5 prill 2017
Shumëfishtë numri i llojeve të elektrodave nganjëherë e vendos edhe njerëz me përvojë në një pozitë të parashikueshme. Ka një problem natyral të zgjedhjes së elektrodave për inverterin e saldimit, kështu që çfarë më të mirë? Çdo lloj elektrodë është projektuar për saldim materiale të caktuara, përveç kësaj, duhet të ketë shtresën e dëshiruar, e cila nuk duhet të jetë e papërpunuar. Shkaku i fërkimit mund të jetë operacioni i pasaktë i pajisjeve, ose paraqitur gabimisht parametrat e tanishëm të prodhimit, si dhe një tension të reduktuar të rrjetit. Ne do të tregojmë për shkaqet kryesore të aderimit të elektrodave kur saldimi inverter.
Për të kuptuar pse elektroda po ngjitet në saldimin e inverterit, duhet së pari të bëni zgjedhja e duhur Aparatet e saldimit në lidhje me punimet specifike. Njësia duhet të përmbushë disa kërkesa që do të sigurojnë funksionimin optimal të pajisjes në rrethana reale. Një shembull i një aparati të tillë të krijuar për kushtet ruse mund të jenë invertorët e linjës neoni të prodhimit Nizhny Novgorod. Në bazë të këtyre pajisjeve, ne gjithashtu do të tregojmë për kërkesat themelore për makinat e saldimit, të cilat do të zvogëlojnë gjasat e elektrodave të anijeve gjatë saldimit. Këto vetitë janë si më poshtë:
Duhet të theksohet se këto karakteristika shërbejnë si bazë për zgjedhjen, dhe jo dogma, por operacioni i qëndrueshëm në temperatura ekstreme dhe tension në rrjet është shumë e rëndësishme për kushtet ruse. Për punë të rehatshme është e dobishme të përdoret funksioni i nxehtë i fillimit, i cili ndihmon në fillimin me besim të procesit dhe në mënyrë optimale përdorin elektrodat e saldimit për invertorët.
Vëmendje e veçantë duhet t'i kushtohet një funksioni të tillë si antisalizimi ose anti-antistik. Thelbi i saj është se në momentin e ngritjes, rryma e saldimit është rivendosur në zero dhe ajo jep për të ruajtur si një elektrodë vetë, dhe inverter. Eliminimi i fërkimit gjithashtu ndihmon forpers, duke ju lejuar të rrisni rrymën e saldimit në rrezikun e një shkëmbi të harkut dhe nuk lejon që shtresa e ngjitur, e cila ka një efekt të dobishëm në cilësinë e punës.
Është e rëndësishme kur zgjedhni një pajisje inverter, më shumë vëmendje i kushtohet modeleve ruse, sepse ato mbahen dhe përshtaten më mirë për të punuar në kushtet e vendit tonë.
Shumë, sidomos fillestar, welders janë të shqetësuar për problemet e përzgjedhjes së duhur të konsumit. Pra, çfarë lloj elektrodë për inverter saldim janë më të përshtatshme për të materiale të ndryshme? Për t'iu përgjigjur kësaj pyetjeje, duhet të tregoni për llojet e veshjeve dhe çfarë të zgjidhni saktësisht elektrodat për metalet ose lidhjet specifike të saldimit. Veshje shërben për qëllimet e mëposhtme:
Nëpërmjet trashësisë së shtresës, këto materiale janë delikate (m), mesatare (c), të trasha (d) dhe veçanërisht të trasha (g). Ky parametër rregullohet nga GOST 9466-75 dhe ndikon në procesin e saldimit, duke përforcuar efektin e veshjes në shtresë dhe duke stabilizuar pronat e saj. Nga përbërja kimike e veshjes, elektrodat ndahen në lloje të tilla:

Për të zbatuar përzgjedhjen e saktë në lidhje me metalin e saldimit dhe për të shmangur anijet e elektrodave, ju duhet të dini se cili prej tyre më korrespondon me billets. Karakteristikat teknike të shtresës së veshjes dhe saldimit të metaleve dhe lidhjeve korrespondojnë me markë e ndryshme Elektroda, domethënë:
Me saldim pa gabime, duke e koordinuar metalin e billet me markën e elektrodës, ju ka shumë të ngjarë të jeni në gjendje të shmangni fërkimin kur punoni me pajisjet inverter.
Është shumë e rëndësishme të dini sa më shumë vetitë e mundshme dhe emri i metalit të pjesës së punës, sepse cilësia e shtresës së saldimit varet nga kjo.
Ne ndezëm temën e zgjedhjes së makinës saldim dhe mësuam se si të zgjedhim elektrodat për inverter saldim, dhe tani është e nevojshme të marrin në konsideratë të gjitha arsyet e mundshme për anijet e elektrodave dhe si t'i shpëtoj prej tyre. Ata mund të kenë një karakter krejtësisht të ndryshëm dhe janë si më poshtë:
Sa i përket rrjedhës së prodhimit, llogaritet, bazuar në vlerën prej 20 A-30 A për milimetër të trashësisë së elektrodës, dhe për 2 mm do të jetë në rangun nga 50 në 60 A, për një trashësi prej 3 mm nga 70 në 120 A, për 5 mm nga 150 në 220 A. Kur kërkoni për arsyet për fërkimin, ju duhet të shkoni nga më të thjeshta në kompleks dhe është e nevojshme të kuptoni se nuk ka rregulla të palosshme të saldimit dhe modaliteti i nevojshëm është zgjedhur mënyrë eksperimentale. Kursi i procesit varet nga markë e elektrodës, trashësia e boshllëqeve, përbërje kimike Metal ose lidhje të aliazhit dhe polaritetit.
Është e rëndësishme të kuptoni se në funksionimin normal të pajisjeve ju duhet të bëni përpjekje për të kuptuar arsyet për aderimin e elektrodës dhe, nëse është e nevojshme, të aplikoni për këshilla për profesionistët.
Ne shqyrtuam kriteret për zgjedhjen e inverters saldim dhe përzgjedhjen e elektrodave për të siguruar procesin optimal të saldimit dhe gjithashtu kanë gjetur arsyet e mundshme për tkurrjen e elektrodave gjatë punës. Nuk ka këshilla të hollësishme për të ndihmuar në eliminimin e këtij problemi, por mendimi i njerëzve më me përvojë do të vijë në shpëtim, dhe ne u përpoqëm të theksojmë në mënyrë gjithëpërfshirëse këtë temë.
Elektroda për saldim Inverter Zgjedhur në varësi të nivelit të deoksideve të çelikut, nga të cilat produkti konsiston, sasia e karbonit që gjendet në çelik dhe kërkesat për shtresën e saldimit.
Çdo lloj makine saldimi përfshin përdorimin e elektrodave të vetëm një specie të caktuar.
Çdo lloj makine saldimi kërkon llojin e elektrodave të saj për saldim, ndonjëherë edhe brenda një lloji të makinës saldimi.
Kur saldimi me modele të ndryshme të pajisjeve të saldimit, ju mund të keni nevojë tipe te ndryshme konsumit.

Inverter është një makinë saldimi që ka një strukturë elektronike. Kjo pajisje është e pajisur me një sistem të dyfishtë të konvertimit të AC. Ndër pajisjet moderne të saldimit, invertorët janë më premtuese për kryerjen e operacioneve për të bashkuar çdo boshllëk metalik. Për saldim normal, kërkohet që të zgjidhni saktë llojin e elektrodave të përdorura.
Më shpesh, saldatorët profesional përdorin markat e mëposhtme:
Elektrodat e markave të z., OGSC dhe Ano janë më të preferuara, pasi përdorimi i konsumit të këtij lloji është më i përshtatshëm. Janë elektroda me fije harxhueseTë cilat kanë një numër të madh avantazhesh, por këto cilësi pozitive zbulohen vetëm në rastin e përdorimit të këtij materiali nga një profesionist.
Kthehu në kategorinë
Nëse është e nevojshme, për të blerë harxhuese të përshtatshme për saldim dhe të zgjedhin prej tyre optimale do të duhet t'i kushtojë vëmendje udhëzimeve për përdorim inverter saldimi Është modeli që puna është planifikuar. Si rregull, pikërisht në rekomandimet e udhëzimeve tregojnë markat e elektrodave që janë optimale të përshtatshme për punë.
Vlen të përmendet se zgjedhja e etiketimit të harxhuese optimale të përshtatshme nuk është e vetmja kusht që duhet të respektohet duke zgjedhur konsumit për saldim. Duke zgjedhur elektrodat e saldimit, është e nevojshme të sigurohet që konsumat për saldatorët të kenë të qenësishme në cilësinë e tyre, që nuk janë të prekura gjatë procesit të magazinimit. Vetitë e elektrodave ruhen për një kohë të gjatë vetëm nëse ato ruhen në përputhje me kërkesat e prodhuesit. Ruajtja e harxhuese të destinuara për saldim duhet të kryhet në përputhje me kërkesat e mysafirëve të zhvilluar.
Kthehu në kategorinë
Zona e aplikimit MR-3 është zbatimi i përbërjes së strukturave përgjegjëse, të cilat janë bërë prej çeliku të karbonit. Këto elektroda mund të përdoren kur punojnë në ndonjë pozicion hapësinor, përjashtimi është drejtimi vertikal nga lart poshtë
Përdorimi i këtij konsumatori ju lejon të bashkoni ndryshkun e lagësht dhe të zhveshur keq nga boshllëqet metalikë.

MP-3 Elektroda saldimi janë të dizajnuara për saldim çeliku të karbonit.
Elektrodat kanë parametra që të kenë performancë më të madhe. Përdorimi i këtij lloji të konsumit e bën të mundur në procesin e saldimit për të përdorur një hark të zgjatur, gjë që e bën të lehtë për ta bërë më të lehtë. Këto elektroda rekomandohen të përdoren kur kombinohen tubacionet shtypje e lartë Me temperatura të lëngjeve të transportuara deri në 3500 gradë Celsius dhe presion të brendshëm deri në 50 kgf \\ cm². Përveç kësaj, këto elektroda mund të përdoren kur montimi i tubacioneve të gazit dhe tubacioneve
Avantazhet e këtij lloji të konsumatorëve janë:
Elektrodat e këtij lloji kanë një shtresë rutile dhe kryesore të shtresës mbrojtëse, para përdorimit ky material Rekomandohet të kryhet kalim në 170-180 gradë për 40-60 minuta.
Kthehu në kategorinë

Elektroda blu MP-3 janë të dizajnuara për të lidhur elemente nga çeliku me karbon të ulët.
Ky lloj i elektrodave për invertorët përdoret për saldimin e produkteve shumë të përgjegjshme të përbërë nga çeliku të ulët të karbonit. Është e mundur të punohet në këtë lloj të elektrodave në çdo orientim hapësinor, me përjashtim të pozicionit vertikal në drejtimin nga lart poshtë. MR-3C klasa e konsumit përdoren në punën me materialet e fletës dhe profilit. Përdorimi i gjerë i këtyre elektrodave u gjetën në ndërtimin e trupave të anijeve, tubacioneve, tankeve të përgjegjshme.
Avantazhet e MP-3C janë pronat e mëposhtme:
Veshje e elektrodave - Rutile, para se të përdorni MR-3, blu rekomandohet të kalcitohen në një temperaturë prej 170 gradë Celsius për 40 minuta.
Kthehu në kategorinë

Markë e konsumit OGSC 12 përdoren në invertorët që veprojnë në një rrymë të vazhdueshme dhe alternative të polaritetit të drejtpërdrejtë.
Ky lloj i konsumit përdoret kur krijohet struktura përgjegjëse që përbëhen nga çeliku të ulët të karbonit. Punon këto materiale ju lejojnë të udhëheqni në ndonjë pozicion hapësinor, me përjashtim të vertikës, të lartë poshtë. Ky lloj i konsumit përdoret nga makinat e saldimit që veprojnë në rrymë të vazhdueshme dhe alternative që kanë polaritet të drejtpërdrejtë.
OZSC-12 janë përdorur gjatë kryerjes së saldatorëve strukturat metalikei përbërë nga fletë dhe metal të profilit. OZSC-12 i përdorur në prodhim strukturat e ndërtimit, tanke, housings of anijet dhe mekanizmat e anijes, tubacionet dhe strukturat metalike të vinçave të ndryshme. Avantazhet e konsumatorit të markës së OGSC-12 janë:
Konsumatori i veshjes ka një rutinë. Para përdorimit, elektrodat OGSC-12 janë të rekomanduara në një temperaturë prej 200 gradë Celsius për 30 minuta.
Elektroda e saldimit të përzgjedhur siç duhet është 90% sukses. Edhe duke pasur në dispozicion një inverter të lirë saldimi, ju mund të merrni seams të shkëlqyera të cilësisë së lartë. Ky artikull është ndërtuar mbi përgjigjet për pyetjet tuaja më të shpeshta.
Elektrodat e saldimit për saldim manual të harkut dhe surfacing janë të ndara në elektroda të shkrirjes dhe të pakomplikueshme (tungsten).
1. Elektrodë e shkrirjes - Kjo është një shufër tela çeliku me një shtresë të veçantë të jashtme (Veshje). Veshje e elektrodës kryen, si rregull, disa funksione: siguron djegie të qëndrueshme të harkut, mbrojtjes së gasostech të metaleve të shkrirë dhe doping metalit metalik në varësi të qëllimit të elektrodës. Për elektroda të veçanta (për saldimin e çelik inox, alumini, çeliku heterogjen, gize, bakër), një shufër nuk përdoret nga çeliku, por nga një aliazh i veçantë.
2. I dëmtuar (elektrodë tungsten) - kjo është atribut i domosdoshëm Argonova (ose TIG) saldim. Megjithatë, ato gjithashtu ndryshojnë në përdorim.
Madhësia e elektrodës përcaktohet nga madhësia e shufrës së çelikut. Diametri elektrodë: 1.6 mm, 2.0 mm, 2.5 mm, 3.0 mm, 4.0 mm, 5.0 mm, dhe gjatësia 300 - 450 mm - varësisht nga natyra e aliazhit të shufrës së çelikut. Elektroda me një diametër prej 1.6 mm furnizohen nën rendin, sepse Mos e gjeni përdorim të shpeshtë në vendin tonë.
Më shpesh, elektrodat e saldimit klasifikohen si të synuara:
Ka katër lloje. veshje e elektrodësMegjithatë, ne do të përqendrohemi në dy më të zakonshmet.
Metal Weld dallohet nga lartë vetitë mekanike, duke përfshirë plasticitetin e lartë dhe viskozitetin e shokut, në dhomë dhe temperatura të ulëta, është pak e prirur për plakjen dhe racks kundër formimit të çara kristalizimit. Këto elektroda janë të rekomanduara, si rregull, për saldimin e strukturave dhe produkteve përgjegjëse që veprojnë kur temperatura të ulëta Në kushtet e variablave dhe ngarkesave të shokut
Disavantazhet e "elektrodave kryesore" përfshijnë një tendencë për të formuar poret në prani të naftës, shkallës ose ndryshkut në skajet e pjesëve të salduara, me zgjatjen e harkut të saldimit ose me hidratues shtresën. Përveç kësaj, elektrodat lejojnë procesin e saldimit vetëm në rrymën e vazhdueshme të polaritetit të kundërt.
Elektroda më e popullarizuar me shtresën kryesore është fitim 13/55.
Veshje Rutile Elektroda janë përdorur kryesisht për strukturat e saldimit nga çeliku të karbonit të vogël.
Elektrodat dallohen nga vetitë e larta të saldimit dhe teknologjisë:
Përveç kësaj, ata ofrojnë një pamje të mirë të shtresës: metali i shtresës është pak i prirur për formimin e poret kur gjatësia e harkut është luhatje. Elektroda më e popullarizuar e këtij lloji është MP-3.
Për Saldim Manual ARC MMA mund të blini me ne:
Në shumicën e pajisjeve të inverterit të saldimit për saldim manual të harkut në dalje duke straightening AC, formohet një rrymë konstante e saldimit. Në këtë rast (përdorimi i rrymës direkte) ka dy opsione për lidhjen e elektrodës dhe pjesës.
Me polaritet të drejtpërdrejtë, pjesa bashkohet me pirgin "+", dhe elektrodën në kulmin "-".
Me polaritet të kundërt, pjesa lidhet me "-", dhe elektrodën në "+"
Ne tërheqim vëmendjen tuaj: në polin pozitiv gjithmonë qëndron më shumë nxehtësi se në një negativ. Prandaj, polariteti i kundërt që rekomandojmë përdorimin:
Ekzistojnë tre karakteristika shumë të ndërlidhura. Ky është diametri i elektrodës, trashësia e metalit të salduar, rryma e saldimit.
Diametri i elektrodës është zgjedhur në varësi të trashësisë së metalit të ngjitur. Kur Saldimi Steel me një trashësi prej 0.5 mm deri në 1.5 mm më shpesh, saldimi manual i harkut me një elektrodë (MMA) nuk zbatohet, por përdoret saldimi i argonave (TIG) ose Saldim gjysmë-automatik (MIG-MAG).
Duhet të mbahet mend se një rritje në diametër të elektrodës zvogëlon densitetin e rrymës së saldimit. Kjo çon në përplasjen e harkut të saldimit, lëkundjen e saj dhe ndryshimet në gjatësi. Si rezultat, gjerësia e shtresës së saldimit po rritet dhe thellësia e krahinës është zvogëluar.
Zgjedhja e diametrit të dëshiruar të elektrodës, gjithmonë i kushtoj vëmendje trashësisë së metalit të ngjitur. Me saldim metal i hollë Elektrodat e diametrit të madh, si dhe në rastin e saldimit në rrymat e ngritura, poroziteti shfaqet në metal të saldimit.
Klientët tanë shpesh duan të blejnë elektroda të saldimit të esabit, duke thirrur vetëm dy shkronja "OK". Shpjegoni se të gjitha elektrodat e saldimit të prodhuara nga Esab (Suedi) fillojnë përcaktim alfabetik "OK", në nder të themeluesit të kompanisë Oscar Kelberg. Dhe pastaj, letrat "OK" ndjek një emër numerik të përbërë nga katër shifra.

Ne do të donim t'ju prezantojmë me vulat më të njohura të elektrodave të saldimit të ESAB, të cilat janë provuar në mënyrë të përkryer në Republikën e Bjellorusisë:
Elektroda shpërthyese janë të nevojshme për të hequr lagështinë e tepërt nga veshja e elektrodave. Përmbajtja e lartë e lagështisë në shtresë mund të shkaktojë një defekt të tillë kur saldimi si aderimin e elektrodave në pjesën. Kjo është veçanërisht e vërtetë për elektrodat e saldimit me shtresën kryesore.
Nëse keni hapur paketimin e elektrodave, atëherë ju duhet ta shpenzoni plotësisht, ose, duke filluar punën ditën tjetër, rrokulliset elektrodat. Për ta bërë këtë, keni nevojë për pajisje për llogaritjen dhe ruajtjen e elektrodave.
Si ta shmangim këtë procesi i punës? Ne tërheqim vëmendjen tuaj në elektrodat e shqetësimit suedez Esab, e cila është e gjitha pulla të veçanta të elektrodave (për saldim çelik inox, gize, alumini, bakri) pako në paketimin vakum Esab Vacpac.. Elektrodat në vacuo janë të grumbulluara në kutinë plastike të brendshme dhe janë të mbështjellura në një fletë të ngurtë hermetike. Në varësi të llojit dhe madhësisë, elektrodat janë të paketuara në pako të plota, gjysmë ose tremujore, numri i elektrodave në të cilat përcaktohet në llogaritjen e përdorimit në gjysmë. Paketimi pastaj vendoset në një kuti të jashtme standarde. Paketim Esab Vacpac. Ofron kohë të pakufizuar të magazinimit.
Në mënyrë që të zgjidhni një elektrodë, ne jemi të vendosur se cilat metale (metal i zi, çelik inox, gize, alumini apo bakër) ne do të bashkojmë? Zgjidh elektrodat e saldimit në përputhje me llojin e metalit. Nëse duhet të jetë saldimi përgjegjës, do të jetë më mirë të ndalet në elektroda të importuara me cilësi të lartë. Për shembull, elektrodat e saldimit të shqetësimit suedez "ESAB" kanë provuar veten në të gjitha fushat e industrisë.
Kur zgjedhni elektroda për saldim çeliku të karbonit, ne tërheqim vëmendjen në pastërtinë e sipërfaqes së metaleve të ngjitura. Nëse sipërfaqja është e mbuluar me ndryshk, i lagësht, atëherë ne përdorim elektroda të veshjes rutile (MR-3, OK-46.00, OGSC-12).
Me saldim strukturat përgjegjëse Zgjidhni elektrodat me shtresën kryesore. Në të njëjtën kohë, mos harroni: elektrodat me shtresën kryesore kërkojnë përgatitje të kujdesshme të sipërfaqes.
Ne jemi të vendosur me një trashësi metalike dhe të saktë të përzgjedhim diametrin e elektrodës dhe rrymën e saldimit.
Elektroda të zgjedhura siç duhet, edhe kur punoni në makinat e saldimit të lirë, do t'ju lejojnë të gatuani çdo metal në një nivel të lartë profesional.
Nëse keni ndonjë pyetje, specialistët e kompanisë sonë do t'ju këshillojnë me telefon:
+375 29 653 48 55 (Velmuer) ose +375 17 241-36-99, 241-78-99
elektrodë saldim, si të zgjidhni një elektrodë, llojet e elektrodave të saldimit, elektrodë saldimi, saldim me elektroda, përzgjedhjen e elektrodës, qëllimin e elektrodës, elektrodat për saldim, zgjedhjen e elektrodave, elektrodën universale, për të rrokullisur elektrodën , Diametri i elektrodës, madhësia e elektrodës, madhësia e elektrodës, elektroda me veshjen kryesore të veshura, elektroda e elektrodës, veshja rutinë, karakteri i dopingut, paketimi elektrodë, shtresë e elektrodës
Një pasqyrë e elektrodave më të mira për saldimin manual të çeliqeve të karbonit dhe korrozionit është përpiluar duke përdorur botimin e revistave "saldim dhe diagnostifikim", "buletin metalurgjik" dhe burime të tjera të specializuara. Artikulli përmbledh rishikimet e Internetit të saldatorëve profesionistë në lidhje me produktet. prodhues të ndryshëm.
Për fat të keq, elektrodat ruse humbin në shumë analoge të huaja për shumicën e parametrave. Megjithatë, "përparime" në këtë fushë tashmë janë përshkruar. Produktet e elektrodave ruse të prodhuara në disa, ndërsa ndërmarrjet e përbashkëta nuk janë më inferiore ndaj markave shumë të mëdha në aspektin e stabilitetit të cilësisë. Filluan të "tërheqin" për ta dhe disa bimë të nënshtrimit të brendshëm. Megjithatë, në rastet kur kërkohet me besim të sigurojë shtresë të lartë, profesionistët ende preferohen të përdorin elektroda më të shtrenjta, por edhe më të mira të prodhimit të huaj. Për invertorët e saldimit, elektrodat e çdo lloji janë të përshtatshme për të makinat e saldimit Rrymat e AC nuk janë të përshtatshme për të gjitha llojet.
Kur zgjedhni elektrodat më të mira për shqyrtim, ne u udhëhoqëm nga kriteret e mëposhtme:
Për korrektësinë e krahasimit të çmimeve, ne përfshiu vetëm elektrodat më të përdorura me një diametër prej 3 mm.
Parametri kryesor i çdo elektrode saldimi, i cili përcakton shumicën e pronave të saj - nga lehtësia e ndezjes në cilësinë e shtresës - është përbërja e veshjes së saj. Sot më e zakonshme janë llojet e mëposhtme të veshjes:
Lidhja e ndryshme produkte metalike Më shpesh kryhet duke përdorur saldim. Për këtë, pajisjet speciale përdoren për të përfshirë të dy njësitë e transformatorit dhe inverterit. Por edhe më e lehtë prej tyre nuk mund të punojnë pa elektroda. Në fund të fundit, për të marrë një shtresë të cilësisë së lartë të bërë, është e nevojshme të shkrihet shufra e çelikut. Por për çdo material, elektrodat për inverter duhet të bëhen nga një aliazh specifik. Vetëm në atë kohë mund të arrini një rezultat të mirë.
Njësitë moderne të saldimit janë shumë të ndryshme nga paraardhësit e tyre. Ata kanë dimensione kompakte, peshë të ulët, të lehtë për të vepruar dhe transportuar. Por në mënyrë që shtresa e bërë me përdorimin e tyre, është e nevojshme të përdoret elektroda të përzgjedhura në mënyrë korrekte. Nga kjo 90% varet suksesi i saldimit.
Cili është elementi që është kaq i domosdoshëm gjatë kryerjes së saldimit? Ky është një segment i telit të çelikut që ka një shtresë. Është e nevojshme të mbash djegien e qëndrueshme të harkut, dhe gjithashtu siguron:
Megjithatë, tiparet funksionale të elementit varen nga qëllimi i saj.
Ne shikojmë në video, lloje dhe emërimet e tyre kryesore, si dhe kriteret e përzgjedhjes:
Themelor karakteristikat teknike Elektroda e saldimit për inverter janë:
Gjatësia e produktit mund të jetë nga 300 në 450 mm dhe varet nga natyra e dopingut të elektrodës. Sa për diametër, ka një linjë të tërë shufrash, ku shufra e hollë ka një madhësi prej 1.6 mm, dhe më të mirët arrijnë 5 mm. Por elektrodat për saldim me një diametër prej 1.6 mm zakonisht bëhen me porosi, pasi ato nuk gjejnë të përhapura nga tregu i brendshëm.
Sa i përket klasifikimit të këtyre elementeve, ato ndahen në dy lloje kryesore:
E para mund të kryhet si nga tela çeliku dhe lidhjeve të veçanta në varësi të asaj që materialet do të aplikohen për saldim. Zakonisht për të punuar duke përdorur një inverter saldimi me gize, bakër, çeliku heterogjen është përdorur elektroda të bëra nga lidhjet.
Produktet e pakomplikuara ose tungsten përdoren në saldim argon. Ata gjithashtu mund të kenë dallime në karakteristika në varësi të aplikacionit.
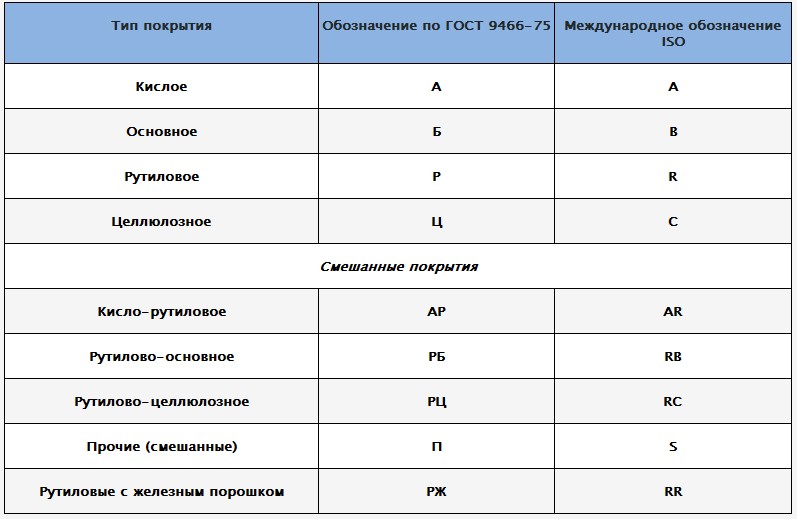
Tabela e varieteteve të elektrodave
Përveç kësaj, elektrodat ndahen në destinacion në llojet e mëposhtme:
Ka dallime dhe në llojin e veshjeve. Tregu paraqet elektroda me katër varietete, dhe më të zakonshmet janë: kryesore dhe rutile.
Meqenëse ky material i harxhueshëm është i nevojshëm për çdo lloj saldimi, duhet të blihet me tiparet e pajisjeve dhe specifikat e punës së kryer.
Ne shikojmë video, lloje dhe dallimet e tyre:
Në të njëjtën kohë, karakteristikat e tilla duhet të merren parasysh si:
Për ekzekutimin me cilësi të lartë të shtresës, duhet të zgjidhni saktë harxhuese. Dhe para së gjithash, parametrat e tyre dhe diametri janë marrë parasysh. Dhe me çfarë elektrodat janë më të mira për inverterin? Për pulla të ndryshme, tregohet në dokumentet rregullatore. Por duhet të kihet parasysh se diametri nominal korrespondon me madhësinë e shufrës së brendshme dhe nuk përfshin shtresën.
 Trashësia e kësaj shtrese është individuale për një lloj të caktuar të produktit dhe të shënuar me litra:
Trashësia e kësaj shtrese është individuale për një lloj të caktuar të produktit dhe të shënuar me litra:
M - nënkupton një diametër të vogël dhe një shtresë të vogël të veshjes deri në 1.2 mm, dhe d - mbi 1.8 mm. Një shënim i tillë i përmbahet kompanive vendase dhe të huaja. Megjithatë, diametrat që ata do të jenë të ndryshëm.
Ne shikojmë videon, si të zgjedhim elektrodën e duhur për të zgjedhur saldimin e dëshiruar:
Por jo vetëm madhësitë janë të rëndësishme kur zgjedhin elektroda. Përbërja e komponentëve në të luan një rol të madh. Meqenëse elektroda përbëhet nga një shufër dhe shtresë, atëherë materiali nga i cili janë bërë janë marrë parasysh. Për shumicën e produkteve, tela të ulët të karbonit merret si bazë, dhe përbërja e veshjes përfshin komponentë të ndryshëm:
Përdorimi i elektrodave të tipit të parë lejon të arrijë një kompleks të ngurtë dhe rezistent ndaj nxehtësisë, ndryshe plasticitet. Produktet me dioksid titani të krijojnë një hark të qëndrueshëm dhe ju lejojnë të arrini një forcë të lartë të përbërë. Elektroda rutile përdoren kur strukturat e saldimit me lagështi e lartë. Përveç kësaj, kur zgjedhni elektrodat, duhet të merren parasysh karakteristikat e metaleve të salduara.
Për shembull, shufrat Won ose z. Përdoren për çelikun e karbonit. E para kanë një nivel të vogël të splashing, e dyta - ndryshojnë në ndarjen e shpejtë të shllakut. Ato mund të aplikohen si në pajisjet profesionale dhe portative.
Që atëherë ekziston nje numer i madh i Markat e ndryshme dhe llojet e produkteve të tilla, konsiderojnë vetëm ato që janë të destinuara për saldim manual. Për më tepër, ne vetëm zgjedhim mostrat e përdorura kur punojmë me karbon dhe çelik të ulët.
Ne shikojmë në video, provë e elektrodave të saldimit të ndryshme:
Ne do të bazohemi në shqyrtimet e mbetura nga përdoruesit, si dhe publikimet nga revistat e specializuara. Sipas këtyre burimeve elektrodat më të mira Për inverter në tregun e brendshëm janë produktet e fabrikave të mëposhtme:
Ndër prodhuesit e huaj, produktet e kompanive janë në kërkesën më të madhe:
Këto elektroda për saldim inverter në shumë aspekte janë superiore ndaj produkteve vendase, edhe pse ata kanë një çmim mjaft të lartë.
Ne shikojmë në video për produktet e Monolitit:
Sa për produktet ruse, ata po humbasin në shumicën e opsioneve, edhe pse tashmë ekzistojnë disa mostra që rriten në nivelin e elektrodave më të këqija të importuara. Por pastaj vetëm ndërmarrjet e përbashkëta që u përkasin prodhuesve evropianë ose aziatikë ishin në gjendje të arrijnë rezultate të tilla.
Ne tani kthehemi në shqyrtimin e vetë produkteve. Pra, elektrodat e bimëve të Shën Petersburgut kushtojnë rreth 135 rubla për 1 kg dhe, sipas saldatorëve, janë më të mirat në mesin e modeleve vendase.
Në elektrodat për saldim inverter të kompanisë Tyumen, çmimi është disi më i lartë, edhe pse në cilësi ata praktikisht nuk ndryshojnë nga mostra e mëparshme.
Produktet e bimëve Kamensk-Shakhtinsky janë projektuar kryesisht për përdorim me invertorët e familjes dhe kanë një çmim prej rreth 130 rubla. Për 1 kg.
 Elektroda Penza konsiderohen si raporti më i mirë i çmimeve dhe cilësisë. Kostoja e tyre nuk kalon 58 rubla.
Elektroda Penza konsiderohen si raporti më i mirë i çmimeve dhe cilësisë. Kostoja e tyre nuk kalon 58 rubla.
Produktet e kompanisë japoneze Edhe pse është e shtrenjtë, por ju lejon të arrini rezultate të shkëlqyera kur kontrolloni për forcë. Specialistët argumentojnë se këto elektroda plotësisht justifikojnë një çmim kaq të lartë.
Procesi i saldimit nuk mund të quhet i thjeshtë, kështu që para se të filloni kuvendin e një dizajni të caktuar me kërkesën e tij, është e nevojshme të hani para nëse nuk keni qenë kurrë të përfshirë në këtë.
Për ta bërë këtë, klip është i bashkangjitur pjesërisht, dhe elektroda është rimbushur në mbajtëse. Pastaj rryma është vendosur, sipas diametrit të shufrës së çelikut. Në të njëjtën kohë, të mësuarit duhet të jetë në elektroda të reja - kjo do të ndihmojë në kuptimin më të mirë të kuptimit të punës.
Ne shikojmë video, aftësitë bazë të saldimit:
Krijimi i një harku kryhet si më poshtë. Elektrodi është instaluar në një kënd prej rreth 70 ° në pjesën. Pastaj ata shpejt i mbajnë ato përgjatë pjesës së punës, ndërsa shkëndija dhe tingulli karakteristik duhet të shfaqen.
Tjetra, ju duhet të prekni detajet, në mënyrë që të shfaqet hendeku në 5 mm. Në këtë kohë shfaqet një hark dhe metali do të fillojë të shkrihet nën të. Pastrimi duhet të mbahet duke zhvendosur elektrodën horizontalisht pasi po digjet.
Nëse vërehet aderimi, kjo do të thotë që ekspozohet një forcë e dobët aktuale dhe është e nevojshme për ta rritur atë.







