është 60-70 °, për të nxehtë - 15-30 °. Bërë daltë nga çeliku i lartë i karbonit U7, U8, aliazh 6xcs ose çeliku 45; 50. Forma e thikës së daltë mund të jetë e drejtpërdrejtë, që ka një lakim në një aeroplan horizontal ose në dy aeroplanë. Dëshira me një thikë të drejtpërdrejtë përdoret për prerje tërthore dhe gjatësi. Thika e daltë për prerje tërthore është e vendosur paralelisht, dhe thika e daltë për prerjen gjatësore është pingul me aksin e dorezës.
Shpërndarja e njëanshme e daltë është bërë në rastin kur kërkohet për të marrë një produkt me një fund të drejtë, i.e. Pa një pjerrësi, nëse një paragjykim është i lejuar ose ju duhet të jepni një camfer, atëherë zbatohet një dalje me mprehje të dyanshme. Dëshira me një thikë rreze është përdorur për të prerë nga fletë metalike të elementeve të ndryshme curvilinear të llojit të ngjyrave, gjetheve dhe të ngjashme. Dëshira me betejën në formë përdoret për prerjen nga boshllëqet e lakuara të kontureve Curvilinear. Në varësi të madhësisë së produkteve dhe modeleve të prerjes, është e nevojshme për të zgjedhur daltë të dëshiruar. Vizatimi i zbukurimit në forgings është aplikuar dal me një avantazh të shurdhër. Kur punoni, dalja nën përgatitjen është vënë në copë litari nga hekuri ose bakri, i cili mbron pjesën e fytyrës të anvil nga dëmtimi, dhe thika e thikës nga të paqarta. Pritini boshllëqet në zonën e pakontrolluar të Anvil, I.E. Pranë brirëve konik. Duhet të mbahet mend se goditjet e para dhe të fundit në dalje janë aplikuar të dobëta. E para - në mënyrë që dalta të rrëzohet pa probleme në workpiece, dhe kjo e fundit - kështu që pjesa e ndarë nuk fluturon dhe nuk ka dëmtuar askënd.
Poblers janë përdorur për punching vrima, recesses në forgings dhe boshllëqet fletë. Zhvendosja përbëhet nga tre pjesë. Godit është aplikuar përgjatë majës së bandwicker - kokën; Pjesa e mesme e ndarjes me vrima - barku për dorezën, pjesa e punës quhet mjekër. Vetë mjekrat bëhen konik, gjë që lehtëson prodhimin e tyre nga forma në prodhim dhe ju lejon të merrni vrima për diametra të ndryshëm ose me madhësi në varësi të thellësisë së ndarjes në metal.
Pooblers janë bërë prej çeliku 40, 45, U7, 6XC me ngurtësinë e pjesës së punës të 45-50 HRC në një gjatësi prej 30 mm dhe ngurtësinë e majës së kokës 30-40 HRC.
Për grumbullimin e vrimave në produkte të trasha, firmware dhe grushta të veçanta janë përdorur, të cilat, ndryshe nga shkon, nuk kanë doreza dhe mbajnë ticks. Në kokat e hammers dhe një vrima sledgehammer kanë një formë ovale, kanë konerçent të dyfishtë, e cila është formuar kur punching vrima me një ndezje conike ovale. Fillimisht, vrima është kapur në njërën anë të pjesës së punës, dhe pastaj u kthye 180 ° dhe ndezjen e vrimës në anën tjetër. Në mënyrë të ngjashme, vrimat e cilindrike ovale në kokat e instrumentit të rreshtimit janë moçalet, goditjet, rollers, etj.
Nga përvoja e zezë, dihet se për të nxjerrë ndezjen nga vrima e grushta në pushimet e paracaktuara, qymyri pak i mirë dhe gjasi ka ndodhur kur ndodh kur është shtyrë në mjet.
Glades janë të dizajnuara për të lidhur ashpërsinë në sipërfaqen e forgings pasi ajo është përpunuar nga një çekiç. Smoothies kanë sipërfaqe të sheshtë dhe gjysmërrethore të formave dhe madhësive të ndryshme. Planet e mëdha janë të përafruara me një gotë me një sipërfaqe pune katrore me një madhësi prej 100x100 mm, dhe për sheshe të vogla Merrni një butësi prej 50x50 mm në madhësi ose me një sipërfaqe drejtkëndore. Gladers me një sipërfaqe cilindrike përdoren kur zbutni shtangë dhe rreziqet e rrezeve, duke zgjedhur madhësinë e duhur. Materiali i Glades Steel 40, 45, 50. Hardness
 sipërfaqet 40-50 HRC, dhe ngurtësinë e majës së kokës 30-40 HRC.
sipërfaqet 40-50 HRC, dhe ngurtësinë e majës së kokës 30-40 HRC. Rolling (Nadovka) janë të dizajnuara për të përshpejtuar dërrmimin e metaleve përgjatë ose nëpër aks, si dhe për të trokitur groove cilindrike në billets.
Instrumentet e rreshtimit të Grupit II (Figura 36) ka një shufër katrore, e cila është futur në prizën e duhur të Anvilit.
Fig.36. Vegla e rreshtimit të grupit të dytë: 3, 4, 5- mjet i veçantë; 2- kon; 6 - pirun; 7- Dorëzimi
Pëllumbat përdoren për të prerë boshllëqet ose prerjet e pjesëve të saj duke përdorur handbones. Blacksmith bosh imponon në thikë të mbulesës dhe, duke goditur frenën e dorës në të, ndërpret pjesën e nevojshme, por jo deri në fund, në mënyrë që të mos prishin tehun e prerjes. Prandaj, ata kryhen një bar të thellë të pjesëve të punës, dhe më në fund ndanë pjesë të pjesës së punës në buzë të anvilit me një goditje të lehtë të frenave të dorës. Materiali i prerjes 350 me ngurtësinë e sipërfaqes së punës 50-55 HRC. Blade është pritur në një kënd prej 60 °.
Mandrelet kone janë të dizajnuara për të zgjeruar vrimat në falsifikim, shpërndarje të unazave dhe kryerjen e operacioneve të lakimit.
Forks janë të dizajnuara për bending dhe shufër boshllëqet.
PARRY Bedding Tool III Group (Fig. 37).
Fik. 37. Mjetet përfundimtare të grupit të tretë: A - Crimples: 1 - Hex; 2 - cilindrike; 3 - katror; 4 - Nënsef b - karafil; B - Formularët e farkëtarit
I projektuar për të rritur produktivitetin e farkëtarëve dhe për të përmirësuar format e faljes. Mjeti përbëhet nga fundi (mjeti më i ulët), i cili futet në hapjen katrore të sheshit, dhe në pjesën e sipërme të instrumentit), duke pasur një dorezë për mbajtjen e sheshit.
Ky grup përfshin crimp të çiftëzuar, për të dhënë një pjesë të para-zbuluar të formës së saktë cilindrike, drejtkëndore ose multifaceted, dhe subwareness, të destinuara për të kuptuar (shpërndarjen) e metalit si një gjatësor ashtu edhe atë tërthor. Për punë, përdoren subferencat e pjesëve të ndryshme të punës së radios prej 8 deri në 30 mm. Artworks speciale kryhen duke përdorur Crimp - pulla forma komplekse Reliefs. Materiali i Crimp, vende dhe vulat e çelikut 45, 50, U7. Ngurtësinë e pjesëve të punës të 45-50 HRC, dhe maja e pjesës së goditur - 30-40 HRC.
Nipple me hammer hammers është projektuar për të zbardhur kokat e madhësive të ndryshme dhe formave të thonjve, bulonave dhe thumba. Gozhdë vetë është një formë e veçantë me një dorezë ose një pllakë të veçantë me vrima. Për të dhënë një kokë të një gozhdë, rrufe në qiell ose gozhdë forma e domosdoshme (sferat, prizmat, gjashtëkëndësh, etj.) Aplikoni hammers kapele. Lartat janë prodhuar me një falsifikim të çelikut 45, U7, U7A dhe trajtohen termikisht në një ngurtësi prej 45-50 HRC.
 Mjete emocionuese (Figura 38).
Mjete emocionuese (Figura 38). Fik. 38. Llojet e ticks blacksmith: 1 - dorezë; 2 - Unaza e fiksimit (Sphenier); 3 - rivet; 4 - Sponges; 5 - bosh; 6 - longitudinal-cilindrike; 7 - Longitudialisht drejtkëndëshe; 8 - Kryqit drejtkëndëshe; 9 - qymyr; 10 - unazë; 11 - për akset; 12 - markë; 13 - për të kapur cilindrin nga brenda; 14 - Pondo-Cross
Për këtë klasë i përkasin e llojeve të ndryshme Pincë. Ata kanë për qëllim të heqin baticat e nxehta nga mali dhe mbajnë ato gjatë falsifikimit. Pincë përbëhen nga dy moleckerel të lidhur me gozhdë; Kreu i ticks me sponges është projektuar për të kapur workpiece, mbrapa është doreza. Në formën e sponges, pincë janë të ndara në tërthore gjatësore, tërthore, gjatësore dhe të veçantë. Pincë të foshnjave duhet të jenë lehtësisht të lehta me krahët e pranverës, dhe për besueshmërinë gjatë funksionimit të dorezës së shenjave, ato janë të shtrënguara me një unazë të veçantë - një cepanty. Gjatësia e marimangave të farkëtarit është 300-1500 mm, materiali është çeliku 15, 20, 25. Puna duhet të kapet fort nga ticks. Por nëse kjo nuk ndodh, është e nevojshme të përshtaten sponges në formë. Për ta bërë këtë, sfungjeri i shenjave është ndezur në mal, duke mbuluar ato workpiece, dhe i crag tyre me një mbajtës ose goditje çekiç. Pincë, të pajisur mirë, në mënyrë të konsiderueshme rrisin produktivitetin e punës dhe të reduktojnë lëndimet.
Mjetet e fiksimit (Fig. 39) janë të dizajnuara për bllokime të nxehta dhe të ftohta përpara fleksibël, precipitues, zbarkimit dhe operacioneve të tjera.
Fik. 39. Sfida Zëvendës: 1 - Sponge stacionare; 2 - dërrasë shul; 3 - shufra e ulët; 4 - Varet; 5 - trajtuar; 6 - Pranvera; 7 - Sponge Mobile.
 Këto janë pirgat e ndryshme, vise shkumës. Mix Vice me vida të fuqishme, bulona ose thumba në mbështetjen kryesore të punës së montuesit ose në një karrige të veçantë - një cung i fiksuar në dysheme. Niveli i lartë i sponges është në një lartësi prej 900-100 mm nga dyshemeja. Për të rritur ngurtësinë e fiksimit, shufra e poshtme është e bashkangjitur në karrige ose raft. Sponges e piscovets janë formuar nga çeliqet 35l, 45l, ose janë marrë nga çeliku 20, 25.
Këto janë pirgat e ndryshme, vise shkumës. Mix Vice me vida të fuqishme, bulona ose thumba në mbështetjen kryesore të punës së montuesit ose në një karrige të veçantë - një cung i fiksuar në dysheme. Niveli i lartë i sponges është në një lartësi prej 900-100 mm nga dyshemeja. Për të rritur ngurtësinë e fiksimit, shufra e poshtme është e bashkangjitur në karrige ose raft. Sponges e piscovets janë formuar nga çeliqet 35l, 45l, ose janë marrë nga çeliku 20, 25. Instrumentet e kontrollit dhe matjes (Fig. 40) janë të nevojshme për matjen e boshllëqeve dhe forgings si gjatë falsifikimit dhe pas përpunimit dhe ftohjes.
Fig.40. Instrumentet e matjes së kontrollit: i-
 schunzirkul: 1, 2 - sponga të vogla për matjen e dimensioneve të brendshme; 3 - Vidhosja e bllokimit; 4 - Lëvizja e kornizës; 5 - Depthine metër; 6 - shkallë jo të ngushtë; 7- Sponge Mobile; 8 - Sponge stacionare; II - Rrethi: 9, 10- Nutrometers; 11 - Kronzirkuli
schunzirkul: 1, 2 - sponga të vogla për matjen e dimensioneve të brendshme; 3 - Vidhosja e bllokimit; 4 - Lëvizja e kornizës; 5 - Depthine metër; 6 - shkallë jo të ngushtë; 7- Sponge Mobile; 8 - Sponge stacionare; II - Rrethi: 9, 10- Nutrometers; 11 - Kronzirkuli
Mjeti i matjes universale - linjë çeliku për matjen e dimensioneve lineare. Përdoren rregulla të ndryshme 250, 500, 1000 mm; Mjetri metalik i çelikut aplikohet për të njëjtat qëllime si sundimtari, por përbëhet nga njësi të ndara të lidhura me kompaktësinë. Saktësia e matjes nga një sundimtar dhe metër i tillë është 0.5 mm.
Thirrësi është projektuar për matje lineare, të jashtme dhe të brendshme, dhe duke matur diametrat e boshllëqeve dhe forgings duke përdorur buzët e vogla dhe përdorimin e një dimensioneri të thelluar 5. Saktësia e matjes së kalibrave është 0.1 mm. Lobët e dhjetë të milimetër përcaktohen duke përdorur shkallën e nonius 6.
Cornelters dhe sheshe janë të dizajnuara për të matur madhësi këndore. Përdorur gjerësisht në frigoriferët e biznesit të zymtë me kënde të përhershme 30, 60, 90 °.
Kurorat dhe ulluqet shërbejnë për të matur distancën në natyrë dhe të brendshme.
Curry Anvil.
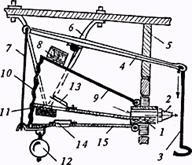
 Anvils moderne janë bërë prej çeliku 45l duke hedhur. Më të përshtatshmet dhe universale në punën e Curry Anvil (Fig. 32).
Anvils moderne janë bërë prej çeliku 45l duke hedhur. Më të përshtatshmet dhe universale në punën e Curry Anvil (Fig. 32). Fik. 32. Curry Anvil: 1- Fore Anvil; 2- vrima katrore; 3-bisht; 4-kllapa; 5-qëndrim; 6 - putrat; 7 - bri konik; 8 - një platformë e pakontrolluar; 9 - vrima të rrumbullakëta
Aeroplani i sipërm horizontal 1 është quajtur fytyrë, ose një platformë, të gjitha punimet themelore të farkëtarit kryhen në të. Sipërfaqja e fytyrës është e nxehtë në një ngurtësi prej 45-50 HRC dhe lëmuar. Skajet anësore të anvilit duhet të formojnë një kënd prej 90 ° me sipërfaqen e përparme, dhe buzë duhet të jetë mjaft e mprehtë dhe të mos ketë patate të skuqura dhe gjoba. Brill është kryer produkte bending, shpërndarjen e materialeve, si dhe operacione të tjera ndihmëse.
Horn Conical 7 është projektuar për shirita dhe shufra të përkulura, si dhe mbështjellje dhe mbërthyes të unazës së saldimit. Në disa lloje, ekziston një platformë e ndërmjetme drejtkëndore 8 midis bri dhe fytyrës, e cila nuk është e ngurtësuar dhe është menduar për t'u regjistruar në të.
Nga ana e kundërt e brirëve ka një bisht 3, e cila është një piramidë drejtkëndëshe konsol, është projektuar për të përkulur dhe redaktimin e boshllëqeve të mbyllura drejtkëndëshe. Në bisht ka një vrimë katrore 2 me një madhësi prej 35x35 mm, e cila përdoret për të instaluar një mjet rreshtim (më të ulët) dhe pajisje të tjera. Pranë brirëve konik ka një vrimë të rrumbullakët të D15 mm. Në disa lloje, aplikohen dy vrima të rrumbullakëta të diametrave të ndryshëm. Në pjesën e poshtme të anvil ka putrat 6, për të cilat është i lidhur me kllapa të veçanta 4 në Churban - Chaul 5 ose një qëndrim metalik. Si një karrige, zakonisht përdoret një shubban masiv prej druri ose trungu i diametrit të lisit, panje ose thupër prej 500-600 mm. Ju mund të rekrutoni një karrige dhe nga pjesët individuale duke i shtrënguar ato me hoops hekuri. Kur nuk ka mundësi të zgjidhni Chubban të nevojshëm, ju mund të përdorni një fuçi metalik ose prej druri, brenda të cilit rërë, balta, toka, është e mirë, dhe hedhja e drurit është vënë në krye dhe një anvil është instaluar në të.
Shumë vëmendje duhet t'i kushtohet instalimit të karriges, duhet të qëndrojë vertikalisht dhe të mos lëkundet gjatë punës. Kryetari është varrosur në një thellësi prej të paktën 0.5 m, dhe toka përreth tij është e mirë e tumped. Fundi i lartë i karriges mund të mbyllet me gjëndra për mbulim, të cilat do ta mbrojnë atë nga djegia kur shkalla është goditur ose trungjet e nxehta të pjesës së punës. Lartësia e karriges varet nga rritja e farkëtarit dhe është 600-700 mm nga niveli i dyshemesë, ose më saktësisht - duhet të arrijë këshilla pak gishtërinj të përkulur të farkëtarit në këmbë.
Me ndikim të lehtë në një anvil të mirë, dëgjohet një zë i lartë dhe i pastër, dhe çekiç kërcen prej saj me një zhurmë.
Shpinë e Anvil.
Për punë e vogël Farkëtarët aplikojnë anvil madhësi të vogla dhe masa ose anvil-frespë të veçantë (Figura 33), të cilat janë të instaluara nga një fare me katër copë e fshehur në një vrimë katrore të Anvilit kryesor. Disa skaers kanë një raft të zgjatur vertikal dhe të nxitur nga një fund i theksuar në një grusht apo tokë druri. Bëri sperks
 metoda e falsifikimit të çelikut të karbonit 45-50 pasuar nga forcimi i sipërfaqes së punës në një ngurtësi prej 40-47 të HRC.
metoda e falsifikimit të çelikut të karbonit 45-50 pasuar nga forcimi i sipërfaqes së punës në një ngurtësi prej 40-47 të HRC. Fik. 33. Sperks: 1 - futur në anvil (ulët); 2 - futur në tokë (të lartë)
Instrument goditjesh.
 Mjetet e ndikimit përfshijnë hammers: handbones, hammers luftuar dhe sledgehamps. Trajtimi i dorës është mjeti kryesor i farkëtarit, me ndihmën e tij ai është një produkt i vogël i vogël. Blacksmith që punon pa asistentë e quajti "një dorë", e cila në njërën anë. Dorëzat kanë shumë 0.5-2 kg, por janë deri në 4-5 kg \u200b\u200b(Figura 34).
Mjetet e ndikimit përfshijnë hammers: handbones, hammers luftuar dhe sledgehamps. Trajtimi i dorës është mjeti kryesor i farkëtarit, me ndihmën e tij ai është një produkt i vogël i vogël. Blacksmith që punon pa asistentë e quajti "një dorë", e cila në njërën anë. Dorëzat kanë shumë 0.5-2 kg, por janë deri në 4-5 kg \u200b\u200b(Figura 34). Fik. 34. Trajton dhe hammers: 1 - Drogake me mbrapa gjatësore; 2 - frena e dorës me kryq; 3 - frenat e dorës me gomar sferik; 4 - Hammer me një pike të njëanshme në formë pykë; 5 - çekiç me një mbrapa të dyanshme tërthore; 6 - Hammer me mbrapa gjatësore gjatësore; 7 - Sledgehammer; 8 - pykë-sleeved
Për të kontrolluar procesin e falsifikimit kur punoni me çekiçë, farkëtarët janë përdorur nga handbones me një kokë të lehtë, një formë sferike e shpinës. Për fallsifikimin e produkteve, farkëtarët përdorin handbones me kokë të rëndë me një skrap gjatësor dhe tërthor me formë pykë. Kjo formë është mjaft universale, pasi përveç punës, forge e farkëtarëve punojnë dhe mbrapa - përshpejtimin e metalit. Krerët e handlers janë të bllokuara nga çeliku i karbonit dhe aliazh (çeliku 45, 50, 40x), beteja dhe e pasme janë përpunuar termalisht në fortësinë 48-52 të HRC. Trajton janë bërë nga pyjet e hollë të pemës: kapur, kizyl, panje, thupër, hirit, rowan 350-600 mm të gjatë. Doreza duhet të jetë pa çarje dhe burra, është e përshtatshme të qëndroni në dorën tuaj.
Hammers Combat - hammers të rënda me dy duar që peshojnë 10-12 kg. Krerët e çekiçëve të luftuar janë tre lloje: me mbrapa të njëanshme, me skrap të dyfishtë gjatësor dhe tërthor. Beteja Hammer është projektuar për falsifikim kryesor, dhe pykë e sipërme mbrapa për overclocking metalit së bashku dhe nëpër workpiece. Hammer kokat nga çeliku 45, 50, 40x, U7, Beteja e Betejës dhe Rear 48-52 HRC në një thellësi prej 20-30 mm. Trajtimi i çekiçit është bërë nga të njëjtat racave të pemës si frenat e dorës, gjatësia e dorezës zgjidhet në varësi të rritjes së çekiçit dhe masës së kokës së çekanit dhe është 70-95 cm.
Puna e një farkëtari me çekiçë (një ose dy) kryhet me një falsifikim të produkteve të mëdha dhe quhet farkëtar "dy-dimensional" ose "tre-dorë".
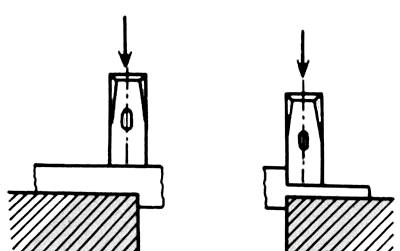
Një çekiç - çekiç i rëndë deri në 16 kg me lavdi të sheshtë të aplikuara me vepra të rënda të farkëtarit ku kërkohet një forcë e madhe shoku. Mjetet e ndikimit duhet të jenë sa më të besueshme. Vëmendje e veçantë i kushtohet malit të dorezës me kokën. Vrima në kokën e çekanit - goditi, ku është futur në dorezë, duhet të ketë një formë elipse dhe të ketë një paragjykim nga mesi në anën 1:10. Kjo siguron një mal të besueshëm pas një pylli dhe lehtëson kokën e kokës në dorezë. Praktika ka treguar se bandat më të besueshme - metalike "të ndezura", të cilat janë pjesë e një thellësi të barabartë me 2/3 e kokës së çekanit; Vidhosja e pykës duhet të jetë në mënyrë të pjerrët në aksin vertikal. Kjo ju lejon të prerë dru në dy aeroplanë.
Hammers boot janë të ndara në tre lloje: bërryl ose mushkëri, sup ose medium, të montuar - të fortë kur çekiç përshkruan rrethin e plotë në ajër. Ndikimet e tilla të forta të montuara janë çekiçë me një falsifikim të një mase të madhe të saldimit metalik dhe të farkëtarëve të pjesëve masive.
Malet.
Kuyu çeliku në gjendje të nxehtë; Vetëm metali i nxehur bëhet plastik dhe lehtësisht emëron deformimin. Ekziston një gamë e caktuar e temperaturës së fillimit dhe përfundimit të falsifikimit për çdo klasë çeliku (shih Tabelën 1).
Mesatarisht, kjo interval është 1100-1300 ° C për fillimin e falsifikimit dhe 800-900 ° C për fundin e falsifikimit. Sa më i madh në çelikun e karbonit, sa më e ulët të temperaturës së falsifikimit.
Ju mund të përdorni pajisje të ndryshme të ngrohjes për ngrohje metalike. Më të lashta dhe më të thjeshta prej tyre janë brigjet e zeza. Miniera janë të ndara në llojin e lëvizshëm dhe të palëvizshëm, të hapur dhe të mbyllur - në varësi të dizajnit.
Malet më të thjeshta.
Për falsifikim manual, minierat më të pranueshme të gropës që lejojnë ngrohje dhe forgings të shkurtër dhe të gjatë në çdo pjesë të tyre (duke përfshirë mediumin). Ata janë të lehtë për të ruajtur dhe janë të rehatshme në veprim, shpejt të nxehtë. Për të nxitur malin e ftohtë, foleja e minierave është pastruar nga hiri dhe shllak, duke shpërthyer furma, derdhi një shtresë të vogël qymyr, duke lënë krahët e touffer të lirë, pastaj ndez patate të skuqura ose lecka të lagura me vajguri, bie në gjumë qymyrin e dytë shtresa dhe jepni një defekt të dobët. Kur qymyri kthehet, shtoni më shumë qymyr dhe gradualisht rritni defektin. Në mal, në sajë të qymyrit sinterik, formohet një kore e fortë, sipas të cilit zhvillohet temperatura e lartë. Korrja ose fundi i saj digjet në qymyr të nxehtë dhe bie në gjumë me qymyr të freskët. Ideja e një kore të vështirë duhet të jetë gjithmonë numër i plotë; Për ta bërë këtë, është e nevojshme për të grumbulluar qymyr të freskët nga skajet në qendër të folesë malore dhe pak për të llak atë me ujë. Nëse kafeja bëhet shumë e madhe nën kore, pushimi i koreve, po shtyn qymyr të freskët dhe një hark i ri formohet së shpejti. Pika e punës është e rrotulluar periodikisht, si dhe rregullon furnizimin me ajër, duke ruajtur një flakë pak të duhanit dhe neutral. Me defekt të lartë (ajri i tepërt), flaka bëhet e mprehtë, duke shkaktuar mbinxehje lokale dhe shkrirjes së skajeve metalike; Dhe përveç kësaj, oksigjeni i ajrit të tepërt vjen në lidhje me metalin dhe formon oksidet e hekurit, i.e. Okalina.
Okalina është e dëmshme, sepse ajo çon në humbjen e metalit (avgar); Përveç kësaj, cilësia e workpiece zvogëlohet dhe e bën të vështirë për ta prerë atë me prerje. Puna e punës duhet të nxehet më shpejt, pasi sa më gjatë forgings janë në mal, aq më shumë është e mundur të mbinxehje, dmth. Rritja e tepërt e grurit, e cila përkeqëson vetitë mekanike të pjesës së punës. Ngrohja më e gjatë e pjesës së punës mund të çojë në të përballet, i.e. Vendosja e kufijve të grurit dhe humbja e komunikimit midis tyre. Një boshllëk i tillë është thyer kur goditni pjesë.
Në Fig. 43 tregon dizajne shumë të thjeshta të malit.
 Fik. 43. Malet më të thjeshta: 1, 6 - tulla; 2 - bosh; 3 - qymyr; 4 - grilë; 5 - hundë; 7 - llambë bashkuese
Fik. 43. Malet më të thjeshta: 1, 6 - tulla; 2 - bosh; 3 - qymyr; 4 - grilë; 5 - hundë; 7 - llambë bashkuese
Malet mund të bëhen të drejta në tokë duke përdorur një llambë bashkuese, pastrues me vakum ose tifoz manual. Pajisja e një bri të tillë: vendosni tre tulla në fund, grilën e klasës është vendosur mbi to, dhe është instaluar në të katër tulla, në të cilën qymyri bie në gjumë. Llamba e saldimit me një hundë është e vendosur më poshtë. Djegia e malit dhe ju mund të ngrohni workpiece.
Ka edhe një dizajn më të thjeshtë të malit. Së pari ju duhet të tërhiqni një vrimë të vogël dhe të vendosni një llambë bashkuese në të. Pranë janë një tullë e fortë. Në hendekun midis tullave vendosen billeta të vogla. Duke instaluar një tifoz me një makinë manuale në vrimë, dhe duke vënë një rrjet në nivelin e tokës, ju mund të ngrohtë metal dhe për të krijuar produkte të vogla.
Miniera portative.
 Easy Portable Horn duke përdorur një fshesë me vakum shtëpiake është treguar në Fig. 44.
Easy Portable Horn duke përdorur një fshesë me vakum shtëpiake është treguar në Fig. 44. Fik. 44. bri portativ dhe furma (në krye): 1 - piedestal; 2 - Furma; 3 - bar hiri; 4 - çorape; 5 - Pastrues me vakum; 6-grilë grilë; 7- Trupat e Furma; 8 - hundë; 9 - Mbulesa e poshtme; 10 - Bllokimi i dërrasës
Piedestali i malit u gatua nga qoshet, tryeza e kodrës u paraqit me tulla të zjarrtë. Furma vënë në qoshet kryesore horizontale. Në një lartësi prej 15 cm, një hundë me një diametër të brendshëm prej 30 mm është ngjitur nga baza në numrin e hirit, i cili fut fundin e çorape të pastër të vakumit. Duhet të kihet parasysh se getimi duhet të futet në fole të sipërme të fshesës së vakumit, duke punuar në lirimin e ajrit nga fshesë me korrent dhe kupën e poshtme të pastruesit të vakumit (nën kolektorin e pluhurit) është hequr në këtë Forma, pastruesi vakum është instaluar në stendë.
Në shtrirjen e thjeshtë, hundë shpesh shërben mëngë të vjetra të hedhur hekuri për rrotat. Për qëndrueshmërinë e një buze të tillë malore të furmës, rekomandohet të pendoheni me rërë.
Në përgjithësi, bri portativ është i gjithë metalik ose i palosshëm
 dizajni i përshtatur për të ngrohur boshllëkun e një madhësie të vogël në kushtet e vendeve të ndërtimit, në alpalage, jashtë qytetit. Mountain portativ përbëhet nga një kornizë metalike me të gjithë ngjitur, në krye të së cilës tabela me një vatër dhe një tifoz për injektimin e ajrit është bashkangjitur. Tifoz është i shtyrë nga një pedale këmbë përmes një mekanizmi të fiksuar, volant dhe transmetim rrip.
dizajni i përshtatur për të ngrohur boshllëkun e një madhësie të vogël në kushtet e vendeve të ndërtimit, në alpalage, jashtë qytetit. Mountain portativ përbëhet nga një kornizë metalike me të gjithë ngjitur, në krye të së cilës tabela me një vatër dhe një tifoz për injektimin e ajrit është bashkangjitur. Tifoz është i shtyrë nga një pedale këmbë përmes një mekanizmi të fiksuar, volant dhe transmetim rrip. Në Fig. 45 tregon minierat portative amerikane. Mali i mbyllur ka një makinë manuale në një tifoz përmes një shumëzuesi, i cili rrit ndjeshëm frekuencën e rrotullimit të shtytës. Dizajni i malit ka një anvil të vogël dhe ves. Trajtuar ka destinacion i dyfishtë. Kjo bri me një makinë elektrike.
Fik. 45. Malet portative amerikane: Unë - me një tifoz manual: 1 - dorezë; II - me makinë elektrike: 2 - makinë elektrike; 3 - Umbrella që lëviz vertikalisht.
Miniera të palëvizshme.
Për të akomoduar fokusin dhe boshllëqet e nxehta, nevojitet një piedestal ose është quajtur edhe tabela. Kjo është baza e bri stacionare. Shtypi zakonisht është instaluar në mes të murit të pasmë të krijimit dhe lartësia e saj varet nga rritja e farkëtarit. Për lehtësinë e transferimit të billetit nga mali në Anvil dhe mbrapa lartësisë së piedestal duhet të jetë rreth 700-800 mm, dhe zona e sipërfaqes horizontale të tabelës është zakonisht 1x1.5 ose 1.5x2 m.
Mali i shtypit duhet të hidhet, të ngjitet ose të paraqitet nga tulla, guri i shurdhër ose betoni i përforcuar në formën e një kutie, muret e të cilave përbëhen nga shkrimet, bordet, tulla ose gurët, dhe brendësia është e mbushur me gurë të vogël të thyer , rërë, balta ose tokë e ndezur. Kreu horizontal i tabelës duhet të jetë i veshur me pllaka të hedhura hekuri ose tulla të zjarrtë. Nestja e minierave (fokusi) mund të vendoset si në qendër dhe në muret e pasme ose anësore të kodrës. Fokusi zakonisht është paraqitur tulla refraktare dhe
 mashtrojnë me baltë të fortë, sepse Gorn është një vend ku po zhvillohet temperatura më e lartë. Madhësitë e fokusit përcaktohen nga madhësia e boshllëqeve të nxehta. Fokusi qendror mund të ketë rrumbullakët ose formë katrore Madhësia e 200x200 ose 400x400 mm dhe një thellësi prej 100-150 mm.
mashtrojnë me baltë të fortë, sepse Gorn është një vend ku po zhvillohet temperatura më e lartë. Madhësitë e fokusit përcaktohen nga madhësia e boshllëqeve të nxehta. Fokusi qendror mund të ketë rrumbullakët ose formë katrore Madhësia e 200x200 ose 400x400 mm dhe një thellësi prej 100-150 mm. Ajri shërbeu përmes furmës. Cila është furma?
Konsideroni versionin konstruktiv të furmës së shpërthimit të poshtëm (Fig. 46).
Fik. 46. \u200b\u200bFurma me grilë të zëvendësueshme me grila: 1 - Rasti i furmës; 2 - Damper; 3 - hundë; 4 - Mbulesa e poshtme; 5 - ngarkesë; 6 - Grate dhe Grate; 7 - Damper ( formë e përgjithshme); 8 - qymyr; 9 - Llojet e grave të grirë
Ajri nga tifozët furnizohen përmes hundës dhe bie në trupin e furmës, dhe përmes hekurit të hedhur në qendër. Duke përdorur përplasjen, sasia e ajrit të furnizuar në kanalin e tubave është rregulluar. Mbulesa e poshtme hapet për të pastruar strehimin e furmës nga hiri dhe mbeturinat e tjera të djegies. Në pozicionin fillestar, mbulesa është shtypur kundër pjesës së poshtme të trupit të ngarkesës. Duhet të zbatohen grila të veçanta të konfigurimit të ndryshëm. Një formë shumëllojshmërie është e nevojshme për të krijuar një flakë të llojeve të ndryshme. Vendosur në mënyrë uniforme të rrumbullakëta formojnë pishtarin, dhe flaka e ngushtë dhe e zgjatur. Duke pasur një furma horizontalisht në të majtë ose prapa, është e nevojshme për të mbrojtur murin e malit nga rrënja. Në mënyrë që të mos digjen furma, ajo duhet të ftohet nga brenda rrjedhës ujë i ftohtë. Diametri i brendshëm i furmës është më shpesh 25-30 mm.
Për të mbledhur dhe për të hequr tymin dhe gazin mbi një mal stacionar, një ombrellë mund të jetë tulla, hekur. Madhësia e hyrjes së ulët të ombrellës varet nga madhësia e tabelës së bri. Për kapjen normale të mbeturinave të djegies, ombrellën është vendosur në një lartësi prej 400-600 mm. Më saktësisht, lartësia është e vendosur në vend në varësi të forcës së shpërthimit, lartësisë dhe madhësive tub i shkarkimit et al. Ndonjëherë çadrat janë të pajisura me krahë të ulur. Umbrella metalike mund të shkatërrojë shpejt, dhe procesi i riparimit është mjaft i komplikuar dhe konsumon kohë. Një ombrellë e tullave është më e qëndrueshme dhe e besueshme, por rezulton shumë e rëndë dhe një ndërtim i veçantë i mbyllur fort i lidhjes së saj është i nevojshëm. Kjo ndodh edhe për të forcuar këndet me racks (backups).
Në disa forge, minierat janë instaluar me dy foci dhe pastaj për më shumë

 vizatimi me cilësi të lartë është e nevojshme për të bërë dy ekstrakte ose një ombrellë të zakonshme për të ndarë me ndarje. Në minatorë të tillë, ajo është gjithashtu e përfshirë në rregullimin individual të furnizimit me ajër.
vizatimi me cilësi të lartë është e nevojshme për të bërë dy ekstrakte ose një ombrellë të zakonshme për të ndarë me ndarje. Në minatorë të tillë, ajo është gjithashtu e përfshirë në rregullimin individual të furnizimit me ajër. Dizajni i malit të hapur stacionar është treguar në Fig. 47.
Fik. 47. Lloji i hapur i hapur i stacionit: 1 - trumpet i brendshëm; 2 - tub i jashtëm; 3 - ombrellë; 4 - qymyr; 5 - Grille Grate; 6 - Miniera tas; 7 - Furma; 8 - kapak; 9 - qëndroni; 10 - tub i furnizimit me ajër; 11 - Airloundchalka
Ai është më i përsosur. Në saldim karkasë metalike (Qëndroni) Mount e tas punësimi, grilë hekti, si dhe furma. Jet e ajrit është shërbyer në qendër të malit përgjatë tubit dhe është rregulluar nga ajri-pasagjer. Qymyri është mbivendosur në grilë hekuri, dhe tymi dhe bloza janë hequr nëpër një ombrellë dhe dy tuba. Kur kalon tym përmes tub në natyrë Brendshme nxehet dhe përmirëson dëshirat. Në pjesën e poshtme të rulit, hiri dhe shllaku janë akumuluar, të cilat hiqen përmes vrimës kur hapin kapakun.
Miniera të hapura për punët e farkëtarëve përdoren gjerësisht, edhe pse efikasiteti i tyre është shumë i ulët dhe është vetëm 2-5%. Dihet se për ngrohje 1 kg metal në temperaturën e falsifikimit kërkon 1 kg qymyr guri. Përveç kësaj, si rezultat i kontaktit të menjëhershëm të metalit me qymyr guri, sipërfaqja e metaleve të nxehta është e ngopur me gri, e cila përkeqëson vetitë mekanike të produkteve të falsifikuara. Prandaj, mjeshtrat fillojnë të vendosin boshllëqet në mal, kur spiralja e qymyrit mirë dhe squfuri do të jetë e papërvojë. Në mënyrë që të rritet efikasiteti i malit të hapur, farkëtarët janë rregulluar mbi qendrën e kapakut të formës së kupolës për qymyrin e pjekur në të cilin vendoset pjesa e punës. Nën një kore të tillë mbrojtëse, pjesa e punës nxehet më shpejt dhe është më pak e oksiduar.
Bletët e mëdha janë më të nxehta në minierat e minave. Mali i minave është instaluar në mes të krijimit. Lartësia e malit është 0.6 m, zona e tryezës është 1 m2, thellësia e minierës është 0.5 m me një seksion kryq në bazë të 300x300 mm, dhe në 150x 150 mm të lartë. Air liner është në një distancë prej 400
 mm nga maja e malit. Fundi i minierës është një damper hekuri, i cili mund të anulohet për të pastruar malin nga hiri dhe shllak. Duke tërhequr flamurin në vend, një shtresë e hollë e hirit për parandalimin e saj nga ngrohja është derdhur.
mm nga maja e malit. Fundi i minierës është një damper hekuri, i cili mund të anulohet për të pastruar malin nga hiri dhe shllak. Duke tërhequr flamurin në vend, një shtresë e hollë e hirit për parandalimin e saj nga ngrohja është derdhur. Horni i palëvizshëm i tipit të mbyllur është treguar në Fig. 48.
Fik. 48. Horn stacionar i llojit të mbyllur: 1 - ombrellë; 2 - kamera; 3 - Hatch; katër- shikimi i dritares; 5- tub; 6 - kuti metalike; 7- Qëndroni; 8 - Grille Grate; nëntë- tulla; 10 - tub; 11 - Dritarja e punës; 12 - oxhak
Kamera e kodrës është e veshur me tulla të zjarrtë, të instaluar në një qëndrim metalik. Nëpërmjet harkut të zjarrit, qymyri është i mbuluar me një rrjet hekuri të hedhur hekuri. Për karburant të karburantit në një tufë të ndezur ka një dritare vëzhgimi. Ajri nga tifozët përgjatë tubit është furnizuar në kutinë metalike dhe pastaj përmes vrimave në grilë hekti bie në malin. Nëpërmjet oxhakut dhe ombrellës janë produkte të djegies. Nuk digjet plotësisht gazi i zi karboni është djegur për shkak të furnizimit me ajër shtesë përmes tubit. Ngarkuar dhe shkarkuar boshllëqet.
Tipi i Minierave të Stacionare (Fueling) është përshkruar në Fig. 49.
Fik. 49. Mali i tipit të minave: 1 - Dhoma e ngrohjes; 2 - tub; 3 - Dhoma e ngrohjes; 4 - dritare për një ashensor të përzierjes; 5 - gyp për naftën; 6 - hundë (furnizim me ajër); 7 - hundë; 8 - vrima e poshtme; 9 - vrima kryesore; 10 - Damper; 11 - ombrellë
Kjo pajisje e ngrohjes përbëhet nga një dhomë e ngrohjes dhe një dhomë e zjarrtë e veshur nga tulla e brendshme. Ajri është furnizuar me dhomën e ngrohjes në hundë, përmes grykës konik me dy vrima. Mountain punon në lëndë djegëse të lëngshme - vaj karburantit, i cili është shërbyer nga lart përmes një gyp. Nafta e naftës rrjedh përgjatë hundës në vrimë, ajri është kapur, i mbuluar dhe djegur. Ata i vunë zjarr vajit të lëngshëm të karburantit në përzierje me ajër përmes një dritareje të veçantë, duke hyrë në atë në pishtarin e djegur). Duke rritur furnizimin me ajër dhe karburantin kërkojnë mënyrën e dëshiruar të djegies.
Farkëtar lesh.
 Lesh është përshkruar në Fig. Pesëdhjetë.
Lesh është përshkruar në Fig. Pesëdhjetë. Fik. 50. lesh: 1 - kokë; 2 - hundë; 3 - trajtuar; 4 - Rocker; 5 - Muri malor; 6 - raft; 7 - tërheqje; 8, 12-ngarkesa; 9, 11, 15 - bordet; 10 - Lëkurë Harmonika; 13, 14 - valvola Kreu është pjesa kryesore e leshit. Tre bordet me formë pykë janë të lidhur me të: varet e sipërme dhe të poshtme, dhe mesatarja është e ngurtë. Bordet e poshtme dhe të mesme kanë valvula të marrjes së ajrit, këto janë feta lëkure, të gozhduara nga njëra anë në bordet, duke mbivendosur një vrimë të rrumbullakët në bordin e poshtëm dhe të mesëm. Nga lart mbi lëkurën, një rrip që kufizon heqjen e valvulave. Lëkura Harmonika lidh bordet e sipërme dhe të poshtme të lëvizshme me të mesme fikse. Harmonika përbëhet nga një rregull i tre foldeve të ndara, secila prej të cilave është e lidhur me brendësinë trupi prej druri, në formë që përputhet me perimetrin e bordeve. Lëkura është gozhduar në kornizë përmes shiritave të hollë në mënyrë që gozhda të mos thyejnë lëkurën.
Koka është e lidhur fort në malin e malit, ndërsa hundë është përfshirë në mënyrë të vendosur në furma. Me ndihmën e TCF, bëhet fiksimi i dytë i ngurtë i leshit. Punon me lesh ose farkëtar ose asistent. Leshi i Clincling jep një goditje të qetë dhe pjesa e punës nxehet në mënyrë të barabartë. Nëse keni nevojë për të rritur furnizimin me ajër në bordin e sipërm, ata vënë ngarkesën, dhe ngarkesa varet në fund. Dimensionet e kodrës dhe të punës të kryer diktojnë dimensionet e leshit. Ata mund të jenë metër, gjysmë-një-meme dhe dy metër. Dihet se prodhimi i një leshi shkoi nga një deri në tre lëkurat e oksidit. Dhe gjithçka do të ishte e mrekullueshme nëse këto lesh nuk do të ishin aq të rënda, ata nuk ishin aq shpejt të lodhur për shkak të mbinxehjes. Përveç kësaj, performanca mjaft e ulët dhe intensiteti i punës i procesit të ritëm bënë lesh të zymtë me ekspozita të muzeve etnografike.
Për armatimin e farkëtarëve në vend të leshit vijnë tifozët mekanikë me makinë manuale ose këmbë.
Në forges moderne zbatohen tifozë të fuqishëm, Turbinat me makinë elektrike. Disavantazhet e këtyre pajisjeve janë një dridhje në rritje, zhurmë.
Karburant për gorn.
Karburanti për ngrohje boshllëqet përdoren në disa lloje: druri i ngurtë, qymyr, koks dhe qymyri, vaj i lëngët dhe derivatet e saj (vajguri, alkooli i bardhë, benzina), gaz i gaztë.
Përpunimi termik i metaleve të çelikut dhe jo-ngjyra.
Annealing është ngrohja e produktit të çelikut në një temperaturë prej 700-900 ° C (në varësi të klasës së çelikut) dhe ftohjes së bashku me furrën. Annealing përdoret në prodhimin e një produkti të përfunduar ose në rast të ngurtësimit të pasuksesshëm.
Nëse urdhëroni një produkt të paautorizuar, plasat mund të ndodhin në të, struktura metalike do të bëhet inhomogjene, cilësia e produktit po përkeqësohet ndjeshëm.
Pjesë të vogla janë annealed, ngrohje në pllaka të çelikut masiv ose qymyr që janë para-ndarë. Pas detajeve, ngadalë ftohur së bashku me ngrohësin. Ndonjëherë produkti është ndezur nga acetilen ndezës, i cili gradualisht është disassembled nga produkti, duke e bërë procesin e ftohjes të ngadalshme. Kjo metodë është e mirë për pjekjen e produkteve të vogla çeliku.
Normalizimi - ngrohja e çelikut në një temperaturë prej 900 ° C pasuar nga ftohja nën kushte normale (në ajër) për të përmirësuar mikrostrukturën e brendshme të çelikut dhe në rritje vetitë mekanike Dhe për ta përgatitur atë në trajtimin pasues të ngrohjes.
Forcim - duke i dhënë një produkt çeliku me forcë të lartë dhe fortësi. Por nga ngurtësimi çeliku bëhet më i brishtë. Ky pengesë është eliminuar gjatë procesit të çelikut. Kur forcimi, metali është ndezur temperatura të lartaDhe pastaj shpejt ftohur në media të veçanta ftohëse (ujë, vaj, etj). Nga të njëjtin billet, ju mund të merrni struktura dhe vetitë e ndryshme, në varësi të mënyrës së forcimit të produktit. Për arritje rezultatet më të mira Produktet e çelikut nxehen gradualisht në një temperaturë prej 750-850 ° C. Pastaj një produkt i nxehur është ftohur me shpejtësi në rreth 400 ° C. Ftohja duhet të ndodhë jo më pak se 150 ° C për sekondë, domethënë, ftohja duhet të ndodhë në vetëm 2-3 sekonda. Shpejtësia e ftohjes së mëtejshme në temperaturën normale mund të jetë çdo, pasi struktura e fituar gjatë shuarjes është mjaft e qëndrueshme dhe shkalla e ftohjes së mëtejshme nuk ndikon në të. Mesatarja e ftohjes është më shpesh ujë ose vaj transformator. Në ujë, metali freskon me një shpejtësi më të madhe se sa në vaj: temperatura e ujit është 18 ° C - në një metal të dytë ftoh në 600 ° C, dhe në vaj vetëm 150 ° C. Për të rritur aftësinë e forcimit në ujë, deri në 10% të kripës së tryezës ose 10-12% të acidit sulfurik janë shtuar ndonjëherë, për shembull kur ngurtësimi vdes ose çezmat. Ngrohje më e lartë dhe ftohja tepër e shpejtë e ujit çon në rezultate të padëshirueshme - deformimet e çelikut dhe shfaqja e cilësisë së panevojshme - thekson. Furrat e forcimit me temperaturën e ngrohjes deri në 900 ° C janë përdorur për të ngurtësuar mjetet e çelikut të karbonit, dhe për mjetet nga çeliku të allazhuar dhe me shpejtësi të lartë - deri në 1325 ° C. Furrat për forcimin e produkteve janë: dhoma ose flakët, në të cilat produkti nxehet nga një flakë e hapur; muffle - ngrohje përmes rezistencës së mbështjelljeve elektrike; Furrat - banjot - që përfaqësojnë kryqëzimet e mbushura me shkrirjen e kripërave, për shembull, një barium klorur. Në banjot, forcimi është më i përshtatshëm, sepse Temperatura e shkrirjes që përmban ajo është gjithmonë konstante dhe produkti i forcimit nuk mund të jetë i ngrohtë mbi këtë temperaturë. Përveç kësaj, dihet se ngrohja në medium të lëngët është më i shpejtë se në ajër.
Tabela 5.
Tabela e grimcave të forcimit
Në punëtori të vogla për ngrohje të forcimit, është më mirë të përdorësh furrat elektrikë të butë, të tilla si MP-8. Furra e ftohtë e butë vendoset në produkt ose pjesë dhe më pas ndizet për ngrohje të ngadaltë në temperaturën e dëshiruar. Me këtë metodë të ngrohjes, voltazhi ndodh në produkt është minimal.
Festat zbut fenomenet negative kur shuhen, rrit viskozitetin dhe zvogëlon brishtësinë e produktit. Një pushim tjetër eliminon më streset e brendshme që dalin kur shuhen. Për të përcaktuar temperaturën me pushime, produkti përdoret nga tabela e ngjyrave të ngjitjes. Një film i hollë i oksideve të hekurit, duke i dhënë metal të ndryshme në ndryshim të shpejtë të ngjyrave - nga të verdhë të lehta në gri. Një film i tillë shfaqet nëse produkti i çelikut të pastruar me çelik është ndezur në 220 ° C; Me rritjen e kohës së ngrohjes ose rritjen e temperaturës, filmi i oksidit është i trashë dhe ndryshimet e ngjyrave të saj. Ngjyrat e passionizmit shfaqen në mënyrë të barabartë si në çelikun e papërpunuar dhe të shkrirë.
Tabela 6.
Tabela e çelikut të temperaturës së ngrohjes dhe ngjyrave përkatëse
Kur shuhen shumë mjete, të tilla si hammers, kontrollet, incisorët dhe të tjerët, kërkohet që vetëm pjesa e punës të jetë e ngurtësuar, dhe vetë mjeti do të mbetet i papërpunuar, i pakapërcyeshëm. Në këtë rast, mjet është ndezur pak mbi fundin e punës në temperaturën e dëshiruar, pas së cilës vetëm pjesa e punës ulet në ujë. Pas ngasjes së mjetit nga uji, pastrohet shpejt me një lëkurë ose fërkime rreth terrenit të punës së saj. Ngrohja që mbeti në një pjesë jo të çliruar do të rrisë temperaturën e përfundimit të ftohur dhe do të shfaqet në të. ngjyra e nevojshme Duke ecur, pas kësaj, mjet është ftohur më në fund.
Tabela7.
Tabela zbulimi i temperaturës së ngrohjes
Formimi i shkallës në sipërfaqen e produktit çon në fiction metal, deformim. Kjo zvogëlon përçueshmërinë termike dhe, prandaj, ul normën e ngrohjes të produktit në furre, e bën të vështirë procesin mekanik. Hiqni shkallën ose metodë mekanikeose kimike (etching).
Djegia e karbonit nga sipërfaqja e metalit bën produktet e një dekarberi me karakteristika të reduktuara të forcës, me përpunim të vështirë. Intensiteti me të cilin ndodh oksidimi dhe dekarburizimi, varet nga temperatura e ngrohjes, i.e. Sa më shumë ngrohje, proceset më të shpejta shkojnë.
Formimi i shkallës kur nxehet mund të shmanget nëse nën ngurtësinë për të aplikuar një paste të përbërë nga xhami e lëngët - 100 g, argjila e fortë - 75 g, grafit - 25 g, boraks - 14 g, karborund - 30 g, ujë - 100 g . Paste është aplikuar për produktin lejohet të thahet, pastaj nxehet produkti në mënyrën e zakonshme. Pas forcimit është larë me zgjidhje të nxehtë sode. Për të parandaluar formimin e shkallës në mjetet e çelikut me shpejtësi të lartë, përdoret veshja. Për këtë, vegla e nxehtë në 850 ° C është e zhytur në një zgjidhje ujore të ngopur ose pluhur stërvitje.
Çeliku i karbonit me forcim është më i mirë për të ftohur së pari në ujë në një temperaturë prej 400-35 ° C, dhe pastaj në vaj. Kjo parandalon shfaqjen e stresit të brendshëm. Gjatë ftohjes, produkti rekomandohet që të lëvizin shpejt nga lart poshtë.
Detajet e gjata me mure të hollë (për shembull, thikat) për ftohje ulen në ujë ose gjalpë rreptësisht vertikalisht, përndryshe ato mund të deformohen fuqishëm.
Dëshira është e këshillueshme që të ngurtësohet në rërën e lagësht, e cila është e lagur me zgjidhje të kripës.
Stërvitjet e hollë janë ngurtësuar në rritje. Për këtë, fundi i stërvitjes nxehet në dritë të kuqe, fundi i stërvitjes është i zhytur në surgachi dhe lë atje deri në ftohje plotësisht.
Çeliku kimik-përpunimit termik.
Falë këtij përpunimi, jo vetëm struktura e ndryshimeve metalike, por edhe përbërje kimike Shtresa e saj e sipërme dhe pjesa mund të kenë një bërthamë të trashë, duke qëndruar ngarkesa shoku, fortësi të lartë dhe lodhje. I mënyrat ekzistuese kimik trajtimit të ngrohjes Çeliku në një seminar të vogël mund të realizohet vetëm nga çimentimi. Çimento - kjo është karburimi i sipërfaqes së çelikut. Ky proces është më i nënshtruar produkteve nga çeliku i vogël i karbonit që përmbajnë jo më shumë se 0.2% të karbonit dhe disa çeliku të zhveshur. Detajet e destinuara për çimentim janë pastruar për herë të parë. Sipërfaqet nuk duhet të jenë të karburantizuara, të mbuluara me mantele anti-çimento të sigurisë.
Përbërja e parë e veshjes më të thjeshtë: balta e fortë me shtimin e 10% pluhur asbesti, ujë. Përzierja është edukuar në konsistencën e kremrave të trasha salcë dhe të zbatohet në zonat e dëshiruara të sipërfaqes së produktit. Pas tharjes, ftohjet mund të prodhohen për çimentim të mëtejshëm të produktit.
Përbërja e dytë e veshjes së përdorur: Kaolin - 25%, talk - 50%: uji - 25%. Dil vendosin këtë përzierje me xham të lëngët ose ngjitës silikat.
Çimentoja është bërë pas tharjes së plotë të veshjes.
Substancat që janë pjesë e veshjes quhen carburizers. Ata janë të fortë, të lëngshëm dhe të gaztë.
Nën kushtet e një seminari të vogël të vogël është më i përshtatshëm për çimento me një paste. Kjo është çimento në një karaburizer të ngurtë. Paste përfshin: soot - 55%, sode të kalcinuar - 30%, natriumi natriumi - 15%, uji për formimin e masës së kosi. Paste është aplikuar në zonat e duhura të produktit, jepni të thatë. Pastaj produkti është vendosur në furrë, duke qëndruar në një temperaturë prej 900-920 ° C për 2-2.5 orë. Kur përdorni një paste të tillë, çimentimi siguron një trashësi të shtresës së gazuar prej 0.7-0.8 mm.
Çimentimi i lëngët është gjithashtu i mundur në një seminar të vogël në prani të një bane-dush, në të cilën mjetet dhe produktet e tjera ndodhin. Lëngu përfshin: sode - 75-85%, 10-15% klorur natriumi, 6-10% karabit silic. Bath furra është e mbushur me këtë përbërje dhe zhyt produktin ose mjetin. Procesi ndodh në një temperaturë prej 850-860 ° C për 1.5-2 orë; Trashësia e shtresës së gazuar arrin 0.3-0.4 mm.
Çimentimi i gazit prodhohet në një përzierje të gazrave të nxehtë që përmbajnë metan, monoksid karboni në dhomat e veçanta në një temperaturë prej 900-950 ° C dhe vetëm në kushtet e prodhimit. Pas çimentimit, pjesët janë të ftohur me furrën, pastaj ngurtësohen në ftohjen përfundimtare prej 760-780 ° C në vaj.
Ngrohja e pjesës së punës është një operacion i përgjegjshëm. Cilësia e produktit, produktiviteti i punës varet nga korrektësia e tij. Është e nevojshme të dini se në procesin e ngrohjes, metali ndryshon strukturën, pronat dhe karakteristikat e shtresës së sipërfaqes dhe si rezultat i ndërveprimit të metalit me ajrin e atmosferës dhe shkalla është formuar në sipërfaqe, Trashësia e shtresës së shkallës varet nga temperatura dhe kohëzgjatja e ngrohjes, përbërja kimike e metalit. Çeliqet oksidohen më intensivisht kur nxehen më shumë se 900 ° C, kur të nxehtë në 1000 ° C, oksidimi rritet me 2 herë, dhe në 1200 ° C - 5 herë.
Çeliku kreshtë të quajtur rezistente ndaj nxehtësisë, sepse ato praktikisht nuk janë oksiduar. Steel aliazhi formojnë një shtresë të dendur, por jo një shtresë të trashë të shkallës, e cila mbron metalin nga oksidimi i mëtejshëm dhe nuk plas kur falsifikimi. Çeliku i karbonit kur nxehet është e udhëhequr nga karboni nga shtresa e sipërfaqes në 2-4 mm.
Ai kërcënon metalin me një rënie të forcës, ngurtësinë e çelikut dhe forcimin e ngurtësuar. Sidomos dekarburizimi i dëmshëm për shorsing të madhësive të vogla të ndjekura nga forcimi.
Billets bërë nga çeliku i karbonit me një seksion kryq deri në 100 mm mund të nxehen shpejt dhe për këtë arsye ata janë vendosur të ftohtë, pa preheatting, në furre, ku temperatura është 1300 ° C. Në mënyrë që të shmangen frakturat, aliazh të lartë dhe çeliku të lartë të karbonit duhet të nxehen ngadalë.
Me mbinxehje, metali fiton një strukturë të trashë dhe plastike është zvogëluar. Prandaj, është e nevojshme të kontaktoni diagramin "hekuri-karbon", ku temperaturat janë të vendosur për të filluar dhe për t'i dhënë fund. Megjithatë, mbinxehja e pjesës së punës mund të korrigjohet me trajtimin e nxehtësisë nga metoda, por duhet kohë dhe energji shtesë. Ngrohja e metalit në një temperaturë edhe më të madhe çon në të përballet, nga e cila ka një ndarje midis drithërave dhe ky metal është shkatërruar plotësisht kur falsifikohet. Kornizë - një martesë e paarsyeshme. Nëse workpiece për të vrarë ngrohje në një temperaturë nën TN, kjo do të rezultojë në formimin e çara. Në një temperaturë prej 20-30 ° C mbi temperaturën e TC në metal, sqarimi ndodh dhe struktura mbetet e hollë. Në këtë fazë, ju duhet të përfundoni falsifikimin.
Me një falsifikim të produkteve nga çeliku të ulët të karbonit, më pak se numri i ngrohjes kërkohet sesa me një falsifikim të këtij produkti nga çeliku i lartë i karbonit ose i allazhuar.
Kështu që. Kur metalet e nxehta kërkohet për të monitoruar temperaturën e ngrohjes, kohën e ngrohjes dhe temperaturën e ngrohjes. Me një rritje në kohën e ngrohjes - shtresa e shkallës po rritet, dhe me ngrohje intensive, të shpejtë mund të shfaqet çarje. Është e njohur nga përvoja që në qymyr, billet 10-20 mm në diametër nxehet në temperaturën e falsifikimit për 3-4 minuta, dhe billets me një diametër prej 40-50 mm të nxehtë 15-25 minuta, duke ndjekur ngjyra e kurorës.
Siguria në punimet e farkëtarit.
· Puna me një metal të kuq i përkasin shkarkimit të punës rritja e rrezikut. Me rëndësi të madhe duhet t'i jepet cilësia e mjeteve manuale dhe të lëvizshme, veshjeve dhe pajisjeve mbrojtëse.
· Blacksmith Veshje: Një xhaketë e pëlhurave të dendura pambuku me mëngë të gjata, pranga të fiksimit, pjesa e poshtme e xhaketës duhet të mbivendosen në krye të pantallonave, të cilat janë gjithashtu të qepura nga pëlhura të qëndrueshme; Pantallonat nga ana e tij duhet të jetë një gjatësi e tillë për të mbyllur krye të boot; Çizmet janë më të mira për të pasur në një lëkurë të trashë lëkure. Gauntlets rekomandohet që të ketë nga pëlhurë gomuar, dhe disa duhet të kenë rreshtim të asbestit. Një platformë është bërë edhe nga pëlhura e trashë, indet e asbestit ose lëkura duhet të mbulojnë gjoksin dhe të jenë më të ulët se gjunjët. Në platformë mund të bëhet një xhep në gjoks ose në të djathtë në rrip.
· Blacksmith duhet të ketë një kokë nga ndjerë, pëlhurë ose një fashë të zhveshur. Koka mbron flokët nga ndotja dhe mbinxehja.
· Para se të filloni të punoni në një falsifikim, duhet të siguroheni që çekiç, frenat e dorës, instalimi i anvil, bri dhe kanalet ajrore. Me një instalim normal të CE, sipërfaqja e punës duhet të jetë mbi nivelin e dyshemesë në një lartësi prej 650-800 mm. Kjo është, farkëtarët, duke qëndruar në dysheme, mund të prekë sipërfaqen e anvil të shtrydhur në grusht. Duhet të ketë të paktën 1.5 milion midis Anvilit dhe malit. Kur kontrolloni anvilin "për të hedhur" zërin duhet të jetë i pastër, duke telefonuar, pa rrahje. Kjo tregon mungesën e çara. Para fillimit të punës, instaloni ekranet mbrojtëse: për të mbrojtur mjedisin nga plagë duke fluturuar nga depo ose grimcat metalike, si dhe nga ekspozimi i dëmshëm termik.
· Është e lejuar të punojë vetëm duke testuar nga mjeti i vendosur në vendin e punës me lehtësi maksimale, duke mos lejuar asgjë të tepërt.
Pali duhet të jetë i qetë dhe i thatë. Blacksmith duhet të jetë një enë me rërë për mbushjen e vendeve të rrëshqitshme.
· Në rezervuarin për ftohjen e metalit duhet të jetë uje i paster dhe enë me vaj makine.
· Ndërsa punojnë duhet të përdoren nga një maskë mbrojtëse ose syze me xham të pandërprerë, dhe kur punoni me ngrohje në ngjyrë të bardhë, syze me shtyp me filtra të lehta.
· Ju nuk mund të shikoni nuk të mbrojtur nga sytë në një dritë të ndritshme (flaka). Kjo mund të çojë në dobësim ose humbje të vizionit.
· Kur punoni nuk mund të shpërqendrohen dhe të flasin.
· Kur e shtyn punën, është e nevojshme të monitorohet regjimi i temperaturës.
· Formëzimi i mbingarkuar ose i ftohtë nën normën metalike është e ndaluar, pasi kjo mund të jetë shkaku i një aksidenti.
· Formëzimi duhet të merret nga ticks, sponges duhet të përplasem atë fort, dhe trajtimet e shenjave nuk duhet të jenë të mbyllura dhe pranverë.
· Knobs mjet kur goditni ju duhet të mbani vetëm në anën e vetes, dhe jo para vetes.
· Motochoboez duhet të qëndrojë në smoothness në farkëtar, dhe jo të kundërta. Ekipet e çekanit duhet të furnizohen në mënyrë të qartë dhe me zë të lartë: "Loose", "Gjiri është i fortë", "Bay një herë", "Gjiri në ekip", "Qëndroni" dhe tregoni një vend të goditjes së çekiçit. Aplikoni goditjet mund të falsifikohen vetëm.
· Përjashtuar boshe në Anvil.
· Fundi i falsifikimit prodhohet nga komanda "qëndrim", dhe jo heqja e faljes nga Anvil.
· Me prerjen e delive metalike, është vetëm rreptësisht vertikalisht. Prerja prodhon vetëm rreth buzës së Anvilit, duke bërë që goditjet e para dhe të fundit të dobëta. Fundi i copëtuar i faljes duhet të drejtohet nga vetja dhe në një anë të sigurt.
· Stroke një çekiç të drejtë, të gjithë pije alkoolike.
· Në fund të punës, fikni pajisjen e ventilatorit dhe vendosni dhomën në rregull.
Formëzimi i çelikut - faza fillestare e procesit të trajtimit të ngrohjes, në të cilën nuk ka më pak vëmendje sesa falsifikimi duhet të paguhet temperatura e punës Dawks. Vëmendje e veçantë duhet të paguhet për të mos rënë nën kufirin e temperaturës kur streset e brendshme do të fillojnë për shkak të superkoollimit në çelik. Ka një teknikë që japonezët quhen "Falsifikim i lagësht". Ai siguron moisturizing sipërfaqen e një anvil dhe një çekiç me ujë gjatë falsifikimit. Uji nuk e freskon workpiece, por nxit ndarjen nga sipërfaqja e shkallës, duke e penguar atë nga "nxitja" brenda tehut. Ndryshe nga çeliku i nxehtë, shkalla nuk është falsifikim dhe lë në sipërfaqen e gjurmëve ("krater").
Merrni falsifikimin më të përshtatshëm nga formimi i shankës. Por së pari, është e nevojshme për të marrë një pjesë të punës paraprake nëse keni një bar, atëherë transferoni atë në drejtkëndësh (katror), dhe pastaj fikni trashësinë e dëshiruar me kompensimin për mehlocess. Në mënyrë të përshtatshme para dhomës tjetër të tehut në mal për të ngrohur për të prodhuar shtrirjen dhe kontrollin e tij, në mënyrë që të mos kalojnë kohë pas marrjes së tij nga mali. Vëmendje e veçantë duhet t'i kushtohet pozicionimit të pjesës së punës - duhet të vendoset në mënyrë rigoroze paralelisht planin e antilit. Qëllimi i çekiçit duhet të ndikojë në sipërfaqe me të gjithë aeroplanin: përndryshe, zonat e deformueshme në mënyrë të pabarabartë formohen në teh, të cilat rrjedhimisht përforcohen (me formimin e heterogjenitetit të brendshëm).
Tjetra, duke marrë një shirit bosh, tërhiqni distancën e dëshiruar dhe kryeni "ndërprerjen", nga dy anët e pjesës së punës në buzë, sulmet janë aplikuar për të marrë një tranzicion të shpejtësisë së trupit të tehut në shank. Kjo mund të bëhet me një çorapë të mprehtë të çekiçit ose me ndihmën e një vegle rreshtimi. Pastaj pjesa e ndarë e shankës është vonuar në kon.

Çdo gjë, shufra është e gatshme dhe tani mund të merret nga ticks për të, dhe të modifikojë më tej me pallto elektrike. Tani ne vazhdojmë në formimin e trupit të tehut direkt. Për ta bërë këtë, së pari duhet të vendosni buzën, mund të bëhet si një falsifikim, dhe vetëm prerë daltë shtesë.
Qoshet e rrumbullakosura të mprehta dhe përafrimi i linjave, ne marrim konturin e përfunduar bosh bosh. Në parim, mund të ndalet në këtë, dhe prejardhjen për të formuar në letër zmerile.

Por ju mund të shkoni më tej dhe të vononi buzë dhe të bëni një buckthorn. Këtu ju duhet të merrni parasysh zgjerimin e metalit dhe gjerësia e pjesëve të punës origjinale është më pak se planifikuar për të marrë në thikë përfunduar. Gabimi total në formimin e aeroplanit të mprehjes - heqjen e pjesëve të punës mbi Anvilin. Ky aeroplan duhet të blihet në bosh të shtrirë në Anvil - e kundërta e forcës mbetet e sheshtë, ndërsa ju jeni çekiç formojnë një aeroplan të mprehta.

Është e dobishme të fillosh të punosh me profilizimin "të pakëndshme", pas përfundimit të asaj që të rrokullisni punën në anën tjetër. Është shumë e rëndësishme të ekspozoni uniformën duke krijuar të dy anët e tehut. Përndryshe, për shkak të strukturës së pabarabartë të tehut "sillen" ose një profil asimetrik do të formohet. Një problem tjetër i zakonshëm është një lakim gjatësor i pjesës së punës. Vëzhgimi i vjetër në lidhje me atë që nuk mund të mundësh në teh, të gabuar. Ju mund të mundni teh, por kjo kërkon një teknikë të veçantë. Për ta bërë këtë, përdorni gjatësinë e plotë të Anvil, vendoseni zonën e lakuar në të dhe lakimi është eliminuar me goditje të lehta. Nëse blade është formuar tashmë, goditjet zbatohen nga Cyan bllok druri - Blade dhe volations nuk vuajnë. Pas të gjitha vështirësive dhe dështimeve, ju keni një blade bosh në distancë që kujton thikën tuaj të ëndrrave sesa puna më pak e pavlerë në të ardhmen aq më mirë.

Pas falsifikimit dhe burimeve, kontur dhe descents duhet të formohen, por trashësia e avantazhit më të prerjes (RC) duhet të jetë të paktën 1 mm, në mënyrë që të shmanget "valë" e saj kur shuhet, simetri i përgjithshëm i të gjitha pjesëve është gjithashtu një pikë e rëndësishme dhe ndikon deformimet e mundshme të forcimit. Në teh të falsifikuar ka nje numer i madh i Streset e brendshme që kur shuhen mund të çojë në lakimin e saj. Për të zvogëluar këtë, teh para forcimit duhet të shtrydhet. Vendosni furrën e tehut poshtë në mal, ngrohni tehun në ngjyrën e kuqe me një goditje të dobët, pastaj fikni goditjen, lini tehun për të ftohur së bashku me malin brenda natës dhe të shkoni në pushim.
Faza tjetër e prodhimit të thikës do të jetë trajtimi i ngrohjes së tehut.
Në varësi të përbërjes kimike të çeliqeve, madhësive të faljes dhe kërkesave për pjesë të përfunduara, është e mundur të përdoren llojet e mëposhtme të trajtimit të nxehtësisë së çeliqeve në shkurtim.
Pjekje Ai konsiston në çelikun e ngrohjes në një temperaturë të caktuar, fragment dhe pastaj ftohje shumë të ngadaltë, më shpesh me një mal ose furre.
Çeliku i ngrohjes për pjekjen kryhet në një mal ose furrë të zezë. Në mënyrë që kur ngrohje në një mal, nuk lejohet të djegë karbon nga sipërfaqja e çelikut, forgings janë hedhur në kuti metalike, lëvizin me rërë të thatë, qymyr druri ose patate të skuqura metalike dhe të nxehta në temperaturën e kërkuar për pjekjen e kësaj klase çeliku. Kohëzgjatja e ngrohjes është marrë në varësi të madhësisë së forgings, rreth 45 minuta për çdo 25 mm trashësia më e madhe seksion kryq. Ngrohur mbi temperaturën për pjekjen dhe shpejtësinë e kapakut afatgjatë në këtë temperaturë nuk lejohet, pasi formimi i një strukture të trashë, e cila në mënyrë dramatike zvogëlon forcën e ndikimit të metalit.
Ftohja për forgings mund të bëhet disi më shpejt se së bashku me malin dhe furrën nëse përdorni këto rekomandime. Çeliku strukturor me cilësi të lartë karbonmike duhet të ftohet në rreth 600 ° C në ajër për të marrë një strukturë të hollë, dhe pastaj për të shmangur shfaqjen e streseve të brendshme, ftohja është ngadalë në furre ose në një kuti me rërë ose hirit montuar në mal. Çeliku i karbonit instrumental duhet të ftohet në furre ose në mal në 670 ° C, dhe pastaj norma e ftohjes mund të përshpejtohet duke hapur flamurin e furrës dhe duke hequr karburantin nga mali.
Varësisht nga qëllimi i ndryshimit të transformimeve strukturore (diagrami i statusit është treguar në figurë) Aplikoni speciet e mëposhtme të anego.
Forgings e çeliqeve të karbonit janë ftohur me një normë prej 50-150 gradë / h, dhe nga çeliku aliazh - 20-60 gradë / h. Si rezultat, streset e brendshme hiqen në metal, bëhet më e butë dhe plastike, por më pak e fortë. Annealing i ulët konsiston në sigurimin e forgings në një temperaturë, pak më shumë se kritika 723 ° C (rreth 740-780 ° C), me një ndryshim periodik në temperaturën më poshtë dhe mbi pikën 5 dhe ftohjen e ngadaltë në 670 ° C, pas së cilës mundet të përshpejtohet. Një pjekje e tillë përdoret për të reduktuar ngurtësinë, duke rritur plasticitetin dhe për të përmirësuar procesin e faljes nga çeliku instrumental.
Recrystallization Annealing konsiston në çeliqet e ngrohjes në një temperaturë prej 650-700 ° C dhe ftohjes së ajrit. Me këtë pjekje, ajo hiqet me shpatin dhe korrigjohet struktura e Çelës të shqetësuar gjatë falsifikimit në temperatura të ulëta.
Annealing normale (normalizimi) konsiston në sigurimin e faljes në një temperaturë prej 780-950 ° C, një shpejtësi të shkurtër qepen me të dhe pastaj ftohur në ajër. Normalizimi, si rregull, përdoret për të eliminuar strukturën e trashë të grirë të formuar si rezultat i një rritje të detyruar ose aksidentale në kohën e gjetjes së boshllëqeve në furre për të korrigjuar strukturën e çelikut të mbinxehur (mbinxehje), duke bluar kokërr, Softening Steel para përpunimit të prerjes dhe marrjes gjatë prerjes së një sipërfaqeje të pastër, si dhe përmirësim të përgjithshëm në strukturë para forcimit. Si rezultat i normalizimit, çeliku merret disi më i vështirë dhe më pak plastike sesa pas pjekjes së ulët. Normalizimi në krahasim me marrjen e operacionit më ekonomik, pasi nuk kërkon ftohje me një mal apo furre.
Shkumëzoj Aplikoni për të rritur ngurtësinë, forcën dhe veshin rezistencën e pjesëve të marra nga forgings. Çeliku i ngrohjes nën forcim është kryer në furrat e minierave ose ngrohjes. Detajet në miniera janë hedhur në mënyrë që ajri i ftohtë i ajrit të mos bjerë direkt në çelik. Është e nevojshme të sigurohet që ngrohja të bëhet në mënyrë të barabartë. Sa më shumë elementë të karbonit dhe aliazhit përmbajnë çelik sesa një artikull masiv dhe më e komplikuar formën e saj, më e ngadaltë duhet të jetë norma e ngrohjes për forcim. Kohëzgjatja e shpejtësisë së shkrehësit në temperaturën e forcimit është përafërsisht e barabartë me 0.2 në kohën e ngrohjes. Nuk rekomandohet që shumë gjatë në temperaturat kryesore të mos rekomandohen, pasi që drithërat dhe çeliku humbin forcën rriten intensivisht.
Ftohës Është një operacion jashtëzakonisht i rëndësishëm i forcimit, pasi praktikisht varet nga marrja e strukturës së kërkuar në metal. Për forcimin e cilësisë së lartë, është e nevojshme që në procesin e ftohjes detajet e temperaturës së lëngjeve të mbetura pothuajse të pandryshuara, për të cilat masa e lëngut duhet të jetë 30-50 herë në masë të pjesës së forcimit. Për të arritur shuarjen uniforme, pjesa e nxehtë duhet të zhytet shpejt në ftohës dhe të përzihet në lëngun për të ftohur plotësisht. Nëse ju ngurtësoni vetëm fundin ose një pjesë të produktit (për shembull, një blade ex), ajo është ulur në lëngun e ngurtësimit në thellësinë e dëshiruar dhe të lëvizin lart, kështu që nuk është një kufizim i mprehtë i normës së ftohjes midis forcimi dhe pjesët jo-splashing të produktit dhe të çara nuk u paraqitën në tranzicion. Blades janë të zhytur ose rreptësisht vertikalisht ose në një kënd të tehut poshtë.
Zgjedhja e mediumeve të ftohjes varet nga klasa e çelikut, madhësia e ndarjeve dhe pronat e kërkuara që çeliku duhet të marrë pas shuarje. Çeliku me një përmbajtje të karbonit prej 0.3 deri 0.6% zakonisht ftohet në ujë, dhe me një përmbajtje të madhe të karbonit në vaj. Kjo duhet të marrë në konsideratë konfigurimin e pjesëve dhe seksionin e tyre kryq. Kur shuhen, u bë e vështirë për të marrë ftohjen e dëshiruar me dy shpejtësi të saj. Gama e temperaturës prej 650-450 ° C kërkon ftohje të shpejtë me një shpejtësi prej 20-30 ° C / s. Kjo ju lejon të shmangni warping dhe të çara.
Është e qartë se media më e mirë e forcimit do të ishte një lëng me dy shtresa në të cilën shtresë e sipërme - Uji me një temperaturë prej 18-28 ° C, dhe vaji më i ulët. Por, për fat të keq, një lëng i tillë me dy shtresa nuk mund të merret, sepse nafta lundron në sipërfaqe. Me një aftësi të caktuar, ju mund të aplikoni mënyrën e mëposhtme të ftohjes. Për disa sekonda, zhytni pjesën në ujë, dhe pastaj shpejt ta transferoni atë në vaj. Koha e përafërt e ftohjes në ujë para transferimit në vaj është 1-1.5 s për seksionet e kryqëzimit 5-6 mm. Kjo metodë ftohëse u quajt "përmes ujit në vaj" ose forcimit të përhershëm. Përdoret për të shuar mjetin nga çeliku i karbonit.
Me një seksion të madh kryq, detajet e shtresave të jashtme janë ftohur më shpejt se të brendshme, dhe për këtë arsye ngurtësinë në sipërfaqe rezulton më shumë se në mes. Çeliku i karbonit, për shembull, çeliku 40 dhe 45 janë ngurtësuar në një thellësi prej 4-5 mm, dhe një zonë pjesërisht e zbutur dhe një bërthamë e pakapërcyer do të jetë më e thellë. Elemente aliazh - mangan, krom, nikel, etj kontribuojnë në një forcim më të thellë. Disa blades kanë nevojë për forcë të lartë sipërfaqësore duke ruajtur një bërthamë të butë dhe të trashë. Blades të tilla janë të rekomanduara për të ekspozuar në forcim sipërfaqësor. Një nga më të shumtët mënyra të thjeshta Kjo ngurrim konsiston në ngarkimin e pjesës në furrë me një temperaturë të lartë (950-1000 ° C), ngrohja e shpejtë e sipërfaqes para temperaturës së ngrohjes dhe ftohjes me shpejtësi të lartë në ftohjen e rrjedhës. Ju shpesh shkarkoni menjëherë pas falsifikimit pa ngrohje shtesë, nëse temperatura e falsifikimit pas falsifikimit nuk është më e ulët se temperaturat e sipërme.
Shuarja mund të jetë të fortë, të moderuar dhe të dobët. Për të marrë një forcim të fortë, uji përdoret si një medium ftohës në 15-20 ° C derisa pjesët dhe zgjidhjet ujore të kripës dhe sodës (karbonat natriumi) janë të zhytur. Forcimi i moderuar është marrë duke përdorur ujë me një shtresë të naftës me një trashësi prej 20-40 mm, vaj, vaj karburantit, ujë me sapun, vaj mineral të lëngët, dhe gjithashtu ujë i nxehtë. Një forcim i dobët është marrë, nëse përdoret si një ftohës, avion ajri ose plumbi i shkrirë dhe lidhjet e saj.
Forcimi kërkon vëmendje dhe aftësi. Forcimi i dobët mund të prishë detajet pothuajse të gatshme, i.E. të çojë në formimin e plasaritjeve, mbinxehjes dhe tkurrjes së sipërfaqes, si dhe të groove (swing), e cila kryesisht varet nga metoda dhe shpejtësia e pjesëve të zhytjes në ftohës.
Forcimi nuk është operacioni përfundimtar i trajtimit të nxehtësisë, pasi që çeliku nuk bëhet vetëm i qëndrueshëm dhe i fortë, por edhe shumë i brishtë, dhe në forgings ka stres të mëdha të forcimit. Këto tensione arrijnë vlera të tilla në të cilat dalin të çara ose pjesë në forgings nga këto forgings shkatërrohen në fillim të operacionit të tyre.
Për shembull, vetëm një çekan i zymtë i ngurtë nuk mund të përdoret, pasi kur ata goditën metalin, copat e metaleve do të zgjidhen prej saj. Prandaj, për të zvogëluar brishtësinë, streset e brendshme të forcimit dhe për të marrë pronat e detyrueshme të forcës së çelikut pas shuarjes së faljes i nënshtrohen pushimeve.
Pushim Ai konsiston në ngrohjen e çelikut të rrëmbyer në një temperaturë të caktuar, ekspozim në këtë temperaturë disa kohë dhe ftohje të shpejtë ose të ngadaltë, si rregull, në ajër. Në procesin e largimit në ndryshimet strukturore metalike, nuk ndodh, megjithatë, streset e forcimit, ngurtësinë dhe uljen e qëndrueshmërisë, dhe plasticiteti dhe rritja e viskozitetit. Në varësi të markës së çelikut dhe nga kërkesat për ngurtësinë, forcën dhe plastikën, përdoren llojet e mëposhtme të pushimeve.
Pushime të larta konsiston në ngrohjen e pjesës së zbutur në një temperaturë prej 450-650 ° C, shpejtësia e qepjes në këtë temperaturë dhe ftohje. Çeliku i karbonit ftohur në ajër, dhe krom, mangan, chromo-silikon - në ujë, pasi ata janë ftohur ata çon në brishtësinë e pushimeve. Me një pushim të tillë, tensionet e forcimit janë pothuajse tërësisht të eliminuara, plasticiteti dhe rritja e viskozitetit, edhe pse fortësia dhe forca dhe forca e çelikut reduktohen ndjeshëm. Shuarja e lartë e pushimeve në krahasim me pjekjen, krijon raportin më të mirë midis forcës së çelikut dhe viskozitetit të saj. Një kombinim i tillë i trajtimit të ngrohjes quhet përmirësim. Pushimi i mesëm konsiston në ngrohjen e pjesës së shkrirë në një temperaturë prej 300-450 ° C, shpejtësia e mbylljes në këtë temperaturë dhe ftohje në ajër. Me një pushim të tillë, viskoziteti i rritjes së çelikut dhe streset e brendshme në të hiqen duke ruajtur ngurtësinë mjaft të madhe. Leja e ulët konsiston në ngrohjen e pjesëve të ngurtësuara në një temperaturë prej 140-250 ° C dhe ftohjes me çdo shpejtësi. Me një pushim të tillë, ngurtësinë dhe viskozitetin e çelikut pothuajse nuk ulet, por tensionet e brendshme të forcimit hiqen. Pas një pushimi të tillë, detajet nuk mund të ngarkohen me ngarkesa dinamike. Më shpesh përdoret për përpunim vegël e prerjes nga çeliku i karbonit dhe i aliazhuar.
Në prodhimin e një hidraulik, farkëtar ose mjetet matëse Dora e farkëtarëve shpesh aplikojnë forcim dhe pushime nga një ngrohje. Një operacion i tillë quhet vetë-bosh dhe kryhet si më poshtë. Ngrohur nën ngurtësinë e katranit është ftohur në ujë ose vaj jo plotësisht, dhe në një temperaturë pak mbi temperaturën e kalitjes, e cila mund të përcaktohet kur heqë forgings nga mjedisi i forcimit, në ngjyrën e copëzimit të paracaktuar rrethi. Pas kësaj, forgings janë ftohur më në fund duke e zhytur atë në ujë ose vaj.
Në mungesë të pajisjeve matëse, temperatura e ngrohjes së faljes përcaktohet nga ngjyra e drejtimit. Për ta bërë këtë, para ngrohjes, forgings për pushime në të, në vendin e duhur, pastrohen komplot i vogël letër zmerile ose të tjera gërryes. Ngrohni krijoni dhe vëzhgoni ndryshimin në ngjyrën e metalit përgjatë sipërfaqes së zhveshur. Në të njëjtën kohë, ngjyrat e pasionit do të korrespondojnë me temperaturat e mëposhtme të përafërt të shkarkimeve të ngrohjes:
| Ngjyrat e shkon | Temperatura, ° С |
| Gri | 330 |
| Blu të lehta | 314 |
| Lulëzim | 295 |
| Vjollcë | 285 |
| Ngjyrë vjollce | 275 |
| Ngjyrë kafe e kuqe | 265 |
| Ngjyrë kafe | 255 |
| Të verdhë të errët | 240 |
| E verdhe e lehte | 220 |
Në temperatura të larta, sipërfaqja e çelikut errësohet dhe mbetet një temperaturë e tillë prej 600 ° C, kur shfaqen ngjyrat e ngjyrave. Mënyrat e përpunimit të termocentraleve duhet të respektohen shumë në mënyrë strikte, pasi vetëm trajtimi i saktë i ngrohjes ju lejon të merrni blades me një forcë të caktuar, rezistencë të veshin, punueshmërinë, plasticitetin etj.
Pas trajtimit të ngrohjes, koha është e fundit përpunimi mekanikMund të kryhet në një pajisje të thjeshtë ose të përdorë elektrike jashtë, por kjo është një temë për një bisedë të veçantë.
Në të cilën pakot e përbërë nga pjesë individuale të nxehtë në Vara janë të shpërndara. Formëzimi i zakonshëm është një vulë dhe dhënia e formave të dëshiruara tema.
Në varësi të madhësisë së produkteve që përpunohen, falsifikimi është i ndarë në manual dhe mekanik.
Instrumente
Formëzimi i procesit të ngrohjes Dawks
Për prodhimin e artikujve, xhuxh i çelikut të hedhur është marrë në falsifikim. Duhet të dëgjohet së pari. Për këtë pranë çekiçit, furrat e ngrohjes ose minierat janë rregulluar. Madhësia, forma dhe sasia e tyre varet nga prodhimi dhe madhësia e ngrirësve. Për gjëra të vogla, aplikohen minierat e zakonshme të farkëtarit. Për furrat e saldimit të mëdha të përdorimit, dru zjarri ose qymyr, dhe soba me gaz janë të përshtatshme për ngrohje të mëdha.
Furra e parë ngroh deri në kation të errët të kuq. Pastaj boshllëku i nxehtë është vendosur në të. Në boshllëqet e ftohta, shtresat e brendshme janë gjithmonë në gjendje pak a shumë intensive për shkak të kushteve në të cilat ata ngurtësohen pas hedhjes. Nëse vendosni një bosh të ftohtë në një furre të nxehtë, atëherë shtresat e jashtme, ngrohja dhe shtrirja, do të shkaktojnë çarje në shtresa të brendshme të ulëta). Ajo duhet të mbetet e nxehtë pas hedhjes, ajo nuk ka nevojë të bëjë të freskët nën kation të errët të kuq dhe menjëherë pas heqjes së formularit për hedhjen duhet të vendoset në furrë. Nëse dështoi, xhuxh filloi të ftohet, pastaj para se të vendoste atë në furrë, ajo duhet të digjet në një mbeturina të nxehtë për një ftohje më të ngadaltë. Nëse ajo freskon shumë, atëherë është e nevojshme për të ngrohur atë në dysheme të seminarit. Edhe pas ngrohjes në dysheme në bosh mund të ndodhë Çarje të brendshme. Për të shmangur një dëm të tillë, duhet së pari të nxehet vetëm nga skajet. Pastaj ngrohja do të shkojë drejt boshtit të saj, nga skajet e saj në mes, dhe zgjerimi i të gjitha shtresave koncentrike do të jetë edhe. Ngrohje paraprake është e mjaftueshme për të kryer deri në 300 °, e cila është e lehtë për të mësuar në tymin dhe ndezjen e naftës derdhur në sipërfaqen e produktit.
Dumplings janë vënë në furrë një ose më shumë, në varësi të madhësisë së tyre. Fillimisht, ethet mbajnë të vogla. Pastaj është rritur gradualisht dhe është rregulluar me shkallën e dëshiruar. Sa më i fortë ngrohje, çeliqet bëhen më të butë, është më e lehtë për ta trajtuar atë nën çekiç dhe falsifikim më të suksesshëm. Megjithatë, është e rrezikshme për abuzim - aq më e fortë është lartësia e çelikut, aq më shumë kërkon të kristalizohet kur të ftohet, gjë që mund të ulet midis kristaleve individuale (kokrra), dhe ato mund të shkëputen edhe nga një ose më shumë goditje çekiç. Kështu, kamioni i deponisë do të marrë një pushim, plas, dhe nganjëherë edhe bie me copa të tëra. Kjo quhet mbinxehje çeliku. Çeliku mbinxehje nuk duhet të ngatërrohet me përballjen me çelik. Favoriteti nuk ndikon në strukturën kristal të metalit, dhe tashmë në përbërjen e saj kimike, duke e detyruar atë të ndryshojë: kur çeliku është nën ndikimin e gazrave të furrës, ngrohjes saldim, ajo humbet karbonin e saj pak dhe ngjitet dhe po i afrohet gjëndër. Çeliku i kontrolluar nuk është i përshtatshëm për asgjë, ndërsa ajo është ende e mbinxehur.
Sa çeliku më i vështirë, aq më shumë përpiqet për kristalizimin dhe sa më e ulët të temperaturës në të cilën kristalizohet. Prandaj, shkalla e ngrohjes duhet të interpretohet me ngurtësinë e çelikut:
Temperatura e ulët nuk është gjithashtu e përshtatshme për falsifikim. Së pari, e bën të vështirë procesin. Së dyti, kur lëvizin sedimentet, tensione të forta formohen gjatë falenderimit, të cilat nganjëherë shkaktojnë tensione të brendshme dhe të çara. Është e nevojshme për të ngrohur në mënyrë që brenda të boshllëqeve të arrijnë të ngrohin siç duhet. Dhe megjithëse shtresat e jashtme janë gjithmonë më të forta, por është me shpejtësi të shpejtë për shkak të ftohjes së tyre gjatë falsifikimit.
Në përgjithësi, për falsifikim të suksesshëm, është e nevojshme për rregullën e nevojshme që, përveç shkallës së ngrohjes, është shumë e rëndësishme dhe uniformiteti i ngrohjes. Për ta bërë këtë, pas mbjelljes së boshllëqeve në furre, është e nevojshme për të ngritur temperaturën shumë ngadalë, duke shikuar atë ngroh me të njëjtën gjë në të gjitha anët.
Koha e ngrohjes varet kryesisht nga madhësia dhe nga aftësia e nxehtësisë e furrës. Në fabrikën Obukhovsky për ngrohjen e shkarkimeve 1800-pluhur, ajo merr rreth 27 orë për 900 pluhur rreth 12 orë, për 300 pluhur rreth 8 orë.
Doodle çeliku nuk është një trup i fortë homogjen. Ajo është e tejmbushur brenda me mbytet dhe boshllëqet e formave dhe madhësisë së ndryshme. Prandaj, menjëherë pas lëshimit të një banese nga furra, ata janë të kondensuar - goditjet e çekanit janë të bllokuara, duke filluar nga mesi në fundin e poshtëm të boshllëqeve, pastaj në pjesën e sipërme, fitimprurëse. Kjo quhet "Crimp". Shkalla e formuar gjatë ngrohjes së shkallës në sipërfaqe vetë po bie kur crimp, pjesë e lobeve dhe konsiderohet të jetë e prishur. Prandaj, pjesa e punës karakterizohet dukshëm më e madhe dhe pesha në krahasim me objektin e synuar. Raporti i seksionit kryq të boshllëqeve në shesh produkt i perfunduar Ata morën më herët nga 6 deri në 10. Tani, me aktrime më të dendura, ata janë të kënaqur me raportin nga 3 në 4.
Boot
Përpunimi i boshllëqeve të çelikut nën çekiç mund të ndahet në dy pjesë: në pjesë të punës dhe në fundin përfundimtar.
Billet është projektuar për të kompaktuar një bosh dhe për të dhënë atë në një formë të përafërt dimensionet e nevojshme dhe forma. Format dhe dimensionet e boshllëqeve dhe metodave që falsifikohen varen nga lloji i produkteve. Billets janë të ndara: në boshllëqet e cilindra të ngurta, cilindra të uritur, unaza, boshllëqet e gjërave të sheshta, etj. Metodat e falsifikimit gjithashtu kanë emra të ndryshëm.
Bosh nga cilindra të ngurta
Me një bosh, çiftet e pompimit bëhen në shëllirë të ulët, ku, pas çdo lëvizjeje të çekiçit, ajo është e rrotulluar me 1/8 kthesa dhe, pas formimit të një tetor, ata lëvizin në gjerësinë e një tetor Trajneri i sipërm dhe falsifikimi vazhdon. Kur, kështu, ata do të dëmtojnë të gjithë boshin, është përsëri në një vend të vjetër dhe, duke goditur çekiçin në skajet, formojnë një njeri të gjashtëmbëdhjetë. Sipas diametrit të cilindrit, falsifikimi vazhdon derisa të pranojë madhësitë e duhura. Me këtë përpunim, zvogëlohet në diametër, dhe metali nën crimp lëviz në drejtim të boshtit, dhe si rezultat i kësaj, disku zgjat, është tërhequr, e cila gjithashtu quhet tërheqës.
Në rast, me një tërheqje të tillë, çarje të të çara ose veseve të tjera do të vërejnë në sipërfaqe, të ndalojnë falsifikimin derisa ata të prerë me daltë të zymtë. Fundi i sipërm, të ashtuquajturat fitimprurës, që përbëjnë boshllëqet konsiderohen të papërshtatshme për përdorim dhe për këtë arsye 1/4 nga pesha e boshllëqeve të prera, e cila quhet kreu i fitimit. Për prerjen, përdoret një sëpatë çeliku, i cili është mbivendosur në krye dhe shtypur me një çekiç në trupin e saj. Pastaj brukët e seksionit katror janë mbivendosur në krye të sëpatës dhe ata vazhdojnë të shtypin me një çekiç derisa sëpatë do të thellohet deri në gjysmën e trupit të boshllëqeve; Së fundi, ajo është rrotulluar 180 ° dhe në të njëjtën mënyrë vazhdojnë të prerë nga ana e kundërt. Në një mënyrë të ngjashme, disku i korrur do të shkatërrohet kur është menduar për prodhimin e disa artikujve.
Me një bosh të produkteve të mëdha të çekiçit, në një ngrohje, nuk do të ketë kohë për të rritur dhe korrur të gjitha boshllëqet, kështu që gjysma e poshtme është kthyer së pari, atëherë është fikur fuqia në fund të përfunduar, nxehet pjesa tjetër , e përpunoi atë në të njëjtën mënyrë, dhe më në fund prerë fitimet.
Nëse cilindri duhet të ketë në fund të pragut ose flanges, diametri i të cilit është më i madh se diametri i boshllëqeve, pastaj pas krimbit dhe në fund të fitimit, beteja më e ulët është larguar dhe do të jetë Instaluar në vendin e saj dhe çekiç heziton, dhe diametri i saj është instaluar në vendin e vet. Karakteristikat në skajet, rritet. Për të eliminuar boshtin e madhësive më të vogla ose një gjatësi të tillë që nuk përshtatet në fund të çekiçit, përdorni shërbimet e të ashtuquajturit tullac pjekur në zinxhir, me anë të tronditëse fund të boshtit. Për pjesën e punës së produkteve unazore, të tilla si fasadat, unazat e armëve të fiksimit, etj, së pari, siç u përmend më lart, crimp bosh, shtrirje, pastruar nga shkalla dhe çarje, prerë fitimet dhe të shkatërrojë copa; Pas ngrohjes sekondare, çdo pjesë hezitoi pak ose rrafshuar në formën e një tortë. Pastaj vrima është bërë përmes një shkatërrimi ose ndezje, duke shtypur atë së pari në njërën anë në gjysmë, pastaj, duke e kthyer boshllëkun - nga ana tjetër. Përpunimi i mëtejshëm i unazës, i.E. instalimet elektrike, tashmë është prodhuar në mandrel në një anvil të veçantë të qëndrueshëm. Instalimet e gomave të fashë prodhojnë në një anvil të veçantë me një bri, ku, përveç kësaj, përmes rrotullimit, zgjatja është bërë, e quajtur bel.
Për prodhimin e cilindrave më të gjatë të uritur, të tilla si, për shembull, kapërcimet e armëve të fiksimit, së pari të prerë në një makinë të ndezur fitimprurëse të boshllëqeve, pastaj të shpuar përgjatë boshtit përmes vrimës prej rreth 30 cm. Në diametër dhe pasi është Ngrohur, shufra e zbrazët hekuri është ngjyhet në vrimë që është e crimped atë. Kjo përpunim quhet falsifikim në revole. Për shufrën nuk u ngroh dhe nuk u përshtatet së bashku me bosh, uji vazhdimisht qarkullon brenda saj. Kur falsifikimi ka mbaruar, hiqni stalla nga cilindri me anë të një instrumenti të veçantë, i cili është një shtyp hidraulik ose jack. Ai përbëhet nga një cilindër i uritur me mure të dyfishta, midis të cilave është fillimi i ujit për të përhapur cilindrin e dytë, i cili mbështetet në arrë të dehur në fund të revole. Në anën tjetër të cilindrit të parë, një bashkim rishfaqet në guaskën e shkarkuar. Uji shtrydh cilindri i dytë, i cili tërheq revole. Billet për sendet e seksionit kryq drejtkëndor është bërë në anvils të sheshtë, ku, pas një crimp paraprake, bosh është rrafshuar së pari, pastaj rrotullohen 90 ° dhe një bandë në buzë. Duhet të theksohet se në përgjithësi, nën goditjen e çekiçit, zgjatja kryhet në drejtim të boshtit të saj, sipas drejtimit pingul të lëvizjes së grimcave pengon fërkimin në lidhje me sipërfaqen e urës dhe anvil. Për të zgjeruar madhësinë e boshllëqeve në këtë drejtim të fundit, shpërndani metalin duke rrotulluar. Për ta bërë këtë, në sipërfaqe, në drejtim të boshtit të saj, një rul gjysmë-cilindrike është aplikuar, i quajtur kodrina, dhe çekiç e ndikon atë në trup. Pas një rul të tillë, metali është përhapur mbi të gjithë sipërfaqen e boshllëkut, dhe drejtimin e shigjetës, dhe parregullsitë e shkaktuara të zbutura më vonë me goditjet e çekanit. Pllakat e blinduara i nënshtrohen përpunimit të tillë. Për prodhimin e boshtit, bar i parë drejtkëndëshor është korrur, në të cilin, me anë të një sëpatë, dy ekstrem janë bërë. Pastaj çekiç po përkulet të dyja skajet, prerë me një zgjatje të formuar dhe, së fundi, crimped, tjerr dhe përfundojë qafën. Kjo pune e veshtire Ajo kërkon shumë kohë, ngrohje të shpeshta, shkathtësi dhe përvojë të farkëtarit. Cutout është bërë në një makinë pluhuri. Unaza e pinit (me ëmbëlsira) për armët përgatitet si më poshtë. Disku i prerë nga boshllëqet është rrafshuar, pas ngrohjes, nën çekiç në bar të zgjatur dhe prishjen e slot gjatësore përmes një ndezje në formë pykë. Pastaj mandreget konike zgjerohen gradualisht këtë çarje derisa vrima të pranojë forme e rrumbullaketSë fundi, mandreli horizontal është i edukuar në dimensionet e duhura.
Në përgjithësi, billets të ndryshme janë të nevojshme për sende të ndryshme. Nga zgjuarsia e zgjedhjes së pritjeve, nga sekuenca racionale e tranzicionit nga një formë në tjetrën, veçanërisht me më shumë strukturat komplekseVaret e suksesit të falsifikimit dhe reduktimit të shpenzimeve në ngrohje shtesë dhe moor të metalit.
Fund përfundimtar
Pas pjesës së punës, subjekti ka mjaft të përafërt dhe sipërfaqja e pabarabartëPër shtrirjen e së cilës një diferencë e caktuar ka mbetur kundër madhësisë së dëshiruar. Për këtë, subjekti është pastruar edhe një herë daltë nga të gjitha të çara, flokët dhe flokët e lehta dhe të shpeshta goditjet kalojnë nëpër të gjithë sipërfaqen. Së fundi, më në fund kontrolloni subjektin nga croarcules, linjat, ose templates IPRI duhet të drejtohen dhe kështu me radhë.
Për të dhënë një specie të pastër dhe të qetë, përdoren lloje të ndryshme të hekurosjes dhe pullave, dhe nganjëherë çekiç është uji me sipërfaqe të ujit, si rezultat i së cilës gunga kauldropoid bounces më të mirë dhe artikulli bëhet më i pastër. Një zbutje e tillë kryhet gjithmonë në fund kur produkti tashmë është ftohur në një kation kafe të kuqe dhe për këtë arsye mban një emër. ftohtë e falsifikuar ose klip.
Pas etiketës, ka gjithmonë të njëjtat fenomene, si dhe kur shuhen, domethënë, metali është bërë shumë dhe më pak dëme, formohet tensioni i brendshëm. Për shkak të lëvizshmërisë së ulët të metalit, me një stallë të fortë, lidhja midis grimcave është e shqetësuar dhe madje ndonjëherë janë marrë të çara të brendshme. Nëse një pjesë e lëmuar e një bar të mbuluar me forcë është e ekspozuar ndaj një acidi të dobët, atëherë figura e formuar drejtpërdrejt tregon në ndryshimin e brendshëm të metaleve. Fillimisht, supozohet se etiketa rrit densitetin absolut të çelikut, megjithatë, eksperimentet e mëtejshme treguan të kundërtën. Për shembull, me vizatim teli, pas kalimit të parë përmes një bordi më të trashë, dendësia e saj u ul nga 7.839 në 7.836; Pas dytë në 7.791, pas e treta në 7.781. Nga rruga, kur bakri me bakër ose argjend, rezultatet merren plotësisht të kundërta.
Meqenëse ndikimi i shpateve është i ngjashëm me shuarjen, pastaj për të dhënë metal fortësinë dhe elasticitetin e dëshiruar, shumë shpesh të drejtuar në afishe. Në prodhimin e produkteve të tilla, të tilla si hapëse, mjete, blades, etj, kjo metodë ka një shërbim të madh, por si për gjëra më të mëdha në të cilat vetëm një sipërfaqe trokitje e kapur në tensionin e brendshëm, kjo metodë, në vend të përdorimit, sjell Produkti vetëm dëm. Prova më e mirë është një shembull për të bërë akset e lokomotivës ose të transportit, qafat e të cilit janë përfunduar me vulosjen. Në mostrën në lakimin e akseve të tilla, shpesh ndodh që kur godet ngarkesa, fundi i saj është hedhur poshtë, vetëm në vendin ku qafa është shtyrë. Megjithëse të gjitha këto tensione të dëmshme mund të shkatërrohen, ose të paktën për të reduktuar pjekjen, por askush nuk mund të garantojë se gjatë vetë shulat janë tashmë të çara që pjekja nuk mund të korrigjohet. Në prodhimin e forgings më komplekse, ku vulosja është përdorur në mënyrë të pashmangshme, është shumë më mirë për të kryer këtë në ngrohje të lartë, veçanërisht pasi që çeliku në një shtet të ndarë përballon vulosjen dhe riprodhon formën e vulës; Për të parandaluar formimin e tensionit, është e nevojshme për ta bërë atë në disa teknika, çdo herë çeliku të nxehtë në temperaturën e duhur.
Pas përpunimit të boshllëqeve nën çekiç, pa përdorur edhe flakët, ka gjithmonë tension të brendshëm që ka ndodhur për shkak të ftohjes së pabarabartë të shtresave koncentrike dhe për shkak të faktit se pjesët e ndryshme duhet të bashkohen temperatura të ndryshme. Sa më i madh diametri i shkarkimit të zbrazët dhe më i mprehtë i tranzicionit nga një formë në tjetrën, ndodh ftohja e pabarabartë dhe do të shfaqen tensione të brendshme. Për të shmangur çarje dhe lakim të produkteve të shkarkuara, ata i djegin ato tani pas falsifikimit në mbeturinat e nxehta. Një thyerje e tillë mund të përfitojë kur gjëja është një formë mjaft e thjeshtë dhe kur është ende e kuqe. Përndryshe, është e nevojshme për të ndërmarrë një produkt shter, domethënë, është e kujdesshme për të ngrohur atë deri në një temperaturë prej rreth 700 °, pastaj, duke kursyer furrë, jepni atë ngadalë të ftohtë për ftohje të plotë.
Mbi të ishte përmendur se emërimi i falsifikimit, me përjashtim të mesazhit të formës së kërkuar, është ende në vulosjen e metalit për shkak të veseve të gjetura brenda boshllëqeve. Bubbles gazit formohen kur solidification çeliku janë vendosur kryesisht jashtë. Shumica e këtyre flluskave, duke pasur një mesazh me atmosferën përreth, oksidizon nën veprimin e gazrave të furrës dhe është e mbuluar brenda shtresës së shkallës, e cila nuk lejon që ata të ngjiten kur boshllëqet nën çekiçin janë të krimin në formën e sucks dhe të shtrirë në formën e flokëve. Trashësia e shtresës së lirshme të sendit të shkarkuar varet nga vlera e flluskave, thellësitë e vendosjes së tyre në bosh dhe nga përpunimi më i madh ose më i vogël nën çekiçin. Prandaj, çdo produkt i shkarkuar, i nënshtruar përfundimit përfundimtar në makinat e kthimit ose të planifikimit, duhet të ketë një stok korrespondues të metalit, për të hequr një shtresë të lirshme.
Për të marrë një sipërfaqe të pastër dhe të lëmuar, është e mjaftueshme për të lënë, për të hequr një shtresë të lirshme, një pikë kthese për sende të vogla. Përveç defekteve nënshkrimin në bosh, ndryshimet e falsifikuara dhe vetitë e vetë metalit. Nëse krahasojmë armiqtë e copave të çelikut, të marra nga të njëjtat boshllëqe para dhe pas aksioneve të saj, atëherë ata përfaqësojnë ndryshim i madh. E para është e madhe kristaline me avionë të shkëlqyeshëm dhe shumë të zhvilluar të kokrrave individuale, e dyta është e hollë, matte dhe sikur shtimi amorf. Kur testoni këto bare, rezulton se elasticiteti dhe rezistenca e qëndrueshme dhe shtrirja e barit të falsifikuar është shumë më tepër.
prandaj për një kohë të gjatë Besohet, madje edhe deri më tani shumë i përmbahen besimit të tillë se falsifikimi, për shkak të presionit të fortë, prodhon një konvergjencë grimcash midis tyre, compression e tyre, dhe kështu vulosjen e vetë metalit, dhe në sajë të vetëm veprimeve të tilla, Çeliku fiton vetitë e tjera. Aplikimi i falsifikimit të një rëndësie të tillë, ata u përpoqën të ekspozonin zbritjen sa më shumë që të ishte e mundur dhe të jepnin një qëndrim më të madh të zonës ndërsektoriale të boshllëkut në zonën e produktit. Megjithatë, kërkimi më i plotë nuk e justifikonte këtë pikëpamje. Së pari, përvoja e ka treguar këtë gravitet specifik Çeliku i falsifikuar më pak se hedhur. Kthehu në vitet '60, N. V. Kalakutsky provoi se përqindja e çelikut të hedhur, në mungesë të veseve, është kufiri i vulës së saj dhe se falsifikimi, rritja e dendësisë gravimetrike të boshllëkut, zvogëlon densitetin e saj absolut. Nga eksperimentet e tij, shohim se pjesa e pjesës së çelikut nga disqet e hedhura është 7.852; Pesha specifike e pjesës së këtij shkarkimi pas ngrohjes atë në dritë të kuqe dhe bankën e të akuzuarve ishte 7.846. Së dyti, përsëritja e ngrohjes dhe patch-it nuk ndikojnë në rritjen e rezistencës dhe viskozitetit. Së treti, kjo ngrohje e thjeshtë Deri në temperaturën e njohur dhe ftohjen e duhur, është e mundur për të arritur të njëjtat rezultate në lidhje me strukturën, për të rritur elasticitetin dhe viskozitetin e metalit. Ky fenomen i fundit u vërejt për herë të parë nga D. K. Chernov dhe botuar në "Z. I. T. obok, 1868
Ky fakt shpjegohet me faktin se çeliku kur nxehet, duke filluar nga një temperaturë, merr një shtet dylli, domethënë, se kokrra individuale zbuten dhe rrinë së bashku në formën e një mase të ashpër të pakompresueshme. Nëse bëhemi ftohur këtë masë, atëherë grimcat grumbullohen përsëri në kokrra ose kristale individuale dhe ky grupim vazhdon derisa çeliku të ftohtë deri në një temperaturë të caktuar prej rreth 700 °, më poshtë se cila kristalizim nuk mund të kryhet më. Çeliku më i nxehtë, që është, më i zbutur, dhe më i ngadalshëm dhe më i qetë është ftohur, aq më shumë liri dhe kohë ka pasur grimca për këtë grupim. Nëse, gjatë kësaj ftohjeje, le të grumbullohen lirisht grimcave në kokrra individuale me goditje të çekiçit ose rrotullimit, ose me ftohje të shpejtë, ne nuk do të japim kohë për një grup të ngjashëm, ose më në fund, nëse çeliku është ndezur vetëm në një temperaturë Dhe le të ftohtë të ftohtë nga kjo temperaturë nën të cilën kristalizimi është i pamundur, në të gjitha këto raste marrim më shumë ose më pak të gjobë. Nëse ndaloni falsifikimin në temperatura mbi 700 °, grupimi i grimcave është përsëri i mundshëm dhe struktura e çelikut do të varet nga kjo temperatura. Nëse, më në fund, ne ngrohim bosh në një temperaturë shumë të lartë dhe lejojmë një bosh për të ftohur për disa kohë pa falsifikim, atëherë kristalizimi mund të marrë dimensione të tilla që çeliku humbet vetitë e perdes dhe quhet çeliku i mbingarkuar.
Duhet të theksohet se këto studime të mrekullueshme janë bërë nga G. Chernov në vitet 1860, dhe se ata shërbyen si një pikë burimi për të gjitha kërkimet e mëtejshme dhe teoritë aktuale të çelikut. Kështu, për ndryshimin e strukturës në të cilën varet viskoziteti dhe forca e çelikut, ajo ka ndikim kryesisht shkallën e kushteve të ngrohjes dhe ftohjes. Formëzimi pengon kristalizimin dhe kompakton flavors në një bosh. Për suksesin e falsifikimit, duhet të përpiqeni të leni shpejt, në mënyrë që të mos lini disa vende të zbrazëta për një kohë të gjatë pa rrahje të çekiçit. Prandaj, kur crimped dhe tërhequr boobs të mëdha, është më mirë të jesh i kënaqur me një shkallë më të ulët të frittle dhe të përpunojnë ato në disa teknika, duke kaluar çekiçin duke defekt çdo herë të gjithë pjesën e nxehtë. Përveç kësaj, është e pamundur të lejosh një bosh, të nxehtë në temperaturë të lartë, duke pritur për një të gjatë falsifikim ose ftohur në sobë. Me ato kushtet e favorshme Kristalizimi kryhet shumë shpejt dhe banorët merr vetitë e çelikut të mbingarkuar. Është më mirë atëherë për të dhënë një bosh për të ftohur me qetësi, është ndezur përsëri në temperaturën e duhur dhe pastaj për të vrarë.
Kur përpunimi i boobs çeliku është shumë i rëndësishëm, si nga ana ekonomike dhe në krahasim me ndikimin e falsifikimit në cilësinë e produktit, fuqinë e çekiçit, që është, raporti i peshës së pjesës së rrahjes në peshën e bojler trajtuar. Nëse marrim peshën e Baba g dhe peshën e pivot G, atëherë raporti përgjithësisht i pranuar G / G \u003d 2 vjen në 1. Megjithatë, ky raport është shumë i kushtëzuar dhe varet nga shumë arsye, kryesisht nga forma e Produkt, falsifikim, çelik klasës, duke lejuar ngrohje pak a shumë të fortë dhe, së fundi, nga pajisjet që janë në dispozicion gjatë çekiçit. Për të copëtuar ose për prodhimin e boshteve cilindrike, raporti g / g \u003d 1 mund të lejohet vetëm në raste ekstreme; Në përgjithësi, për suksesin e veprimit të kapacitetit 2. Pra, për shembull, nën çekiçin 5 ton, është e mundur që lirisht të kthehet tubi i armëve nga boshllëqet në 3 ton, por për prodhimin e së njëjtës peshë të Crynshaft, ju duhet të përdorni të paktën 15-ton çekan. Çeki i vështirë në krahasim me peshën e boshllëqeve, falsifikimi më energjik dhe dende presioni i shtresave të brendshme transmetohet. Gabimet e dobëta transmetohen vetëm me shtresa sipërfaqësore, të cilat prandaj janë kompakt dhe më shumë shkarkime të brendshme dhe të shkarkuara në këto kushte ka skajet konkave (Fig. 25). Ky lloj fenomenesh vjen më shpesh në falsifikim të dyfishtë të mëdha. Prandaj, për falsifikim të tyre të suksesshëm, është e nevojshme që të ketë madhësi të mëdha të çekiçit ose të përdorimit të ngrohjes së shpeshtë.
Aktualisht, shtyn hidraulike, të quajtur hammers ose zotimet e shtypit, filluan të aplikojnë pods hidraulike. Duke lënë mënjanë përshkrimin e pajisjes dhe veprimin e sistemeve të ndryshme të zmadhimit, përfaqësuesi i të cilit është falsifikimi i tortës, ne jemi të krahasueshëm vetëm me veprimin e çekiçit të avullit dhe bredh në bosh. Goditja e menjëhershme e çekiçit, me një të madhe në fillim të një force të gjallë dhe me një humbje të plotë në fund të veprimit të tij, duke u përhapur përgjatë aeroplanit të sipërm të boshllëqeve, kalon nga reagimi dhe më i ulët, në kontakt me anvil; Shtresat e ndërmjetme, duke kryer vetëm një raport veshje, lëvizin, dhe në të njëjtën kohë ata janë shumë më të vogla. Në momentin e kontaktimit të Booleans me një bosh, rritja e saj nga 0 në 3 ton presion transmeton atë, në të gjitha kohërat e ngutshme, në mënyrë të barabartë për të gjitha shtresat e metaleve. Përhapja e shtresave të jashtme të metalit, në aeroplan normal në drejtimin e presionit, parandalon fërkimet në lidhje me sipërfaqen e urave, dhe si rezultat, gjatë presionit të ZOM-it, grimcat e shtresave të brendshme kryesisht lëvizin, të cilat janë më të jashtme, domethënë, qumështi i kundërt prodhon. Kjo, megjithatë, mund të eliminohet nga përdorimi i shëllirësit më të ngushtë. Supozimi O. cilësitë më të mira Metal zbuluar nën gome se nën çekiç nuk është ende e justifikuar, sidomos pasi që cilësia e metalit të dendur varet, kryesisht në temperaturën e ngrohjes të boshllëqeve, në temperaturë në të cilën është ndalur falsifikimi dhe në kushtet nën të cilat ftohur. Ajo ka një avantazh të madh mbi një çekiç në ekonomikisht, pasi ajo përshpejton falsifikimin disa herë në krahasim me çekanin. Megjithatë, duhet të theksohet se fuqia e Zhoma është e pamundur të abuzohet. Një shtytje shumë e madhe e bën menjëherë në sipërfaqen e palosjeve dhe fluksit të metalit, dhe me ngrohje të pamjaftueshme, deponitë dhe çarjet në thelbin e boshllëqeve janë të mundshme. Në mënyrë të ngjashme, si me një falsifikim nën çekiç, është më mirë të jesh i kënaqur me këtu dhe këtu në pirgje të vogla dhe të përpiqesh të kalosh nëpër tërë pjesën e nxehtë të boshllëqeve. Nëse rubineti, dmth, falsifikimi në një temperaturë relativisht të ulët nën çekiçin, ka një efekt të keq në cilësinë e metalit, për shkak të formimit të tensioneve të brendshme, atëherë nuk duhet të lejohet të ngrohë shtresat qendrore të boshllëqeve Të jetë e mundur me formimin e tensioneve të brendshme. Ne i nënshtrohemi punës më të madhe në presionin e shtyllës. Humbja ose mbeturinat e metalit, për shkak të formimit të shkallës, varet nga shkalla dhe kohëzgjatja e ngrohjes, nga madhësia e shkarkimit dhe në numrin e ngrohjes së përsëritur. Për ngrohjen e parë, në varësi të diametrit, Avgar është nga 1 në 3%, për çdo ngrohje të mëvonshme, xhuxh po humbet rreth 1% sipas peshës.
Në zemër të të gjithë arsyetimit në të cilin thikë është më e mirë - nga çeliku i punuar ose nga një rrotullim, ekziston një stereotip i qëndrueshëm që çeliku po përmirësohet kur falsifikohet, dhe kur të rrokulliset, duhet të jetë i prishur ose të paktën nuk është duke u përmirësuar. Ndonjëherë ju gjithashtu mund të dëgjoni frazat "çeliku të vulosura" ose "thikë të vulosur", e cila është e bashkangjitur në një hije jashtëzakonisht negative dhe perceptuar, si diçka me vetëdije të dobët, më e keqja, në vend se kaq fisnike - "thikë e punuar".
Është e nevojshme për të bërë qartësi se në fakt çeliku i vulosur në vetvete nuk ekziston veçmas nga një produkt i caktuar i marrë nga metoda e vulosjes, dhe thikat vetëm metoda e vulosjes nuk prodhojnë fare. Vulosja është procesi i formimit të materialeve me anë të presionit me një vulë me një formë të caktuar. Por kjo nuk vlen për blades e thikave, sepse teknologjikisht nuk ka nevojë - nuk ka asgjë për të vulosur. Ne nuk përmendim Cuiskens kineze të intersected, pasi shumica e tyre janë ende shumë të vështira për të thirrur thika të plota.
Nëse e përgjithësojmë, është thika e thikës që, me formën dhe dimensionet e saj karakteristike, mund të merret në dy mënyra:
1. DOLDING VOLUMETRIC HOT Kishte pothuajse çdo formë nga pjesa e punës, domethënë metoda e falsifikimit, dhe kryesisht manuale - çekiç në Anvil. Kjo nënkupton rastet e prodhimit të vetëm të blades, kur farkëtarët me çekiçin dhe formën manuale të tehut të madhësisë dhe konfigurimit të dëshiruar po punojnë për secilën prej tyre.
2. Prerje. Duke filluar nga një burrë me një sharrë metalike, duke përfunduar me një makinë lazer me kontroll të softuerit. Ajo kryhet duke prerë nga pjesët e punës me një formë të sheshtë qëllimisht, e cila nga ana e tij mund të merret nga rrokulliset ose falsifikimi. Dhe gjëja më interesante është se sot pothuajse çdo bosh i falsifikuar për tehun e ardhshëm është bërë duke falsifikuar nga barin e çelikut, e cila nga ana e tij është marrë përsëri me metodën e rrotullimit.
Pra, çfarë është çeliku i punuar Dhe si ndryshon nga jo të falsifikuara, nëse ende është marrë fillimisht nga rrotullimi?
Është e qartë se ne nuk jemi të interesuar vetëm për ndryshimin teknologjik, por ndryshimi është efektiv, në fakt sesa i ashtuquajturi "thikë e punuar" thikë më e mirë nga çeliku kodrina? Në fund të fundit, nuk është për asgjë që ju mund të dëgjoni nga shumë prodhues që thikat e tyre të falsifikuara, dhe për këtë arsye me vetëdije. Pa ndonjë shpjegim dhe dëshmi. Dhe shumica dërrmuese e blerësve potencialë janë të korruptuar me slogane të ngjashme, nga rruga, si dhe fjala "bulat". Prodhuesit janë të vetëdijshëm dhe gëzojnë situatën, domethënë, mungesa e një kuptimi të proceseve që ndodhin me çelik gjatë prodhimit.
Për të kuptuar gjithë këtë konfuzion, është e rëndësishme të caktoni pikën kryesore: çështja e terminologjisë është vendimtare. Pa vendosur me kushtet, është e vështirë të bien dakord për diçka dhe të vihet në raftet. Mashtrim me fjalët "e thjeshtë, buqetë, pluhur, falsifikuar, kodrina" dhe kombinimet e tyre mund të mashtrojnë një person për një kohë të pacaktuar. Këto janë frazat që operojnë prodhuesit komercialisht të avancuar, thelbi i origjinës së çelikut që ata nuk reflektojnë, dhe ata nuk thonë asgjë për pronat e çdo thikë të veçantë.
Prandaj, është e nevojshme të ndahen qartë konceptet: ajo që është një thikë e falsifikuar dhe thikë nuk është e falsifikuar.
Thikë, Më saktësisht, një teh i punuar është kur workpiece çeliku, pa marrë parasysh se çfarë forme, konturet dhe gjeometria e tehut është montuar manualisht, shufra është tërhequr, zbritjet e ardhshme janë tërhequr.
Kjo metodë përdoret vetëm në kushtet e prodhimit të thika të vetme nga një mjeshtër ose disa grupesh mjeshtri. Sa i përket përshtatshmërisë metoda është e justifikuar në rastet:
1. Nëse faturimi fillestar nuk është bërë një formë mjaft e përshtatshme. Për shembull, nga një raund me një nuk mund të marrë një thikë prerës.
2. Formëzimi i tehut në një madhësi të pastër si një mënyrë për të shpëtuar materialin. Kjo bashkon të dy blacksmen antik të cilët e njihnin çmimin e vërtetë të lëndëve të para për prodhimin e armëve dhe mjeteve, dhe mjeshtrave moderne, duke peshuar blades e rripit të çelikut të blera të shtrenjta, thjesht për shkak të prerjes së panevojshme dhe të hedhin larg - me shpejtësi.
3. Kur bëhet deformimi i përforcuar për të ndikuar disa komponentë të strukturave të çelikut. Në veçanti, nëse detyra është për të shtypur disi grupet e dendura të karbideve në çeliqet me përmbajtjen e tyre të lartë dhe shpërndarjen e pabarabartë.
Nga rruga, kjo qasje e fazave të ngurta është thelbësisht karakteristike në përgjithësi për prodhimin e çeliqeve me përmbajtjen fillestare të lartë të karbideve të mëdha dhe grupeve të tyre - me shpejtësi të lartë, disa çeliku të vulosura (për të mos ngatërruar fjalët "vulosje" dhe " vulosur ")
Pas prodhimit të drejtpërdrejtë, ka shkrirëse, në formën e saj më primare, këto çeliku përmbajnë një grindje kaq të madhe të karbideve që ata i nënshtrohen rrotullimit dhe falsifikimit, domethënë deformimi i fortë, derisa karbidet të shtypen në një madhësi të caktuar. Fenomeni quhet inhomogjenitet karabit dhe ka disa diploma të përcaktuara qartë.
Përndryshe, për shembull, çeliku me prerje të shpejtë me përfshirje të pamjaftueshme të karbideve konsiderohet i dëmtuar. Meqë përfshirjet e mëdha të karabit janë shumë të ngurta dhe të brishta, dhëmbët e dhëmbëve, hapësit ose stërvitjet, në skajin e prerjes nga të cilat gëzohen një fragment i tillë i padëshiruar, është i dënuar me ngjyrosjen e pashmangshme.
Nëse paraqitni një analogji me një thikë, prerja e së cilës është gjeometrikisht e ndryshme nga prerja e prerjes, si një jaht nga akullthebreaker, pastaj për një rk të hollë dhe akute të thikës, prania e të ngurta, të ngurta dhe Elementet e brishta në strukturë janë edhe më të vendosura.
Kjo është fjala për të ashtuquajturat "bulbs", si historike dhe të modës së re, në të cilën shkalla e inhomogjenitetit të karabit është aq e lartë sa akumulimet e trasha të karbideve në formën e modeleve të ndryshme mund të shihen lehtësisht me një sy të zhveshur në një distancë të një dore të zgjatur.
Dhe kjo është një kundërpeshë pa model me çeliku modern me shpejtësi të lartë, si pjesë e të cilave përmbajtja e karbideve superterald të metaleve të zjarrtë është shumë e madhe, por ato kanë minimumin madhësia e mundshme dhe shpërndarja maksimale, e cila lejon çelësi të tilla për të demonstruar rezultate të mëdha për të mbajtur mprehtësinë e buzës së prerjes.
Çeliku i falsifikuarNë një kompleks me cikle të tjera të trajtimit të ngrohjes, që synojnë krijimin e strukturës së nevojshme është një metodë që ju lejon të merrni cilësinë e thikës, të ndryshme nga cilësitë e natyrshme në shumicën dërrmuese të thikave të tjera nga çeliku i njëjtë, por në lumë në të cilën aplikohen mënyrat standarde.
Për përdoruesit e papërvojë, ndryshimi në koston midis thika të tilla shpesh mbivendoset ndryshimi në avantazhet reale. Prandaj, në kushtet e thikave të shumta, dora e falsifikimit të blades dhe përdorimi i mënyrave të veçanta të trajtimit të ngrohjes janë të paarsyeshme nga pikëpamja e ekonomisë së ndërmarrjeve që prodhojnë thika në sasi të mëdha.
Të gjithë të ashtuquajturat "thika hekuri" në kushtet e prodhimit modern të rrjedhës është kur falsifikimi i falsifikimit në pneumomole është marrë nga një rrip nga e cila atëherë blades janë prerë me një mulli. Pas kësaj, si rregull, forcimi duhet menjëherë, domethënë për çdo trajtim të ngrohjes paraprake, që synon përgatitjen e strukturës për shuarjen, duke eliminuar streset strukturore pas falsifikimit, si dhe një rënie në grurin metalik, fjalimi nuk shkon .
Prandaj, nuk është aspak fakti që këto blades do të jenë më të mira se të njëjta të gdhendura nga shirita, të mbështjellë dhe të pjekur në fabrikën metalurgjike, duke anashkaluar vendosjen e rreshtit në aeroplanët nga Kuznets, kualifikimet e të cilëve gjithmonë mbeten një mister për të bleresi. Dhe edhe pse në katalogët e shumë prodhuesit vendas Sot ju mund të përmbushni modelet e thikave me gjurmë, thonë ata, "falsifikim manual", nuk ndajnë - nga fakti se në pllakën e prerjes paraprake për lehtësimin e trokitur pak për një çift të ngrohjes budalla, çeliku është më i mirë, Mjerisht, duke mos u bërë.
Dhe pastaj po bypin më së shumti pyetje të rëndësishme : Atëherë nga ajo që çeliku bëhet më mirë?
Përgjigja është e thjeshtë: çeliku bëhet më i mirë nga përdorimi i objektivit të ndërgjegjshëm dhe trajtimit të ngrohjes me cilësi të lartë. Dhe është e nevojshme për të kuptuar se trajtimi i ngrohjes me cilësi të lartë nuk është vetëm një forcim i mirë i tehut, por të gjithë gamën e aktiviteteve që lidhen me efektet e temperaturës në çelik, duke përfshirë ato që lidhen me deformimin e nxehtë të çelikut.
Për më tepër, pa një ndryshim të madh kryesor, ajo ishte nën ndikimin e ngarkesës dinamike, që është, me goditje çekiç, ose nën një efekt të duhur - me kodrina në mulli. Prandaj, një përpjekje nga prodhuesi me fjalë për të lëshuar thikë thika "të punuar" si një më të mirë se rrotullimi, ai duhet të jetë subjekt i skepticizmit të shëndoshë dhe thirrjen e pyetjeve kundër një kërkese për të përshkruar sekuencën teknologjike të prodhimit të këtyre thikave të shtrydhura.
Megjithatë, në jetën midis dy metodave të deformimit të nxehtë, falsifikimit dhe rrotullimit, ndryshimi është ende atje. Dhe shumë shpesh ndikon seriozisht cilësinë e çelikut që përpunohet, dhe për këtë arsye në cilësinë e produktit përfundimtar.
Vazhdon....







