Saldimi është sot procesi i kërkuar si në punën e mjeshtrave profesionale dhe detyrat e shtëpisë. Me të, ju mund të riparoni produktet metalike, si dhe, nëse është e nevojshme, të krijoni ato të reja. Në mënyrë që cilësia e seams të denjë, përvoja minimale e punës me të aparatet e saldimit. Jo roli i fundit luhet harxhuese të përzgjedhura në mënyrë korrekte.
Prandaj, shumë welders rishtar janë të interesuar në çështjen e të cilave elektroda për të zgjedhur për të marrë këtë proces duhet të jenë përgjegjës. Këshilla të mjeshtrave me përvojë do të ndihmojnë për të kuptuar ndryshimin midis materialit të përfaqësuar dhe marr opsion optimal Për çdo lloj pune.
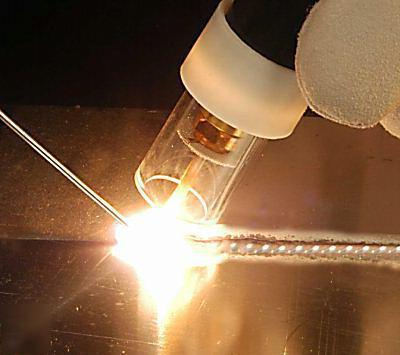
Para se të zgjidhni elektrodat për ju duhet të njiheni me tiparet e këtij procesi. Ai përfshin përdorimin e pajisjeve të veçanta. Inverter është një makinë saldimi që përdor metodën e shkrirjes nën veprimin e saldimit të ARC.
Avantazhet e pajisjeve të tilla në krahasim me varietetet e transformatorit janë vlerësuar prej kohësh nga mjeshtrat profesionale. Inverters sot aplikohen shumë më tepër se llojet e tjera të pajisjeve. Kjo është për shkak të treguesve të tyre të qëndrueshëm të saldimit. Ajo rezulton shumë e qëndrueshme dhe me cilësi të lartë.
Një njësi inverter i pajisur me një ndreqës është i aftë të formojë një tension të vazhdueshëm dhe të ndryshueshëm të tanishëm kur të aktivizohet. Nëse nuk ka filtër rrjeti, vetëm një tension i vazhdueshëm merret në prodhim. Kjo veçori duhet të merret parasysh gjatë kryerjes së punës.
Aplikimi i inverterit në punën e tij, ju duhet të njiheni me skemën e veprimit. Shpenzimet kryesore të kësaj pajisjeje janë elektroda. Ato bëhen në formën e një shufre metalike, përmes së cilës rryma është e përshtatshme për sipërfaqen e punës. Studimi i niveleve të cilat janë më të mira për inverter duhet të thellohen në funksionimin e pajisjes dhe procesit.
Kur vepron inverter, pajisjet e tjera janë të përfshira. Këto përfshijnë sistemin e kontrollit, (ose ndreqës), transformatorin dhe konvertimin e frekuencës. Kjo lejon që pajisja të punojë me materiale të ndryshme. Edhe i njëjti rast i instalimit përfshin aplikimin markave të ndryshme Elektroda kur saldimi materiale të ndryshme. Prandaj, zgjedhja e tyre duhet t'i kushtohet vëmendje e veçantë.
Duke studiuar pyetjen se cilat elektroda janë më të mira për të zgjedhur një inverter për saldim, duhet të njiheni me pajisjen e këtij materiali të harxhuar. Siç u përmend më lart, aplikohet i njëjti model i pajisjes kushtet e ndryshme. Prandaj, elektrodat duhet të zgjidhen sipas rrjedhës së punës.

Prodhimi modern Pjesa mbizotëruese e produkteve të saj prodhon në formën e konsumit për inverterin. Ky mjet është bërë prej tela metalike. Ky shufër me ndihmën e shtypit përpunohet nga një shtresë e veshjes së veçantë. Është projektuar për të siguruar stabilitetin e djegies, si dhe për të mbrojtur dushin e ngjitur nga ekspozimi ajror atmosferik. Materialet për prodhimin e produkteve të ngjashme aplikojnë një shumëllojshmëri të. Standardet e prodhimit të elektrodave rregullohen me GOST 2246, të miratuara në vitin 1970.
Zgjidhja e mënyrës dhe asaj se cilat elektroda për të zgjedhur për inverter saldimi, është e nevojshme t'i referohemi gostit të mësipërm. Ai thotë se ka tre lloje furnizimI përshtatshëm për një punë të tillë. Elektrodat mund të jenë karboni, doped dhe të zhveshur. Ata janë bërë nga specie të ndryshme Tela.

Të sapoardhurit, duke shkuar për të prodhuar saldim inverter në shtëpi, nuk është aspak i nevojshëm për të gërmuar në varietete të tilla. Duhet të theksohet vetëm që të gjitha elektrodat ndahen në dy grupe të mëdha. Kategoria e parë përfshin materialet e destinuara për strukturat përgjegjëse, dhe për të dytin - për të zakonshëm.
Nëse saldimi nuk merr pjesë në procesin e krijimit të transportuesve strukturat metalikePër të cilën do të ofrohet presion i rëndësishëm, duhet të jepni përparësi për varietetet e thjeshta të produkteve. Kur përdorni inverterin në nevojat ekonomike të kësaj do të jetë mjaft mjaft.

Lloji i parë i elektrodave nuk shkaktojnë probleme në procesin e punës. Ata ndezen lehtësisht, pa kërkuar para-kalcinim. Për një saldator fillestar Ano është alternativa më e mirë. MR-3 konsiderohet konsumues universal. Kjo lejon saldim edhe në një ndryshk, shtresë të kontaminuar, si dhe në kushte të lagura.
Duke studiuar se cilat elektroda për të zgjedhur për inverter saldim, për varietetet e përgjegjshme të strukturave është e nevojshme të zgjidhni markat e tilla si MR-3C, si dhe WNI-13/55. Ato lidhen me grupin e konsumit të përdorur për të krijuar struktura përgjegjëse.
Me kërkesat e rritura për cilësinë e shtresës së përfunduar, është më mirë të preferoni në markën MR-3C. Elektroda të tilla përdoren në përpunimin e metalit nga një rrymë konstante, alternative e polaritetit të kundërt.
Për vepra shumë të përgjegjshme kur saldimi strukturat e transportuesit Duhet të zgjidhen harxhuese të WONI. Megjithatë, ata mund të punojnë vetëm mjeshtër profesional. Për fillestar, natyra kapriçioze e një elektrode të tillë nuk do të ketë për dhëmbë. Por, duke mësuar të kthehet nga Woni, ju mund të krijoni seams më të qëndrueshme me densitet të lartë (dhe madje edhe në temperatura të ulëta).
Duke studiuar se cilat elektroda për të zgjedhur për inverter saldimi, ju duhet t'i kushtoni vëmendje llojit të materialit të punës. Për çdo metal, varietetet e tyre të shufrave të saldimit janë të dizajnuara.

Për gizën e hedhur, është e nevojshme të jepet preferencë për një elektrodë Orc-2. Prodhimi i tyre rregullon GOST 9466 nga viti 1975. Nëse është e nevojshme për të kryer punën me produkte më të mira të blerjes së ANO-4 me Rutile shtresë e lartë ose Ano-6, të cilat kanë një lloj kleni të veshjes.
Çeliku konvencional i karbonit kërkon përdorimin e elektrodave të OGSC-4, MR-3C, MR-3, WONI13 / 45, ANO-21, etj çelik inox dhe çeliku të lartë aliazh duhet të përdorin harxhuese me saldim inverter nën markën e TSL-11.
Ekzaminuar se çfarë më të mirë për të zgjedhur elektrodat për të saldim Inverter, Vlen të thuhet disa fjalë për veçoritë e blerjes së tyre. Para së gjithash, është e nevojshme t'i kushtohet vëmendje përbërjes së veshjes së aplikuar për produktin. Ky informacion mund të gjendet në udhëzimet për përdorim. Kjo do të bëjë të mundur zgjedhjen e llojit të dëshiruar në përputhje me llojin e materialit.

Gjithashtu nuk është e nevojshme të blini produkte që nuk kanë certifikata të përshtatshme të cilësisë. Mund të jetë e pasigurt. Cilësia e seams kur përdorimi i materialeve të dyshimta mund të jetë shumë i ndryshëm nga rezultati i dëshiruar. Prandaj, procesi i zgjedhjes dhe blerjes duhet të konsiderohet me përgjegjësi.
Duke konsideruar se cilat elektroda për të zgjedhur për inverter saldim, madje edhe një mjeshtër rishtar do të jetë në gjendje të fitojë varietetin e duhur. Puna do të kalojë shpejt dhe me siguri. Rezultati do të jetë mirë edhe në fillestar.
Jo të gjithë welders rishtar e dinë se elektrodat e saldimit janë më shumë se 200 lloje, nga të cilat rreth njëqind lloje përdoren në saldim manual. Ju nuk keni nevojë të dini gjithçka, por ju duhet të merrni informacion në lidhje me disa nga informacionet më të njohura dhe të përdorura shpesh. Pra, le të kthehemi në zgjedhjen e elektrodave për manual saldim ARC.
Elektrodi është një tel, i cili anashkalohet me një përbërje të veçantë të quajtur veshja. Në procesin e saldimit tela (core) shkrihet nën veprim rryme elektrike Fuqia e lartë që plotëson hapësirën midis produkteve metalike ngjitur. Ai gjithashtu shkrihet i sëmurë, i cili në procesin e djegies ndan gazin. Kjo e fundit mbështjell zonën e saldimit, duke mos dhënë oksigjen për të depërtuar brenda.
Qëllimi i dytë i veshjes është mbrojtja e vetë shtresës së ngjitur. Në procesin e shkrirjes së pjesës materiale të ndyra Ajo bëhet e lëngët dhe mbulon shtresën e saldimit. Ky film i hollë e mbron atë nga efektet negative të oksigjenit. Pse kjo mbrojtje është e nevojshme.
Aktualisht zbatohen katër lloje të veshjes.
Ka lloje të përziera, për shembull, ar - Sour-Rutile, RB - Rutilo-Basic, RZH - Rutile përzier me pluhur hekuri dhe RC - Rutile-celulozë.
Më shpesh për saldim manual të përmbyset, janë përdorur elektrodat e saldimit me shtresë bazë ose rutile. Kategoria e parë përfshin elektrodat e markës WONI. Ata zakonisht përdoren në rastet kur ju duhet të merrni shtresë saldimi cilesi e larte. Kjo është, shtresa duhet të përmbushë forcë të lartë, viskozitet shoku dhe plasticitet të lartë. Në të njëjtën kohë, seams e elektrodë West Weld sigurojnë që çarje kristaline nuk do të formohen brenda saldimit, plus elektrodat e këtij lloji nuk janë të ndjeshëm ndaj plakjes. Prandaj, ekspertët rekomandojnë t'i zbatojnë ato në saldim strukturat përgjegjëse që do të operohen në mjedise të ashpra.

Woni dhe të tyre anët negative. Lagështi në elektroda, ndryshk në fund të tela, vaj ose njollat \u200b\u200be yndyrës në shtresë, ndryshk në të lidhur produkte metalike - E gjithë kjo është një garanci për pamjen brenda shtresës së saldimit të mbytet, të cilat zvogëlojnë cilësinë e tij. Përveç kësaj, është e mundur të punohet me këto elektroda vetëm në një rrymë të vazhdueshme me polaritet të kundërt.
Materialet e saldimit të veshjes rutile përdoren kryesisht për të lidhur detajet nga çeliku të ulët të karbonit. Përfaqësuesi i tyre i ndritshëm është MRM. Këtu karakteristika pozitive Kjo kategori.
Kur pyetja ka të bëjë me të sapoardhurit, si të zgjidhni elektrodën për të zgjedhur elektrodën për saldim, opsioni është optimal për të - kjo është një markë MRM.
Mbulesa rutile përfshijnë pulla të ano. Ato përdoren për të kombinuar produktet e çelikut të karbonit, për shembull, për tubacionet e saldimit. Të gjitha karakteristikat e tjera janë pikërisht të njëjta si z.

Pse welders me përvojë nuk duan të përdorin elektroda me shtresë rutile? Së pari, ata i quajnë ato zjarret bengalisht. Së dyti, është saldim i butë dhe i shpejtë, dhe për ngrohje të mirë të ngrohtë, nevojitet saldim i ngadalshëm. Prandaj, profesionistët janë negativë për ta, dhe për fillestarët - kjo është vetëm e drejtë.
Disa parametra të tjerë që përcaktojnë zgjedhjen e elektrodave për saldim. Një nga treguesit më të rëndësishëm është polarizimi i lidhjes, dhe, në përputhje me rrethanat, rryma e tanishme.
Nëse një inverter përdoret për saldim, atëherë është e nevojshme të kuptohet se ai jep një rrymë të vazhdueshme. Prandaj, lidhja e elektrodës së saldimit mund të bëhet në dy skema.
Cila është veçoria e secilës skemë të lidhjes. E gjitha varet nga forca e trajnerit të metaleve. Me polaritet të drejtpërdrejtë, produktet metalike të salduara janë shumë të nxehta. Me polaritet të kundërt, temperatura e ngrohjes nuk është aq e lartë. Pra, kur ju duhet të gatuani dy fletë metalike Trashësia e vogël, është më mirë të përdorësh polaritetin e kundërt, i cili do të mbrojë kundër barrës. Përveç kësaj, polariteti i kundërt përdoret kur produktet nga çeliqet e aliazhit të lartë janë ngjitur. Ata janë të ndjeshëm ndaj temperaturave të larta.
Ka tre tregues të tjerë për të cilët ju duhet të kushtoni vëmendje.
Diametri i elektrodës duhet të shoqërohet me trashësinë e pjesëve të salduara. Kjo është, këto dy parametra janë të ndërlidhur. Këtu janë disa raporte.
Zgjidhni elektrodën në diametër është i rëndësishëm. Gjë është se sa më shumë tregues, më keq dendësia e shtresës, kur merr parasysh marrëdhëniet në tabelë. Përveç kësaj, përzgjedhja e gabuar çon në paqëndrueshmërinë e harkut të saldimit, përkeqësimit të krahinës, duke rritur gjerësinë e vetë shtresës.
Një varësi tjetër e diametrit të elektrodës së saldimit. Në këtë rast, forca aktuale.
Rezulton se tre parametra: forca e tanishme, trashësia e metaleve të salduara dhe diametrat e elektrodave janë të ndërlidhura. Prandaj, duke iu përgjigjur pyetjes së të cilave elektrodat për të zgjedhur, është e nevojshme të merret parasysh kjo marrëdhënie. Vërtetë, vërejmë se rryma e rrymës në secilën kategori mund të ndryshojë pak nga ato të paraqitura në tabelë. Elektrodat e z. Me një diametër prej 2 mm mund të gatohen dhe në një rrymë në 40 A. Woni në 30 A. Prandaj, sigurohuni që të zgjidhni elektrodat, lexoni karakteristikat e tyre që përcaktohen nga prodhuesi në paketimin e materialit saldim .
Nuk është gjithmonë e lehtë të zgjidhni materialet e saldimit nën metalet e nevojshme, sepse vetëm çeliku, çelik inox, gize ose lule mund të përcaktohen në sy. Është e qartë se strukturat e çelikutKur përdoren elektrodat e përshkruara më sipër, në të gjitha rastet e tjera përdoren produkte të veçanta saldimi: për gize, për çelik inox, për alumin dhe kështu me radhë.
Sa për produktet e çelikut, ka disa vështirësi që varen nga përkufizimi i llojit të çelikut. Por nëse e kuptoni me këtë, atëherë pyetja është se si të zgjidhni elektrodat në mënyrë korrekte, do të jetë më e lehtë për t'u përgjigjur.
Cilësia e shtresës do të ndikojë në stabilitetin e djegies së harkut. Prandaj, elektroda e zgjedhur nga ju duhet të korrespondojë me llojin e rrjetit të përdorur. Për materialet e saldimit me shtresën kryesore, kërkohet vetëm rryma e përhershme, dhe ndryshueshme, ndryshueshme mund të përdoret për lloje të tjera. Në elektroda me veshje me rutile, celulozë dhe acid, të cilat punojnë nga transformatorët e saldimit, domethënë në rrymën alternative, ARC djeg stabile. Pra, qepja është marrë cilësi.

Sa për drejtimin e saldimit, elektrodat me veshjen e celulozës janë zier vertikalisht në pozicionin e poshtëm. Për shkak se këto elektroda janë shllak mjaft të trashë dhe plus tela metalike është transferuar në shtresë me pika të vogla, e cila ju lejon të mbushni në mënyrë të barabartë të përbashkët midis pjesëve metalike. Në këtë drejtim, dasma e dasmës ka shtresën e saldimit në elektroda me shtresën kryesore.
Kur ka një pyetje të saldimit të produkteve me mure me mure, teknologjia përcakton shumë shtresa të shtresës së aplikuar. Prandaj, një parametër i tillë, si një ndarje e mirë e shllakut, bëhet e rëndësishme kur zgjedhni elektroda. Në këtë drejtim, elektrodat me veshjen kryesore përsëri humbasin. Këtu ne shtojmë se produktet e saldimit të këtij lloji kërkojnë një pastërti të caktuar të metaleve të ngjitura.
Zgjidhni materialin e saldimit në të gjitha parametrat nuk është e lehtë. Do të duhet të marrë parasysh shumë nuanca, prandaj rekomandohet që të merren armët e tabelave të vendosura më lart, si dhe informacionin që nënkupton qëllimin e vetë elektrodave.
Ky është një artikull nga një seri mësimesh Express Express.
Temat e mësimit: cili diametër i elektrodës është i nevojshëm për një trashësi specifike të metalit; Çfarë saldimi aktual për të ekspozuar për çdo rast; Cila është polariteti i saldimit.
|
|
Salder inxhinier
Evgeny evsin |

Zgjedhja e një elektrode duhet t'i kushtojë vëmendje përbërjes së bërthamës, e cila duhet të jetë e ngjashme me metalin e ngjitur. Pra, ka elektroda të veçanta për karbon, çelik të aliazhit, aliazh të lartë, elektroda për të punuar me çelik inox, çeliku rezistent ndaj nxehtësisë, për të punuar me alumini ose gize. 
Ka shumë metale dhe lidhjeve të tyre, ne nuk do të flasim për secilin, por ne do të përqendrohemi në ato elektroda që mund të jenë të nevojshme në jetën e përditshme. Kryesisht për detyrat e shtëpisë, përdoret çeliku strukturor i një trashësi të vogël. Këtu për të do të përpiqemi të zgjedhim elektrodat. Por para disa fjalëve në lidhje me shtresën e elektrodave. 4 lloje të veshjeve dallohen: kryesore, rutile, kosi dhe celuloza. Secili prej tyre zbatohet për të zgjidhur detyrat e tyre. 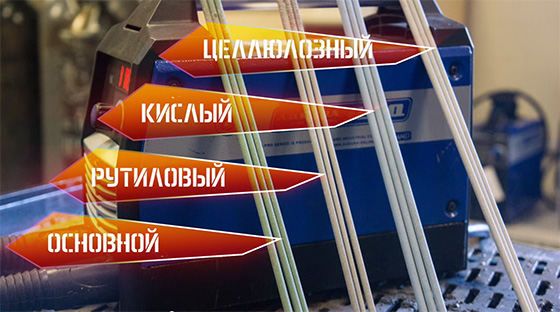
Veshje kryesore dhe celuloze përdoret për saldim ekskluzivisht në rrymën e vazhdueshme. Këto elektroda mund të përdoren gjatë instalimit të strukturave përgjegjëse, ku kërkohet forca maksimale e metalit të saldimit.
Elektroda rutile janë të përshtatshme për të punuar në një rrymë të vazhdueshme ose alternative. Ata dallohen nga një sipërmarrje e lehtë dhe një spërkatje e vogël e metalit. Elektrodat mund të veprojnë me pajisje me vlera të ulëta të tensionit të papunë.
Kur përdorni një elektrodë me një shtresë acid - është e mundur për të arritur një ndarje të lehtë të shllakut, por nuk rekomandohet të përdorni elektroda të tilla në një hapësirë \u200b\u200btë mbyllur - ato janë mjaft të dëmshme për shëndetin e saldatorit.
Një pikë tjetër - Elektroda me shtresë rutile dhe acid janë të rekomanduara për t'u përdorur kur saldimi me pajisje me një tension të voltëve të papunë 50 (+/- 5). 
Elektrodat më të përhapura me shtresë bazë dhe rutile. Për një fillestar, dating me ta do të jetë e mjaftueshme.
Elektrodat më të zakonshme me veshjen kryesore janë fitim 13/55. Këto elektroda janë të destinuara për karburant dhe çelik të ulët aliazh. Siç thuhet në përshkrimin e të dhënave të elektrodave, ato rekomandohen për saldimin e strukturave përgjegjëse, seams ngjitur duke përdorur Weni 13/55 dallohen nga plasticiteti dhe rezistenca ndaj ngarkesave shokuese. Produktet e ngjitura nga WONI 13/55 mund të operohen në kushtet e temperaturave të ulëta. 
Disavantazhet e të dhënave të elektrodave duhet të lidhen me pastërtinë e skajeve të boshllëqeve. Nëse skajet e boshllëqeve para saldimit nuk përpunohen dhe vaji, uji ose ndryshku do të bjerë, është gjasat e poreve të saldimit.
WONI 13/55 - Designed për saldim vetëm me një rrymë të vazhdueshme në polaritetin e kundërt - për të cilën ne do të tregojmë pak më vonë.
Përfaqësuesi më i zakonshëm i elektrodave rutinë mund të quhet elektroda markë MP-3. Ato janë të dizajnuara për të punuar me çelikun e karbonit dhe të ulët. 
Për të anët e forta Të dhënat e elektrodave duhet t'i atribuohen mundësisë së saldimit si në rrymat e vazhdueshme dhe të alternuara, splashing të vogla të metalit, stabilitetin e harkut në të gjitha pozicionet hapësinore.
Përveç dy vulave më të zakonshme të elektrodave për punë me çelikun strukturor, të sapoardhurit mund të rekomandohen elektroda prodhimi rus OZSC-12 dhe ANO-4. Dhe për saldimin e elektrodave të çelikut të prodhuesve të huaj OK 63.34, OK 61.30 ose elektroda vendore Cl-11. Elektroda të tilla mund të jenë gjithashtu të nevojshme për një mjeshtër në shtëpi.
Shumica e invertorëve për saldimin manual të harkut punon me një rrymë konstante. Në rrymën e vazhdueshme ka 2 opsione të lidhjes polaritet: direkt dhe të kundërt. 
Polarizimi i drejtpërdrejtë - një opsion lidhje në të cilin masa është e lidhur me inverterin "+" të shpejtë, mbajtësi është i lidhur me "-". Polarizimi i kundërt - masa është e lidhur me "-"; "+" Për mbajtësin e elektrodës.
Kur saldimi në kontaktin pozitiv, më shumë nxehtësi është theksuar, dhe për këtë arsye, është më mirë të bashkohen pjesë të forta në polarizimin e drejtpërdrejtë, dhe në të kundërtën metal i hollë (deri në 2 mm) ose çeliku të lartë aliazh për të shmangur mbinxehje.
Diametri i elektrodës është zgjedhur, duke u fokusuar në trashësinë e metalit të boshllëqeve. Për saldim metali me një trashësi deri në 1.5 mm, elektrodat e saldimit janë jashtëzakonisht të rralla, është më mirë të përdoren saldim gjysmë automatik ose argon-arc për një trashësi të tillë.
Raporti shembullor i trashësisë së boshllëqeve dhe diametrave të elektrodave që mund të mësoni nga tabela: 
Në vijim moment i rëndësishëm - Cila rrymë duhet të vendoset për një elektrodë të veçantë diametër. Ky informacion mund të gjendet në paketimin e elektrodave, ose të shikojë tabelën e mëposhtme: 
Vetëm një saldator rishtar, do të jetë e dobishme të dini se rryma e saldimit mund të zgjidhet nga llogaritja e 20-30A për milimetër të diametrit të elektrodës. Ato. Për një elektrodë me një diametër prej 3mm, e tanishme duhet të jetë në tregimet e 80-110A, në varësi të pozitës hapësinore, trashësisë së metalit dhe numrit të pasazheve.
Cilësia e tanishme e saktë dhe e qartë nuk ekzistojnë - secila saldator e sheh procesin në mënyrën e vet, dhe, varësisht nga ndjesitë e veta, përcakton parametrat e nevojshëm aktual.
Sa më i lartë saldatori vendos parametrat e tanishëm, aq më të lëngët dhe më pak "të kontrolluar" është marrë dush. Detyra e saldatorit është konfigurimi i pajisjes në një mënyrë të tillë që puna të jetë e rehatshme, dhe dush saldimi është i mjaftueshëm për krahinën dhe kontrollin e skajeve të banjës.
Në mënyrë që të merrni rezultatin e dëshiruar nga saldimi elektrik me inverterin, dhe shtresa e fituar nuk ka rënë në cilësinë dhe qëndrueshmërinë e saj, ju duhet të përcaktoni se cilat elektroda janë më të mira për inverterin. Tregu modern i ofron blerësit një gamë të madhe të elektrodave dhe zgjedh menyra me e mire Shumë e vështirë.
Kjo aparat për elementet e saldimit nuk është një dizajn i ri teknik, por është përmirësuar vazhdimisht për të përmirësuar treguesit e vet. Invertorët kanë qenë prej kohësh sulfur përdorur agregatet e hershme të transformatorit dhe janë të lira dhe të lehta për t'u përdorur dizajn teknik. Me të, ju mund të arrini dhe efikasitetin në saldim çdo dizajn metalik.
Inverter saldim përbëhet nga:
Avantazhi kryesor i kësaj njësie si seams, i cili do të jetë dukshëm më i mirë se përdorimi i njësive të transformatorit dhe ushqimeve të DC. Gjithashtu mund të vërehet dhe kursim energji elektrike, lëvizshmëria e pajisjes dhe qasja për transport dhe punë në çdo vend.
Elementi kryesor i saldimit inverter janë elektroda. Përcaktoni elektrodën cilësore dhe më të përshtatshme mund vetëm një profesionist me përvojë të gjerë dhe kualifikime të përshtatshme. Për pjesën tjetër, bëhet një problem serioz, prandaj konsideroni se si të zgjidhni një elektrodë për saldim.
Elektrodat për inverter përbëhen nga një bërthamë metalike, si dhe një shtresë e pazakontë (veshja). Në procesin e operimit inverter, thelbi do të shkrihet, dhe ftohja do të mbrojë shtresën nga oksidimi. Veshje aplikohet nga metoda e shtypit, dhe do të lejojë që harku të digjet më në mënyrë të qëndrueshme. Në varësi të llojit të saldimit dhe qëllimeve që vendosni, 4 lloje të veshjes janë të izoluara.
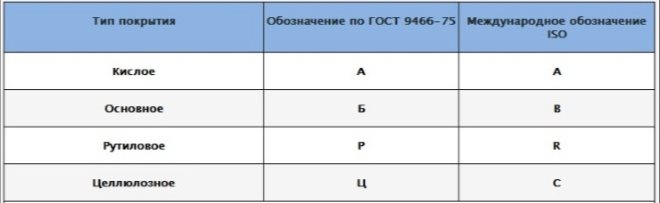
Shënimi i veshjes
Produktet themelore të përzgjedhura duhet të përdoren kur doni të shihni seams në dizajn me ekspozim të shkëlqyer shoku dhe plasticitet të përsosur. Përveç kësaj, kur punoni me shtresën kryesore, ju mund të mbështeteni në mungesën e kristalizimit të seams dhe ndërtimin e dizajnit në ekstrem kushtet klimatike. Disavantazhi kryesor është formimi i poreve në shtresë, në periferi të strukturave që janë të lidhura nëse do të ketë ndryshk ose lagështi gjatë saldimit.
Rutile Veshje të përkryer të përshtatshme për lidhjen e çelikut të karbonit të ulët. Një shtresë e tillë do të sigurojë slagotelability lehtë, efekte të shkëlqyera vizuale të seams, sipërfaqet e mirë saldim me ndotje dhe ndryshk.
Duhet të dihet se të gjitha elektrodat janë të ndara në dy grupe të mëdha: përdoret për të lidhur strukturat metalike përgjegjëse dhe të zakonshme. Sa i përket qëllimit të saj, të ndara në llojet e mëposhtme:
Elektrodat për saldim dhe me diametër në gjatësi janë të ndryshme. Ky parametër ka një ndikim të madh në procesin e saldimit. Sa më i madh është diametri, aq më i madh është trashësia e metalit që mund të përqafoni, por do të marrë një konsum më të madh aktual. Madhësia më e njohur e diametrit është 2.5 mm. Kjo shpjegohet me shkathtësi dhe është e përshtatshme për detyrat e shtëpisë. Në shitje të gjerë ju mund të zgjidhni ndonjë diametër ose porosi të përshtatshme në dyqan.
Pas zgjedhjes së diametrit, është e nevojshme të përcaktohet rryma. Duhet të mbahet mend se këta dy tregues janë shumë të ndërlidhur dhe njohuritë e tyre do t'ju duan të merren me mënyrën e zgjedhjes së elektrodave. Një rrymë e fortë mund të digjet nëpër metal, dhe të ulët - nuk do të japë një hark për të formuar.
Polarizmi aktual dhe i saj - shumë parametra të rëndësishëm Për operacionet e saldimit.
Inverters lidhen me workpiece dhe elektrodë sipas skemës së drejtpërdrejtë ose të kundërt polaritetit, siç është prodhuar mundësisht nga një rrymë e përhershme.
Polarizimi i kundërt do të jetë më i përshtatshëm kur saldim metal i hollë. Ju mund të zgjidhni diametrin e elektrodës dhe forcën më të përshtatshme të tanishme.
Ekziston një ndryshim i rëndësishëm në zgjedhjen e elektrodave për inverterin dhe llojin e transformatorit të saldimit. Para së gjithash, për të zgjedhur elektrodën më të mirë për saldim, ju duhet t'i kushtoni vëmendje koeficientit të sipërfaqes, paketimit (sigurohuni që të siguroheni në origjinalitet), magazinimin, konsumin dhe kontrolloni certifikatën e cilësisë dhe prodhuesit të licencës.
Koeficienti i sipërfaqes përcaktohet nga raporti i përmbajtjes në shufrën e metalit të dobishëm (të pastër). Markat e njohura nuk mburren gjithmonë norma të larta. Me një shkelje të transportit, termin dhe vendndodhjen e magazinimit të shufrave, cilësia e materialit është prishja.
Ka shumë markave që ndryshojnë në procesin e aplikimit, rezultatin e punës, si dhe natyrën e saj. Njohja e karakteristikave të tilla do t'ju ndihmojë të zgjidhni elektrodat e saldimit. Pullat më të njohura dhe me cilësi të lartë janë:
Njohja e klasifikimeve të ngjashme do t'ju ndihmojë të vendosni se cilat elektroda për të zgjedhur.
Elektrodat më të mira përcaktohen për një përdorues rishtar me një kohë dhe pamjen e përvojës së madhe. Luaj këshilla se si të zgjidhni një elektrodë për saldim në një profesionist - jo ideja më e mirë. Ka shumë markave, si dhe llojet e elektrodave, duke krahasuar karakteristikat e tyre mund të jenë të vendosur për të përcaktuar se do të jetë më i përshtatshëm në një situatë të caktuar. Nga lloji i llojit të elektrodës dhe markës së saj, rezultati i të gjitha punëve. Aftësia për të zgjedhur siç duhet elektrodat do të jetë e dobishme për ju për të marrë një shtresë të mirë, si dhe një rezultat të shkëlqyer.
Në shqyrtimin e propozuar, elektrodat e destinuara për saldim manual, të cilat mund të operohen në çelik të ulët dhe të karbonit. Shqyrtimi u mor në llogari të botimit në revistat e specializuara ruse, si dhe shqyrtimet që përdoruesit largohen nga përdoruesit e faqeve profesionale.
Kriteret e përzgjedhjes ishin të thjeshta, pasi prodhuesit e elektrodave të vazhdueshme me cilësi të lartë në Rusi nuk janë aq të nevojshme për të mbushur në mënyrë optimale tregun.
Gjetjet e ekspertëve janë zhgënjyese, por shumë realiste: Prodhuesit rusë ende humbasin kolegët e tyre të huaj në shumicën e opsioneve për produktet.
Por ka rezultate pozitive. Derisa disa analoge të importuara në aspektin e cilësisë, elektrodat tona tashmë janë rritur. Këto shqetësime pamje e jashtme dhe stabiliteti me cilësi të lartë. Por rezultate të tilla arrihen vetëm në ndërmarrjet e përbashkëta të pronësisë. Është e qartë se kjo është e njëjta prodhues evropian ose aziatik, por duke punuar në Rusi.
Megjithatë, prania jonë në tregun e brendshëm dhe ndërmarrjet tona janë të zhvilluara mirë. Tani ka disa dhjetra bimë që prodhojnë elektroda në vend.
Vlerësimet e ekspertëve morën parasysh, kështu, disa tregues të njëkohshëm në lidhje me:
E gjithë ky informacion i jepet saldatorit, që vjen në dyqan, më me vetëdije të përqendruar në përzgjedhjen.
Kuptimi se një rishikim i plotfuqishëm do të marrë shumë hapësirë, ekspertët kanë zgjedhur vetëm ato elektroda që përdoren në saldim manual dhe janë të përshtatshme për të punuar me stools të ulët dhe të karbonit.
Çdo prodhues, për të shpëtuar të njëjtin vend në shqyrtim, është marrë vetëm nga ato modele që janë mbledhur në diskutimin e lirë në internet një maksimum të rishikimeve pozitive nga përdoruesit.
Ja se çfarë duket një shtatë elektrodat më të mira Prodhimi rus sipas grupit të specifikuar të saldimit:
Materiale të ngjashme.







