وزارت آموزش و پرورش فدراسیون روسیه
دانشگاه تربیتی دولتی شویی
گروه فناوری
کار درس
موضوع: "هنر فلزی جعل".
انجام شده: دانش آموز 4K. 4G.
MTF FTO Kochetkov A.Yu.
کتابچه راهنمای علمی:
____________________________
____________________________
طرح.
از تاریخ فلز جعل فلز.
از زمان های قدیم، آهنرهای روسی (از قرنیه های VI-VIII)، تمامی پذیرفته شده را از جوشکاری آزاد، جوشکاری آهنگر، لحیم کاری معدن مس، توانست عملیات حرارتی تولید کنند.
در حالی که سطح تکنولوژی از استاد نیاز به مهارت های زیادی، مهارت، تجربه در دست زدن به فلز بود. انواع فولاد تنها می تواند بر روی رنگ و طبیعت جرقه ها و یا در یک سینک، و درجه حرارت حرارت در هنگام جعل، خنک کردن و جوشکاری - بر روی رنگ فلز داغ (Kalenoe) در چشم متمایز شود؛ استاد توسط رنگ تعطیلات محاکمه شد، استاد توسط رنگ قربانیان و غیره قضاوت شد.
جالب توجه است، آهنرهای قدیمی روسی با هنر بزرگ تولید نه تنها دکوراسیون به لباس - دست و پنجه نرم، حلقه ها، اتصال دهنده ها، دستبند، تعلیق، گردنبند، نمایندگی مجاز و فروش یا دکوراسیون اسب، بلکه حلقه ها بر روی کاستورها و قفسه سینه ها قفل های در، شمشیر، کلاه ایمنی، نرده های زنجیره ای، محورهای مبارزه، انواع ظروف خانگی و بسیاری از آهن های دیگر محصولات جعلی.
پذیرش های جعل آزاد، شناخته شده از زمان های قدیم، تا به امروز حفظ شده است. جوشکاری جعل در قلب تولید سلاح های سرد از فولاد چند لایه بود. این نیز به نام جوشکاری Beaghat نامیده می شود. استاد از دمشق موفقیت بزرگی را به دست آورد. فولاد Damask شروع به نامگذاری چند لایه جوشکاری کرد.
در زمان قدرت Kievan Rus Blacksmiths بخش فعال در ساخت Novgorod، کیف و Pskov Cathedrals. کارشناسی ارشد Mastershnoe کسب و کار نه تنها یک کمربند برای سفت کردن دیوارها، آرک ها، آرک ها، اما همچنین شبکه های بسیار هنری برای ویندوز، درب جلو، درب ها با رنگ های دروغین، دستگیره های پیچ خورده، نصب شده بر روی تپه های داخلی "شکوفه" صلیب
در قرن XVII بسیاری از کارشناسی ارشد آهنگر به تولید نرده های بزرگ و کوچک برای کاخ و گروه های پارک می روند. Blacksmiths قدیمی روسیه نه تنها دانش فناوری های جعل را در کمال، بلکه همچنین معروف به طعم هنری بالا بود.
شبکه ها و نرده ها ایجاد شده توسط آنها به طرز شگفت انگیزی در هر زمینه نگاه کرد، در محیط معماری، در بررسی دقیق و در فاصله ای بیان شد. زیبایی آنها بود که به عناصر هنری و ریتم آنها برسد. ظاهر خیابان های قدیمی مسکو و کوچه ها فقط منحصر به فرد است.
اصالت با حضور توری جعلی سبک وزن در بالکن های خانه ها، بر روی حصار پارک ها، مربع ها، کلیساها توضیح داده شده است. کارشناسی ارشد کلاسیکال معماران و معماران بزرگ، لیبریدی، بختنوف، قزاق ها دوست داشتند استفاده کنند فلز فرسوده هنگام طراحی و ایجاد مجموعه های معماری.
نرده های بسیار اصلی انجام شده در سبک Baroque روسیه، که در نیمه دوم قرن XVIII محبوب بود. الگوی بازی های بازیگال که با استفاده از موتیف های گیاهی ساخته شده است، با ستون های قوی سنگی مخالف است. الگوی متقارن ساخته شده از خمش های قلب از ساقه ها، به نام کارشناسی ارشد "Chervonkov"، مشخصه هنر تزئینی روسیه از قرن های XVII-XIX است. سنت پترزبورگ - پایتخت شمالی روسیه - همیشه معروف به شبکه های خود از پل ها و خاکی، پارک ها و کاخ ها است. شبکه باغ تابستانی توسط نوا به عنوان بهترین نرده های تزئینی در جهان شناخته شده است. نویسندگان این توری شگفت آور، توری فلزی سبک از نسخه ها، سوکت های گچ و مستطیل های بلند، معماران روسی Felten و Egorov هستند. این شبکه به هر حال فراموش شده است، به هر حال، Tula استادان.
در پایان XIX - اوایل قرن بیست و یکم. در مسکو، سنت پترزبورگ، اودسا و سایر شهرها، بزرگترین تعداد شبکه ها و نرده ها در سبک مدرن ساخته شده است. عدم تقارن ساقه های خرد شده، برخی از تزئینات مایع را از گیاهان بال هم ترکیب می کند. اغلب، نقاشی از شبکه، به صورت ارگانیک به دیوار خانه حرکت می کند و بیشتر در سنگ یا گچ توسط نما توسعه می یابد، به پایان می رسد با گرگ های قدرتمند در قله خانه یا پاپت سقف.
با توسعه تولید نورد و جعل مهر، به تدریج در معماری، فلز جعلی تزئینی شروع به اعمال کرد. این جایگزین توسط ساختارهای جوش داده شده از پروفیل های نورد بخش های دور، مربع و مستطیلی جایگزین می شود.
جعل هنری شروع به ساده شدن کرد، کمتر سمت چپ از استادان واقعی را ترک کرد، قادر به رول حصار، بازگرداندن یا تعمیر مشبک باستانی بود.
بنابراین، احیای این نوع صنایع دستی اهمیت زیادی برای هنرهای تزئینی مدرن و کاربردی دارد.
فلز مورد استفاده برای جعل.
در صنایع دستی Blacksmith باید با آلیاژ های مختلف، فلزات غیر آهنی، با فولادهای مقابله کند علامت های مختلف. برای گرم کردن به شکل دادن به درجه حرارت همان نوع از فرم ها، اما انواع متفاوت فلز مورد نیاز برای سوختگی مقادیر مختلف سوخت.
هدایت حرارتی فلز، میزان گرمای قطعه کار در مقطع عرضی است. کوچکتر هدایت حرارتی فلز، بیشتر خطر ابتلا به ترک خوردگی هنگام گرم شدن. به عنوان مثال، هدایت حرارتی فولاد، به ویژه آلیاژ، پنج برابر کوچکتر از هدایت حرارتی مس و آلومینیوم. ظرفیت گرما با مصرف سوخت برای آماده سازی قطعه کار به دمای مورد نظر مرتبط است. بزرگترین ظرفیت گرما در دمای 800-1100 درجه سانتیگراد است. بنابراین ظرفیت حرارتی فلز بالاتر است، سوخت بیشتری مصرف می شود. برای آثار Blacksmithing اعمال می شود جعل و فلزات پلاستیکی و آلیاژهای پلاستیکی. از فلزات آهنی، این ویژگی ها دارای برخی از فولاد هستند - آلیاژ آهن با کربن. بسته به مقدار محتوای کربن، فولاد به عنوان کربن کم (تا 0.25٪ کربن)، متوسط \u200b\u200b(0.25-0.6٪) و کربن بالا (0.6-2٪) متفاوت است. افزایش محتوای کربن باعث افزایش سختی فولاد می شود، اما صبر و هدایت حرارتی را کاهش می دهد. با توجه به ساختار آن، فولاد یک بدن تشکیل شده از دانه های بلوری مربوط به نیروی کلاچ intercrystalline است. آلیاژ تبدیل شده است اجزای اجباری عبارتند از آهن، کربن، سیلیکون، گوگرد، منگنز، فسفر. هنگامی که محتوای کربن تا 0.1٪ است، فولاد نرم است، خوب خنک می شود، با یک راه جعلی جوش داده شده بدون خنک شدن. چنین فولادی در عمل آهن نامیده می شود. فولاد، که مطابق با تمام الزامات هنر جعل، شامل 0.1 تا 0.3٪ از کربن و تا 1٪ از سایر ناخالصی ها است. چنین فولادی متنوع نامیده می شود.
فولاد سختی متوسط \u200b\u200bحاوی کربن از 0.08 تا 0.85٪ است. خوب با گرمایش مناسب، به خوبی سخت شده است، اما به شدت جوش داده شده است.
میز 1
دمای اولیه و پایان فولاد کربن
آهن چدن فولاد حاوی تا 2٪ کربن است، آن را یک آلیاژ شکننده، نه مناسب است.
سایر ناخالصی ها به جز کربن، بر کیفیت فلز نیز تاثیر می گذارد. بنابراین گوگرد و فسفر - ناخالصی های مضر.
هنگامی که محتوای گوگرد، بیش از 0.04٪ فولاد تبدیل به غلتک می شود، I.E. هنگامی که فلز به قرمز گرم می شود، فلز تحت ضربه های چکش نابود می شود و فسفر (بیش از 0.05٪) باعث می شود فولاد شکننده در حالت سرد باشد. نیکل قدرت فولاد را افزایش می دهد و مقاومت کروم را افزایش می دهد، اما هدایت حرارتی فولاد کاهش می یابد، منگنز اثر مضر گوگرد را کاهش می دهد و سختی را افزایش می دهد، قدرت باعث کاهش هدایت حرارتی می شود. سیلیکون قدرت و انعطاف پذیری را افزایش می دهد، اما ویسکوزیته و جوشکاری را کاهش می دهد. برای برچسب گذاری فولادهای آلیاژی که عمدتا برای تولید ابزارهای آهنگر استفاده می شود که در حالت های شوک و درجه حرارت بالا عمل می کنند، تعیین های ویژه ای از شایع ترین عناصر آلیاژ استفاده می شود: C - سیلیکون، G - منگنز، N - نیکل، T - تیتان، X - Chrome، Yu - آلومینیوم، A \u200b\u200b- محتوای کاهش گوگرد و فسفر. به عنوان مثال، یک نام تجاری 18HGT است - فولاد حاوی 0.18٪ کربن، تا 1٪ کروم، منگنز، تیتانیوم است. فولاد کربن ابزار حاوی 0.6-1.3٪ کربن، 6/15-0.6 درصد منگنز، 0.15-0.35٪ سیلیکون، 0.03-0.35٪ گوگرد و فسفر. چنین فولادها توسط نامه W. بعدی نشان داده می شوند، این رقم درصد کربن را نشان می دهد. به عنوان مثال، فولاد U9 - ابزار فولادی با محتوای کربن 0.9٪.
در Blacksmaster، فلزات غیر آهنی استفاده می شود: مس، آلومینیوم، منیزیم، تیتانیوم و آلیاژهای آنها: برنج (آلیاژ مس با روی) درجه L90، L80، L68، L62، و غیره (اعداد نشان می دهد محتوای مس در درصد)؛ برنز کوچک (آلیاژ مس با قلع) - BROTS4-3 (4٪ قلع و 3٪ روی) و دیگران. صبر خوب توسط آلیاژهای آلومینیومی متمایز است.
تمام فلزات و آلیاژها دارای یک ساختار پلی کریستالی هستند، یعنی شامل دانه های جداگانه ای است که با یکدیگر متصل می شوند، که بین آنها غیر فلزی در اکسید های مختلف، کاربید و سایر اتصالات در قالب نازک قرار می گیرند. اندازه دانه 0.01-0.2 میلی متر است و همچنین دارای ساختار بلوری است.چه اتفاقی در فلز در هنگام ضربه چکش اتفاق می افتد؟
با جعل، تغییر شکل به علت لغزش دانه نسبت به یکدیگر اتفاق می افتد، زیرا قدرت دانه بیشتر از ارتباط بین آنها است. به عنوان یک نتیجه از جعل، دانه فلزی در جهت جریان فلزی کشیده می شود و منجر به تشکیل یک ساختار خوب دانه می شود (شکل 29).
شکل. 29. کریستالیزاسیون فولاد: 1 - چکش؛ 2 - Anvil؛ 3 - حالت کریستال ها به جعل: 4 - کریستال های تحت جعل؛ 5 - کریستال پس از جعل
 با آنها، ورودی های غیر فلزی از بین می رود، که به فلز یک ساختار فیبری فلزی می دهد. این را می توان با چشم غیر مسلح دیده می شود. کیفیت قدرت فلز بستگی به دمای انتهای جعل دارد: درجه حرارت فلز در انتهای تغییر شکل، خواص مکانیکی فلز (دانه بزرگتر است) بهتر است.
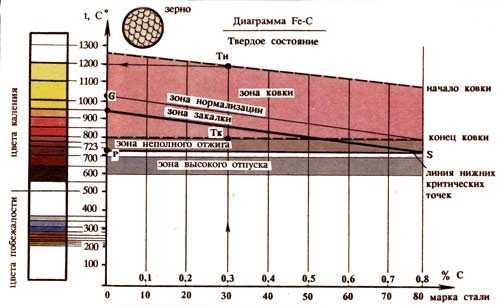
با آنها، ورودی های غیر فلزی از بین می رود، که به فلز یک ساختار فیبری فلزی می دهد. این را می توان با چشم غیر مسلح دیده می شود. کیفیت قدرت فلز بستگی به دمای انتهای جعل دارد: درجه حرارت فلز در انتهای تغییر شکل، خواص مکانیکی فلز (دانه بزرگتر است) بهتر است. تغییرات در آلیاژها در طول گرمایش و خنک سازی می تواند توسط یک نمودار دولتی تعیین شود (شکل 30)، که یک نقشه برداری گرافیکی از ترکیب فاز و ساختار آلیاژهای تحت شرایط تعادل است، بسته به درجه حرارت و غلظت اجزاء.
شکل. 30. نمودار "کربن"
این نمودار برای انتخاب معقول از حالت های حرارتی تمام انواع پردازش فولاد داغ مهم است. در محور Ordenate - دمای آلیاژ، در امتداد محور Abscissa - محتوای کربن. نمودار مشخص شده نقاط بحرانی، در دمای آن تغییرات ساختاری رخ می دهد. با توجه به نمودار، ما یادآوری می کنیم که تغییرات در ساختار در بالای خط RS رخ می دهد، زیرا فریت به آستنیت می رود، به این معنی که شاخدار، پلاستیک فلزات بهبود یافته است. بین خطوط GS و PS غلات فریت را نشان می دهد. در زیر خط RS Austenite به فریت می رود، I.E. فلز دارای درجه بالایی از پلاستیک است، اما سختی و قدرت کوچک است. بین خطوط AE و GS، منطقه دمای مطلوب و ساختارهای فلزی برای جعل واقع شده است.
در دمای گرمای 1500 درجه سانتیگراد، I.E. خطوط بالای سخنرانان، فولاد در حالت مایع است.
آهنگر باید بتواند فولاد را انتخاب کند، که از لحاظ کیفیت آن، محصول برنامه ریزی شده را مطابقت می دهد.
تامین کننده کارخانه بر اساس رنگ تنظیم شده برای هر درجه فولاد، پایه لمینیت را علامت گذاری می کند. در برگه 2 رنگ های مجموعه ای را برای فولادهای مورد استفاده برای جعل هنر نشان می دهد.
جدول 2
رنگ برای فولادهای مورد استفاده برای جعل هنری
هنگامی که فولاد را صرف می کنید، آنها ابتدا انتهای نامناسب را قطع می کنند، پایان دادن به ننگه به \u200b\u200bپایان رسیده است. اما اغلب آهنگر باید با پیشگیری از پردازش فلز یا قطعه کار از دست داده است. چگونه می توان نام تجاری فولاد را تعیین کرد؟ به نظر می رسد که راه هایی برای تعیین نام تجاری فلز در مواجهه با کارگاه خود وجود دارد.
 فولاد های مختلف دارای ویژگی های جرقه هستند. هنگام دست زدن به نمونه با یک پوستر چرخشی، جرقه رخ می دهد. در کارگاه، لازم است مجموعه ای از نمونه های تمبرهای مختلف فولاد با تمبرها، که می تواند به عنوان یک استاندارد در هنگام تعیین نام تجاری فولاد در جرقه، به عنوان یک استاندارد خدمت کند. این روش باعث می شود مقدار کربن در فولاد به 0.2٪ تعیین شود و در آن تنگستن و کروم وجود داشته باشد. جرقه ها به وضوح در یک پس زمینه سیاه و سفید قابل مشاهده است، توصیه می شود که در یک بسته نرم افزاری از جرقه قرار دهید. هنگامی که آزمون لازم است، نمونه را نسبت به دیسک چرخشی قرار دهید، به طوری که پرتو جرقه حدود 30 سانتی متر عمود بر خط دید بود.
فولاد های مختلف دارای ویژگی های جرقه هستند. هنگام دست زدن به نمونه با یک پوستر چرخشی، جرقه رخ می دهد. در کارگاه، لازم است مجموعه ای از نمونه های تمبرهای مختلف فولاد با تمبرها، که می تواند به عنوان یک استاندارد در هنگام تعیین نام تجاری فولاد در جرقه، به عنوان یک استاندارد خدمت کند. این روش باعث می شود مقدار کربن در فولاد به 0.2٪ تعیین شود و در آن تنگستن و کروم وجود داشته باشد. جرقه ها به وضوح در یک پس زمینه سیاه و سفید قابل مشاهده است، توصیه می شود که در یک بسته نرم افزاری از جرقه قرار دهید. هنگامی که آزمون لازم است، نمونه را نسبت به دیسک چرخشی قرار دهید، به طوری که پرتو جرقه حدود 30 سانتی متر عمود بر خط دید بود. چشم ها باید با عینک محافظت شوند.
طول جرقه بستگی به فشار فشار بر روی دیسک چرخشی دارد و ممکن است با تعیین درجه و یکنواختی فشار، به همان طول جرقه ای دست یابد و آن را در طول آزمایش حفظ کند. فشار خون ناهموار فشار بر روی دایره می تواند نتیجه تحریف شده را به دست آورد. هنگام تشکیل یک جرقه، لازم است به دقت طول جرقه، تعداد، رنگ و مشخصه ستاره ها را مشاهده کنید (شکل 31).
شکل. 31. تعریف فولاد در جرقه
1) اگر محتوای کربن حدود 0.12٪ باشد، جرقه ترکیبی از یک خط مستقیم با ضخامت قرمز روشن و تاریک را ترک می کند. بسته بندی طولانی و نور.
2) اگر محتوای کربن 0.5٪ باشد، بسته نرم افزاری کوتاه تر است، همچنین نور، اما از اولین ضخیم شدن، ستاره ها شروع به جدا کردن می کنند.
3) فولاد سازنده با محتوای 1٪ کربن یک فن کوتاه و گسترده ای از جرقه های قرمز مایل به قرمز، و از اولین ضخیم شدن آن توسط جرقه جدا شده است.
4) مشخصه فولاد منگنز تشکیل ستاره ها در انتهای ضخامت اول است. دیدگاه پرتو بستگی به محتوای کربن دارد.
5) فولاد Chrome یک طرفدار طولانی از جرقه ها را می دهد، گاهی اوقات با یک استراحت قرمز می شود و با جدا کردن ستاره ها بسیار مشخص است.
6) فولاد تنگستن یک جرقه تیره قرمز متناوب را با ضخیم شدن روشن در پایان می دهد.
7) فولاد Chromolofram از سختی متوسط \u200b\u200bیک جرقه دوگانه را می دهد: قرمز ضخیم و بلند و تیره نازک و کوتاه.
8) فیلترینگ فولاد دارای همان جرقه مشابه در فولاد Chromvoltral است، اما با یک استراحت.
به عنوان یک مکمل این موضوع، لطفا با جدول آشنا شوید. 3
جدول 3
تعریف جدول مارک های فولادی در جرقه
شناخته شده است که همه فولاد سخت نیست. این نیز راهی برای تعیین نام تجاری فولاد است. لازم است که قطعه فولاد را حرارت دهید و به سرعت در آب سرد شود. اگر این یک فولاد کوچک کربن است، آن را سخت نیست و به راحتی به یک فایل می دهد.
جدول 4
دمای حرارت حرارت فولاد و رنگ های مربوطه
ابزار و وسایل.
ابزارهایی که باید از آهنگر استفاده کنند، بر اساس هدف آنها برای حمایت، شوک، چسبیده، پوشش، هیجان انگیز، اندازه گیری و کمکی تقسیم می شوند.
ابزارهای پشتیبانی: Anvil اساسی، Anvil کوچک برای محصولات کوچک و فیوز.
ابزارهای پوشش
ابزار پوشش داده شده به سه گروه تقسیم می شود:
I. ابزار نصب شده تحت چکش یا دستگیره؛
دوم ابزار نصب شده بر روی Anvil؛
III ابزار جفتی
 شکل. 35. ابزار Loping: 1 - نورد؛ 2 - اتو کردن با یک سطح استوانه ای؛ 3 - اتو کردن با سطح مربع؛ 4 - اتو کردن با یک سطح مستطیلی یک طرفه؛ 5 - اتو کردن با سطح بزرگ؛ 6- گذر؛ 7 - اسکنه شکل؛ 8 - اسکنه برای برش طولی؛ 9 - اسکنه برای برش عرضی؛ 10- سیستم عامل مخروطی؛ 11- سیستم عامل استوانه ای؛ 12 - دنباله ای از سطوح کار Glades 3، 4، 5.
شکل. 35. ابزار Loping: 1 - نورد؛ 2 - اتو کردن با یک سطح استوانه ای؛ 3 - اتو کردن با سطح مربع؛ 4 - اتو کردن با یک سطح مستطیلی یک طرفه؛ 5 - اتو کردن با سطح بزرگ؛ 6- گذر؛ 7 - اسکنه شکل؛ 8 - اسکنه برای برش طولی؛ 9 - اسکنه برای برش عرضی؛ 10- سیستم عامل مخروطی؛ 11- سیستم عامل استوانه ای؛ 12 - دنباله ای از سطوح کار Glades 3، 4، 5.
ابزار پوشش شامل اجاق عظیم فولاد 300x400 میلیمتر و ارتفاع 150-200 میلیمتر، در چهره های چهار طرفه که از شکل های مختلف شکل و قد وجود دارد: نیمه دایره ای، مثلثی و غیره این اجاق گاز برای جعل عناصر مختلف شکل به جای تمبر استفاده می شود. در انتهای سطوح این اسلب، از طریق سوراخ های دور، مربع و شکل از اندازه های مختلف وجود دارد که برای پانچ های مختلف سوراخ ها در محصولات استفاده می شود. در Forge بزرگ، جایی که نرده های باغ تولید می شوند، گریل های بالکن و سایر محصولات بزرگ، باید یک ورق بزرگ فولاد یا چدن آهن - یک قاعده - ضخامت 50 تا 200 میلی متر و از لحاظ 1.5x3 متر با صاف، سطح صاف. این بر روی بز های فلزی ویژه در مرکز Forge نصب شده است. در این اسلب، باید از طریق سوراخ ها برای نصب پین ها، پیچ و مهره ها و دیگر وسایل مختلف برای پروفیل های فلکس شکل، ساختارهای مونتاژ و سایر عملیات تکنولوژیکی وجود داشته باشد.
تمام گروه های گروه باید دستگیره های سیم یا ضخیم را داشته باشند. توجه داشته باشید که دستگیره ابزار پوشش داده شده به ضربه های ضربه زده می شود و مشخص نمی کند که ارتعاش و ضربه از طریق دسته از طریق دسته به دست آهنگر منتقل می شود. سیم پیچ در اطراف سر در شرایط داغ چرخش.
اسکنه، آهنگر است - برای برش بلوک ها در شرایط گرم یا سرد. سر چارچوب شامل سه بخش است: سطح محدب، که با چکش اعتصاب می کند؛ بخش متوسط \u200b\u200bبا سوراخ - عنکبوت برای نصب دسته؛ چاقو بخش اصلی است که فلز را قطع می کند. برای برش سرد، زاویه تیز 60-70 درجه، برای گرم - 15-30 درجه است. تکه تکه شده از فولاد کربن بالا U7، U8، آلیاژ 6xcs یا فولاد 45؛ 50. شکل چاقوی چاقو می تواند مستقیم، داشتن انحنای در یک هواپیما افقی یا دو هواپیما باشد. اسکنه با یک چاقوی مستقیم برای برش عرضی و طولی استفاده می شود. چاقو اسکنه برای برش عرضی به صورت موازی قرار دارد و چاقوی چاقو برای برش طولی عمود بر محور دسته است.
تیز کردن یک طرفه از اسهال در مورد زمانی که لازم است محصول را با یک پایان مستقیم به دست آورید، انجام می شود. بدون شیب، اگر یک تعصب مجاز باشد یا نیاز به یک چمبر داشته باشید، پس از آن یک چاقو با تیز کردن دو طرفه اعمال می شود. چاقو با یک چاقوی شعاعی از فلز ورق از عناصر مختلف منحنی از نوع رنگ ها، برگ ها و غیره استفاده می شود. اسکنه با نبرد شکل برای برش از بلوک های منحنی از خطوط منحنی استفاده می شود. بسته به اندازه محصولات و الگوهای برش، لازم است که چیس مورد نظر را انتخاب کنید. نقاشی از تزئینات بر روی فرآورده ها، اسکنه با لبه برش خسته کننده اعمال می شود. هنگامی که کار می کند، چیسل تحت آماده سازی بر روی واشر از ورق آهن یا مس قرار می گیرد، که از قسمت صورت از خسارت محافظت می کند و تیغ چاقو از بین می رود. بطری ها را بر روی ناحیه غیرقانونی از Anvil بریزید. نزدیک شاخ های مخروطی. باید به یاد داشته باشید که اولین و آخرین ضربه بر روی چاقو ضعیف است. اول - به طوری که چیسل به طور مساوی به قطعه کار سقوط کرد، و دومی - به طوری که بخش جدا شده پرواز نمی کند و به هیچ کس آسیب نمی رساند.
Pobblers برای سوراخ سوراخ استفاده می شود، در فرقه ها و سطوح برگ های برگ خورده می شود. جابجایی شامل سه بخش است. این ضربه در امتداد بالای بانکر استفاده می شود - سر؛ بخش وسط تجزیه با سوراخ - سوراخ برای دسته، بخش کار به نام ریش نامیده می شود. ریش خود را مخروطی ساخته شده است، که تولید خروجی خود را از فرم در تولید را تسهیل می کند و به شما اجازه می دهد تا سوراخ های مختلف را برای قطر های مختلف و یا اندازه بسته به عمق شکست در فلز.
Pobblers از فولاد 40، 45، U7، 6xc ساخته شده است با سختی بخش کار 45-50 HRC در طول 30 میلیمتر و سختی بالای سر 30-40 HRC.
برای سوراخ کردن سوراخ در محصولات ضخیم جعلی، سیستم عامل و پانچ های خاص استفاده می شود، که، بر خلاف اجرا، دست ها را ندارند، و نگه داشتن کنه ها. در سران چکش ها و سوراخ های دندانه دار، شکل بیضی شکل دارند، دارای سطوح دو طرفه هستند، که در هنگام سوراخ کردن سوراخ با فلاش مخروطی بیضی شکل می گیرد. در ابتدا، سوراخ در یک طرف قطعه کار برداشت می شود و سپس 180 درجه را از بین برد و سوراخ را از طرف دیگر فلاش زد. به طور مشابه، سوراخ های استوانه ای بیضی شکل در سر دستگاه پوشش، باتلاق، سکته مغزی، غلتک ها و غیره هستند
از تجربه Blacksmithing، شناخته شده است که به منظور استخراج فلاش از سوراخ سوراخ شده در انقباض قبل از مشخص شده، زغال سنگ کمی خوب و گشت رخ داده است زمانی که گشت رخ می دهد به عنوان آن را به ابزار فشار داده شده است.
Glades طراحی شده است تا زبری را بر روی سطح فرجان قرار دهد پس از آن توسط یک چکش پردازش می شود. Smoothies دارای سطح کار مسطح و نیمی از شکل های مختلف اشکال و اندازه های مختلف است. هواپیماهای بزرگ با یک شیشه با یک سطح کار مربع با اندازه 100x100 میلی متر و برای مربع کوچک یک صاف از 50x50 میلیمتر در اندازه یا با یک سطح مستطیل شکل بگیرید. گلار با یک سطح استوانه ای در هنگام صاف کردن دمبل و سطوح شعاع استفاده می شود، انتخاب اندازه مناسب. مواد Glades فولاد 40، 45، 50. سختی
 سطوح 40-50 HRC، و سختی بالای سر 30-40 HRC.
سطوح 40-50 HRC، و سختی بالای سر 30-40 HRC. نورد (Nadovka) طراحی شده است تا سرعت بخشیدن به خرد کردن فلز را همراه یا در اطراف محور، و همچنین از دست دادن شیارهای استوانه ای بر روی بولت ها طراحی شده است.
ابزارهای پوشش گروه دوم (شکل 36) دارای یک سینه مربع است که به سوکت آنویل مناسب وارد می شود.
شکل 36. ابزار پوشش دوم گروه: 3، 4، 5- ابزار ویژه؛ 2- مخروط؛ 6 - چنگال؛ 7- تحویل
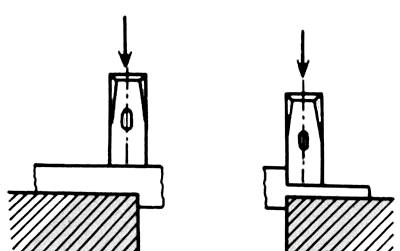
Cutches برای برش دادن فرم ها یا قلمه های قطعات آن با استفاده از دستبند استفاده می شود. Blacksmith Blank بر روی چاقو پوشش قرار می گیرد و دستشویی را روی آن قرار می دهد، بخش لازم را کاهش می دهد، اما نه به انتها، به طوری که تیغه برش را خراب نکنند. بنابراین، آنها یک نوار عمیق قطعه کار را انجام می دهند و در نهایت بخش های قطعه کار را در لبه ی آنویل با یک ضربه کوچک از دستگیره جدا می کنند. CRESSING MATERIAL 350 با سختی سطح کار 50-55 HRC. تیغه در زاویه 60 درجه میزبانی می شود.
مخروط Mandrels برای گسترش سوراخ ها در جعل، توزیع حلقه ها و انجام عملیات خمشی طراحی شده است.
چنگال برای خمش های خمشی طراحی شده اند.
Parry Bedding Tool III گروه (شکل 37).
شکل. 37. ابزار نهایی گروه سوم: A - نارسایی: 1 - هگز؛ 2 - استوانه ای؛ 3 - مربع؛ 4 - زیر خدمات ب - میخک؛ B - فرم های Blacksmith
طراحی شده برای افزایش بهره وری از blacksmiths و بهبود اشکال فرقه ها. این ابزار شامل پایین (ابزار پایین تر) است که به باز کردن مربع مربع و بالا (قسمت بالای دستگاه) وارد شده است، داشتن یک دسته برای نگه داشتن مربع.
این گروه شامل CRIMP زوجی است تا یک قطعه کار پیش کشف شده از فرم استوانه ای، مستطیل شکل درست استوانه ای، مستطیلی یا چند منظوره را ارائه دهد، و برای درک مطلب (توزیع) فلز هر دو طولی و عرضی را در نظر گرفته است. برای کار، زیرمجموعه های مختلف شعاع های مختلف از 8 تا 30 میلی متر استفاده می شود. آثار هنری ویژه با استفاده از تمبر - تمبر انجام می شود شکل های پیچیده امدادگران. مواد CRIP، صندلی ها و تمبرهای فولاد 45، 50، U7. سختی بخش های کاری 45-50 HRC و بالای بخش ضربه - 30-40 HRC.
نوک پستان با چکش های Hatch طراحی شده است تا سران مقادیر و اشکال مختلف ناخن ها، پیچ و مهره ها را از بین ببرد. ناخن خود را یک شکل جداگانه با دسته یا یک صفحه خاص با سوراخ است. برای دادن یک سر ناخن، پیچ یا ناخن فرم لازم (حوزه ها، منشور، شش ضلعی، و غیره) هامرها را اعمال کنید. میخک ها با جعل فولاد 45، U7، U7A و حرارتی تحت سختی 45-50 HRC تولید می شوند.
 ابزار هیجان انگیز (شکل 38).
ابزار هیجان انگیز (شکل 38). شکل. 38. انواع کنه های آهنگر: 1 - دسته؛ 2 - حلقه گیر (Spenier)؛ 3 - ناخن؛ 4 - اسفنج؛ 5 - خالی؛ 6 - طولی-استوانهای؛ 7 - طولی مستطیل شکل؛ 8 - متقابل مستطیل شکل؛ 9 - زغال سنگ؛ 10 - حلقه؛ 11 - برای محورها؛ 12 - نام تجاری؛ 13 - برای گرفتن سیلندر از داخل؛ 14 - Pondo-Cross
به این کلاس تعلق دارد از انواع مختلف انبر. آنها در نظر گرفته شده اند تا بولت های گرم را از کوه حذف کنند و آنها را در طول فورج نگه می دارند. انبردست شامل دو مولکلر متصل شده توسط ناخن است؛ سر از کنه ها با اسفنج طراحی شده است تا قطعه کار را ضبط کند، پشت این دسته است. به شکل اسفنج ها، انبردست به عرضی طولی، عرضی، عرضی طولی و ویژه تقسیم می شود. انبردست های Blacksmith باید به راحتی با اسلحه بهار آسان باشد، و برای قابلیت اطمینان در طول عملیات دستگیره، آنها با یک حلقه خاص - یک سفانتی تثبیت می شوند. طول مولکول های آهنگر 300 تا 1500 میلی متر است، مواد فولاد 15، 20، 25 است. قطعه کار باید به شدت توسط کنه ها دستگیر شود. اما اگر این اتفاق بیفتد، لازم است که اسفنج ها را در فرم قرار دهیم. برای انجام این کار، اسفنج تیک در کوه گرم می شود، آنها را پوشش می دهد قطعه کار، و آنها را با یک دستمال کاغذی یا چکش چکش می کند. انبردست، به خوبی نصب شده، به طور قابل توجهی افزایش بهره وری کار و کاهش صدمات.
ابزار گیره (شکل 39) برای بستن قالب های گرم و سرد قبل از انعطاف پذیر، رسوب، تخریب، تخریب و سایر عملیات طراحی شده اند.
شکل. 39. چالش معاون: 1 - اسفنج ثابت؛ 2 - Fastener Planck؛ 3 - میله پایین؛ 4 - لولا؛ 5 - دسته؛ 6 - بهار؛ 7 - اسفنج موبایل.
 اینها گیره های مختلفی هستند. با پیچ و مهره های قدرتمند، پیچ و مهره های قدرتمند، پیچ و مهره های قدرتمند را به حمایت اصلی از Workbench Fitter یا صندلی جداگانه مخلوط کنید - یک خرد است که به طور قابل اعتماد به طبقه ثابت می شود. سطح بالای اسفنج ها در ارتفاع 900 تا 100 میلی متر از کف است. برای افزایش سفتی چفت، میله پایین تر به صندلی یا قفسه متصل می شود. اسفنج های Piscovets از فولاد 35L، 45L، یا از فولاد 20، 25 ساخته شده است.
اینها گیره های مختلفی هستند. با پیچ و مهره های قدرتمند، پیچ و مهره های قدرتمند، پیچ و مهره های قدرتمند را به حمایت اصلی از Workbench Fitter یا صندلی جداگانه مخلوط کنید - یک خرد است که به طور قابل اعتماد به طبقه ثابت می شود. سطح بالای اسفنج ها در ارتفاع 900 تا 100 میلی متر از کف است. برای افزایش سفتی چفت، میله پایین تر به صندلی یا قفسه متصل می شود. اسفنج های Piscovets از فولاد 35L، 45L، یا از فولاد 20، 25 ساخته شده است. کنترل و اندازه گیری ابزار (شکل 40) برای اندازه گیری فرم ها و فرج کردن هر دو در طول فرآورده و پس از پردازش و خنک کننده ضروری است.
شکل 40. ابزار اندازه گیری کنترل: I-
 schunzirkul: 1، 2 - اسفنج های کوچک برای اندازه گیری ابعاد داخلی؛ 3 - قفل پیچ؛ 4 - قاب حرکت؛ 5 - عمق متر؛ 6 - مقیاس غیر محدود؛ 7- اسفنج موبایل؛ 8 - اسفنج ثابت؛ II - دایره: 9، 10- Nutromers؛ 11 - Kronzirkuli
schunzirkul: 1، 2 - اسفنج های کوچک برای اندازه گیری ابعاد داخلی؛ 3 - قفل پیچ؛ 4 - قاب حرکت؛ 5 - عمق متر؛ 6 - مقیاس غیر محدود؛ 7- اسفنج موبایل؛ 8 - اسفنج ثابت؛ II - دایره: 9، 10- Nutromers؛ 11 - Kronzirkuli
ابزار اندازه گیری جهانی - خط فولاد برای اندازه گیری ابعاد خطی. قوانین مختلف 250، 500، 1000 میلی متر استفاده می شود؛ متر فولاد فلزی برای اهداف مشابه حاکم اعمال می شود، اما شامل واحدهای جداگانه متصل به فشرده سازی می شود. دقت اندازه گیری توسط چنین حاکم و متر 0.5 میلی متر است.
تماس گیرنده برای اندازه گیری های خطی طراحی شده است، هر دو بیرونی و داخلی، و اندازه گیری قطر های خالی ها و فرقه ها با استفاده از لب های کوچک و استفاده از یک عمق عمق. 5. دقت اندازه گیری Calipers 0.1 میلی متر است. لوب دهم میلی متر با استفاده از مقیاس Nonius 6 تعیین می شود.
Cornelters و مربع برای اندازه گیری اندازه زاویه ای طراحی شده اند. به طور گسترده ای در کولرهای کسب و کار سیاه و سفید با زاویه دائمی 30، 60، 90 درجه استفاده می شود.
تاج ها و زهکشی ها برای اندازه گیری فاصله در فضای باز و داخلی، خدمت می کنند.
انویل کاری
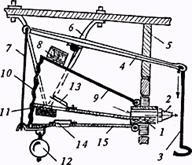
 Anvils مدرن از فولاد 45L توسط ریخته گری ساخته شده است. راحت ترین و جهانی در کار انویل کاری (شکل 32).
Anvils مدرن از فولاد 45L توسط ریخته گری ساخته شده است. راحت ترین و جهانی در کار انویل کاری (شکل 32). شکل. 32. Curry Anvil: 1- صورت Anvil؛ 2- سوراخ مربع؛ 3-دم؛ 4- براکت؛ 5 پایه؛ 6 - پنجه؛ 7 - شاخ مخروطی؛ 8 - یک پلت فرم غیرقانونی؛ 9 - سوراخ های دور
هواپیما افقی بالا 1 صورت یا یک پلاگین نامیده می شود، تمام آثار Blacksmith پایه بر روی آن انجام می شود. سطح چهره به سختی 45-50 HRC و جلا داده می شود. لبه های جانبی آنویل باید یک زاویه 90 درجه را با سطح جلویی ایجاد کند و لبه باید کاملا تیز باشد و نه تراشه ها و جریمه ها. RAB انجام شده محصولات خمش، توزیع مواد، و همچنین سایر عملیات کمکی انجام می شود.
شاخ مخروطی 7 برای خمیر های خمشی و میله ها، و همچنین بلوک های حلقه نورد و جوشکاری طراحی شده است. در برخی از انواع، یک پلت فرم مستطیلی متوسط \u200b\u200b8 بین شاخ و صورت وجود دارد که سخت نیست و برای ورود به آن در نظر گرفته شده است.
از طرف مقابل شاخ ها دم 3 وجود دارد، که یک هرم مستطیل کنسول است، آن را برای خم شدن و ویرایش بسته های مستطیلی بسته شده طراحی شده است. در دم، یک سوراخ مربع 2 با اندازه 35x35 میلیمتر وجود دارد که برای نصب یک ابزار پوشش (پایین تر) و سایر دستگاه ها استفاده می شود. در نزدیکی شاخ های مخروطی یک سوراخ دور از D15 میلیمتر وجود دارد. در برخی از انواع، دو سوراخ دور از قطر های مختلف اعمال می شود. در پایین Anvil Paws 6 وجود دارد، که برای آن با براکت های ویژه 4 به Churban - Churan 5 یا پایه فلزی وصل شده است. به عنوان یک صندلی، یک چوپان چوبی عظیم یا پستان از بلوط بلوط، قطر افرا یا توس 500-600 میلی متر معمولا استفاده می شود. شما می توانید یک صندلی و از قطعات فردی را با سفت کردن آنها با حلقه های آهن استخدام کنید. هنگامی که امکان انتخاب Chubban لازم نیست، می توانید از یک بشکه فلزی یا چوبی استفاده کنید، در داخل آن که شن و ماسه، خاک رس، زمین، به خوبی چسبیده است، و تخمگذار چوبی بر روی آن قرار داده شده است و آنویل بر روی آن نصب شده است.
توجه زیادی باید به نصب صندلی پرداخت شود، باید به صورت عمودی ایستادگی کند و در حالی که کار می کند، ارتعاش نیست. صندلی به عمق حداقل 0.5 متر دفن شده است و زمین در اطراف آن به خوبی است. انتهای بالای صندلی را می توان با غدد سقف بسته بندی کرد، که از سوزش محافظت می کند، زمانی که مقیاس یا پستان های داغ قطعه کار می شود. ارتفاع صندلی بستگی به رشد آهنگر دارد و 600 تا 700 میلی متر از سطح کف و یا دقیق تر است - باید به راهنمایی ها کمی خم شدن انگشتان ایستاده ای از آهنگر ایستاده برسد.
با تاثیر آسان بر روی یک آنویل خوب، صدای بلند و تمیز شنیده می شود، و چکش از آن با زنگ پرش می کند.
ستون فقرات آنویل.
برای کار کوچک Blacksmiths اعمال Anvil اندازه کوچک و توده ها یا عصاره های ویژه ای (شکل 33)، که توسط یک سوراخ چهار نفره به یک سوراخ مربع از انویل اصلی نصب می شوند. برخی از دامنه ها دارای یک قفسه عمودی بلند هستند و به وسیله یک پایان داده شده در یک چوب یا زمین چوبی رانده می شوند. ساخته شده sperks
 روش فولاد کربن 45-50 و به دنبال آن سخت شدن سطح کار به سختی 40-47 HRC.
روش فولاد کربن 45-50 و به دنبال آن سخت شدن سطح کار به سختی 40-47 HRC. شکل. 33. sperks: 1 - به داخل anvil وارد شده (کم)؛ 2 - وارد زمین (بالا)
ابزار کوک
 ابزارهای ضربه شامل چکش ها: دستبند، چکش های مبارزه و چکش های دندانی. دستگیره ابزار اصلی آهنگر است، با کمک او یک محصول کوچک کوچک است. Blacksmith کار بدون دستیار به نام "دست یک دست"، که در یک طرف. handbns مقدار زیادی از 0.5-2 کیلوگرم دارند، اما تا 4-5 کیلوگرم (شکل 34).
ابزارهای ضربه شامل چکش ها: دستبند، چکش های مبارزه و چکش های دندانی. دستگیره ابزار اصلی آهنگر است، با کمک او یک محصول کوچک کوچک است. Blacksmith کار بدون دستیار به نام "دست یک دست"، که در یک طرف. handbns مقدار زیادی از 0.5-2 کیلوگرم دارند، اما تا 4-5 کیلوگرم (شکل 34). شکل. 34. دستگیره ها و چکش ها: 1 - دستبند با پشت طولی؛ 2 - دستگیره با عبور از پشت 3 - دستبند با الاغ کروی؛ 4 - چکش با پشت گوه یک طرفه؛ 5 - چکش با عقب دو طرفه عرضی؛ 6 - چکش با دو طرفه طولی پشت؛ 7 - چکش 8 - گوه آستین
برای کنترل فرآیند جعل هنگام کار با چکش ها، Blacksmiths توسط دستبند با یک سر نور، شکل کروی پشت استفاده شد. برای جعل محصولات، Blacksmiths از دستبند های سنگین سر با یک ضایعات طولی و عرضی شکل گوه استفاده می کنند. این فرم کاملا جهانی است، زیرا علاوه بر کار، Forge of Blacksmiths کار می کند و پشت فلزات را تسریع می کند. سرهای دستگیره ها از فولادهای کربن و آلیاژ (فولاد 45، 40x) مسدود شده اند، نبرد و عقب به سختی به سختی 48-52 HRC پردازش می شوند. دستگیره ها از جنگل های نازک درخت ساخته شده اند: چنگ زدن، کیزل، افرا، توس، خاکستر، Rowan 350-600 میلی متر طول. دسته باید بدون ترک و بریز، راحت باشد که در دست شما دروغ باشد.
مبارزه با هامرها - چکش های سنگین دو دست با وزن 10-12 کیلوگرم. سران چکش های مبارزه سه نوع هستند: با پشت یک طرفه، با ضایعات طولی و عرضی دو طرفه. نبرد چکش برای جعل اصلی طراحی شده است، و گوه بالایی برای اورکلاک کردن فلز همراه و در سراسر قطعه کار طراحی شده است. چکش سر از فولاد 45، 50، 40x، U7، نبرد نبرد و عقب 48-52 HRC به عمق 20-30 میلیمتر. دستگیره چکش از همان نژاد درختان به عنوان دستگیره ساخته شده است، طول دسته بسته به رشد چکش و جرم سر چکش انتخاب شده است و 70-95 سانتی متر است.
کار یک آهنگر با چکش (یک یا دو) با جعل محصولات بزرگ انجام می شود و به نام "دو بعدی" یا "سه دست" نامیده می شود.
Slenghammer - چکش سنگین تا 16 کیلوگرم با کاشت های مسطح با استفاده از آثار سنگین سنگین که در آن یک نیروی شوک بزرگ مورد نیاز است. ابزارهای ضربه باید به همان اندازه قابل اعتماد باشند. توجه ویژه به کوه دسته با سر پرداخت می شود. سوراخ در سر چکش - دستگیره، جایی که دسته قرار داده شده است، باید یک فرم بیضی وجود داشته باشد و از وسط تا طرف 1:10 تعصب داشته باشد. این تضمین می کند که کوه قابل اعتماد پس از مسدود شدن گوه را تضمین کند و سر سر سر را بر روی دسته تسهیل کند. تمرین نشان داده است که قابل اطمینان ترین - فلز "خیره کننده" گوه، که بخشی از عمق برابر 2/3 از سر چکش است؛ پیچ گوه باید به محور عمودی متصل شود. این به شما اجازه می دهد تا چوب را در دو هواپیما بریزید.
چکش های بوت به سه نوع تقسیم می شوند: آرنج یا ریه ها، شانه یا متوسط، نصب شده - قوی زمانی که چکش دایره کامل را در هوا توصیف می کند. چنین تأثیرات قوی تحت تاثیر قرار می دهد چکش ها با جعل یک توده بزرگ جوشکاری فلزات و آهنگر قطعات عظیم کار می کنند.
کوه ها.
فولاد Kuyu در حالت گرم؛ فقط فلز پیش گرم شده پلاستیک می شود و به راحتی تغییر شکل را تعریف می کند. محدوده دمای خاصی از آغاز و پایان جعل برای هر درجه فولاد وجود دارد (جدول 1 را ببینید).
به طور متوسط، این فاصله زمانی 1100-1300 درجه سانتیگراد برای شروع جعل و 800-900 درجه سانتیگراد برای پایان جعل است. بزرگتر در فولاد کربن، دمای پایین تر را پایین می آورد.
شما می توانید از دستگاه های مختلف گرمایشی برای گرم کردن فلز استفاده کنید. باستانی ترین و ساده ترین آنها شاخ آهنگر است. معدن به نوع قابل حمل و ثابت، باز و بسته تقسیم می شود - بسته به طراحی.
ساده ترین کوه ها.
برای جعل دستی، قابل قبول ترین معادن گودال باز است که اجازه می دهد گرما و فرآورده های کوتاه و طولانی در هر بخشی از آنها (از جمله رسانه ها). آنها به راحتی نگهداری می شوند و در عملیات راحت هستند، به سرعت گرم می شوند. برای تحریک کوه سرد، لانه معدن از خاکستر و سرباره پاک می شود، فورمه را تمیز می کند، یک لایه ذغال سنگ کوچک را ریخته و بال های توفیر را آزاد می کند، سپس تراشه های چوب یا ژاکت های مرطوب را که با نفت سفید مرطوب می شود، بشوید لایه و دمیدن ضعیف. هنگامی که زغال سنگ تبدیل می شود، زغال سنگ بیشتری اضافه می کند و به تدریج دمیدن را افزایش می دهد. در کوه، به لطف ذغال سنگ ذغال سنگ، پوسته جامد تشکیل شده است، که در آن درجه حرارت بالا توسعه می یابد. برداشت یا پایان آن به ذغال سنگ گرم سوخته می شود و با زغال سنگ تازه خوابیده می شود. ایده یک پوسته سخت همیشه باید یک عدد صحیح باشد؛ برای انجام این کار ضروری است که زغال سنگ تازه از لبه ها به مرکز لانه کوه و کمی آن را با آب اسپری کنید. اگر کافه در پوسته بیش از حد بزرگ شود، پوسته پوسته شدن، آن را به زغال سنگ تازه فشار می دهد، و یک قوس جدید به زودی شکل می گیرد. قطعه کار به صورت دوره ای چرخانده شده است، و همچنین تنظیم عرضه هوا، حفظ کمی سیگار کشیدن و شعله خنثی. با دمیدن بالا (هوا بیش از حد)، شعله به شدت تیز می شود، باعث می شود که بیش از حد گرم شدن و لبه های فلزی ذوب شود؛ و علاوه بر این، اکسیژن هوا بیش از حد به ارتباط با فلز و تشکیل اکسید آهن، I.E. okalina
Okalina مضر است زیرا منجر به از دست دادن فلز (Avgar) می شود؛ علاوه بر این، کیفیت قطعه کار کاهش می یابد و باعث کاهش آن می شود. قطعه کار باید سریعتر شود، به عنوان طولانی تر فرقه ها در کوه، بیشتر این امکان وجود دارد که بیش از حد گرم شود، I.E. رشد دانه بیش از حد، که خواص مکانیکی قطعه کار را بدتر می کند. گرمای طولانی تر قطعه کار می تواند منجر به روبرو شود، I.E. قرار دادن مرزهای دانه و از دست دادن ارتباط بین آنها. چنین خالی هنگامی که شما بخشی از آن شکسته می شود شکسته می شود.
در شکل 43 طرح های بسیار ساده ای از کوه را نشان می دهد.
 شکل. 43. ساده ترین کوه ها: 1، 6 - آجر؛ 2 - خالی؛ 3 - زغال سنگ؛ 4 - Griner Griner؛ 5 - نازل؛ 7 - لامپ لحیم کاری
شکل. 43. ساده ترین کوه ها: 1، 6 - آجر؛ 2 - خالی؛ 3 - زغال سنگ؛ 4 - Griner Griner؛ 5 - نازل؛ 7 - لامپ لحیم کاری
کوه ها را می توان با استفاده از یک لامپ لحیم کاری، جارو برقی یا فن دستی درست بر روی زمین انجام داد. دستگاه چنین شاخ: سه آجر را در انتهای قرار دهید، مشبک درجه بر روی آنها قرار می گیرد، و آن را بر روی چهار آجر نصب شده است، که در آن زغال سنگ سقوط می کند. لامپ لحیم کاری با نازل در زیر قرار دارد. سوزاندن کوه و شما می توانید قطعه کار را حرارت دهید.
حتی یک طراحی ساده از کوه وجود دارد. ابتدا باید یک سوراخ کوچک بکشید و یک لامپ لحیم کاری را به آن بگذارید. در نزدیکی یک آجر نسوز است. در شکاف بین آجر، بولت های کوچک گذاشته شده است. با نصب یک فن با یک درایو دستی در سوراخ، و قرار دادن یک شبکه در سطح زمین، شما می توانید فلز و جعل محصولات کوچک را گرم کنید.
معادن قابل حمل
 شاخ قابل حمل آسان با استفاده از جارو برقی خانگی در شکل نشان داده شده است. 44
شاخ قابل حمل آسان با استفاده از جارو برقی خانگی در شکل نشان داده شده است. 44 شکل. 44. شاخ قابل حمل و فورمه (در بالای صفحه): 1 - پایه؛ 2 - furma؛ 3 - نوار خاکستر؛ 4 - شلنگ؛ 5 - جارو برقی؛ 6-GRATE GRILLE؛ 7- سپاه Furma؛ 8 - نازل؛ 9 - پوشش پایین؛ 10 - قفل قفل
پایه کوه از گوشه ها پخته شده بود، میز تپه با آجر نسوز گذاشته شد. فورما در گوشه های افقی بالا قرار داده شده است. در ارتفاع 15 سانتیمتر، یک نازل با قطر داخلی 30 میلیمتر از پایه به عوارض خاکستر جوش داده شده است که انتهای شیلنگ جارو برقی را درج می کند. باید در نظر گرفته شود که شلنگ باید به لانه بالایی از جارو برقی وارد شود، کار بر روی انتشار هوا از جارو برقی، و فنجان پایین جارو برقی (تحت گرد و غبار گرد و غبار) در این حذف شده است فرم، جارو برقی بر روی پایه نصب شده است.
در زباله های روستایی، نازل اغلب به آستین قدیمی آهن آهن برای چرخ ها خدمت می کند. برای دوام چنین لبه کوهی از فورمه، توصیه می شود که خاک رس اسمیر را با شن و ماسه بنویسید.
به طور کلی، شاخ قابل حمل همه فلز یا قابل انعطاف است
 طراحی سازگار بود تا خالی از اندازه کوچک در شرایط سایت های ساختمانی، در Alpalage، خارج از شهر باشد. کوه قابل حمل شامل یک قاب فلزی تمام جوش شده است که در بالای آن میز با یک قارچ و فن برای تزریق هوا متصل است. فن توسط یک پدال پا از طریق یک مکانیزم میل لنگ، چرخ فلک و انتقال کمربند رانده می شود.
طراحی سازگار بود تا خالی از اندازه کوچک در شرایط سایت های ساختمانی، در Alpalage، خارج از شهر باشد. کوه قابل حمل شامل یک قاب فلزی تمام جوش شده است که در بالای آن میز با یک قارچ و فن برای تزریق هوا متصل است. فن توسط یک پدال پا از طریق یک مکانیزم میل لنگ، چرخ فلک و انتقال کمربند رانده می شود. در شکل 45 مین های قابل حمل آمریکایی را نشان می دهد. کوه بسته دارای یک درایو دستی به طرفداران از طریق یک ضریب، که به طور قابل توجهی افزایش فرکانس چرخش پروانه را افزایش می دهد. طراحی کوه دارای یک انفجار کوچک و معاون است. دستگیره دارد دو مقصد. این شاخ با درایو الکتریکی.
شکل. 45. کوه های قابل حمل آمریکایی: I - با یک طرفدار دستی دستی: 1 - دسته؛ II - با درایو الکتریکی: 2 - درایو الکتریکی؛ 3 - چتر حرکت عمودی.
معادن ثابت
برای جابجایی تمرکز و بلوک های گرم، پایه مورد نیاز است و یا همچنین جدول بندی جدول نامیده می شود. این پایه شاخ ثابت است. مطبوعات معمولا در وسط دیوار عقب forge نصب شده است و ارتفاع آن بستگی به رشد آهنگر دارد. برای راحتی انتقال شمع از کوه تا آنویل و ارتفاع پایه باید حدود 700-800 میلیمتر باشد، و منطقه سطح افقی جدول معمولا 1x1.5 یا 1.5x2 متر است.
مطبوعات کوه باید از آجر، جوش داده شده یا بتن مسلح یا بتن مسلح به شکل یک جعبه، دیوارهای که از سیاهههای مربوط، تابلوهای، آجر یا سنگ تشکیل شده اند، رها شوند، و داخلی با سنگ کوچک شکسته پر شده است ، شن، خاک رس یا زمین مشعل. بالا جدول افقی جدول باید با صفحات چدنی آهن یا آجر های نسوز قرار گیرد. لانه معدن (فوکوس) می تواند در هر دو در مرکز و پشت یا دیوار جانبی تپه قرار گیرد. تمرکز معمولا از آجر های نسوز خارج می شود و
 فریب دادن با خاک رس نسوز، زیرا Gorn جایی است که بالاترین درجه حرارت در حال توسعه است. اندازه فوکوس توسط اندازه سطوح گرم شده تعیین می شود. تمرکز مرکزی ممکن است دور باشد شکل مربع اندازه 200x200 یا 400x400 میلیمتر و عمق 100-150 میلیمتر.
فریب دادن با خاک رس نسوز، زیرا Gorn جایی است که بالاترین درجه حرارت در حال توسعه است. اندازه فوکوس توسط اندازه سطوح گرم شده تعیین می شود. تمرکز مرکزی ممکن است دور باشد شکل مربع اندازه 200x200 یا 400x400 میلیمتر و عمق 100-150 میلیمتر. هوا از طریق فورمه خدمت کرده است. فورمه چیست؟
نسخه سازنده از Furma انفجار پایین را در نظر بگیرید (شکل 46).
شکل. 46. \u200b\u200bفورما با رنده قابل تعویض با گلها: 1 - پرونده فورمما؛ 2 - دمپر؛ 3 - نازل؛ 4 - پوشش پایین؛ 5 - محموله؛ 6 - Grate and Grate؛ 7 - دمپر ( فرم عمومی) 8 - زغال سنگ؛ 9 - انواع Grate Gratings
هوا از طرف فن از طریق نازل عرضه می شود و به بدن فورمه می افتد و از طریق ریخته گری آهن در مرکز حفره می افتد. با استفاده از فلپ، مقدار هوا که در کانال لوله تامین می شود تنظیم می شود. پوشش پایین باز می شود برای تمیز کردن مسکن Furma از خاکستر و دیگر زباله های سوزان. در موقعیت اولیه، پوشش در برابر پایین بدن محموله فشرده شده است. باید قطعات جداگانه ای از پیکربندی های مختلف استفاده شود. شکل های مختلف سوراخ برای ایجاد شعله ای از انواع مختلف مورد نیاز است. به طور یکنواخت سوراخ های گرد شکل مشعل و شعله های باریک و گسترش یافته است. داشتن یک فورمال به صورت افقی به سمت چپ یا پشت، لازم است که از دیوار کوه از ریشه محافظت کنید. به منظور از بین بردن فورما، باید از داخل جریان خنک شود آب سرد. قطر داخلی Furma اغلب 25-30 میلی متر است.
برای جمع آوری و حذف دود و گاز بیش از یک کوه ثابت، چتر می تواند آجر، آهن باشد. اندازه ورودی پایین تر از چتر بستگی به اندازه جدول شاخ دارد. برای ضبط طبیعی از زباله های سوختگی، چتر در ارتفاع 400-600 میلی متر تنظیم شده است. دقیق تر، ارتفاع به صورت بسته به قدرت انفجار، قد و اندازه تعیین می شود لوله اگزوز و همکاران گاهی اوقات چتر ها با بال های پایین مجهز شده اند. چتر فلزی می تواند به سرعت خراب شود، و روند تعمیر کاملا پیچیده و وقت گیر است. چتر آجری با دوام تر و قابل اعتماد تر است، اما به نظر می رسد بیش از حد سنگین است و ساخت و ساز ویژه محکم مهر و موم شده از پیوست آن مورد نیاز است. این حتی اتفاق می افتد برای تقویت زوایای با قفسه ها (پشتیبان گیری).
در برخی از جعل، معادن با دو فوند نصب می شوند و سپس برای بیشتر

 طراحی با کیفیت بالا لازم است دو عصاره یا یک چتر معمولی را به تقسیم بر پارتیشن تقسیم کنید. در چنین معدنچیان، این نیز در تنظیم فردی از عرضه هوا دخیل است.
طراحی با کیفیت بالا لازم است دو عصاره یا یک چتر معمولی را به تقسیم بر پارتیشن تقسیم کنید. در چنین معدنچیان، این نیز در تنظیم فردی از عرضه هوا دخیل است. طراحی کوه ثابت باز در شکل نشان داده شده است. 47
شکل. 47. نوع گودال باز ثابت: 1 - ترومپت داخلی؛ 2 - لوله بیرونی؛ 3 - چتر؛ 4 - زغال سنگ؛ 5 - Grate Grille؛ 6 - کاسه معدن؛ 7 - furma؛ 8 - درب؛ 9 - ایستادن؛ 10 - لوله تامین هوا؛ 11 - AirLoundChalka
او کامل تر است. بر روی جوش لاشه فلزی (ایستادن) کاسه استخدام، Grate Grille، و همچنین Furma را نصب کنید. جت هوا در مرکز کوه در امتداد لوله خدمت می شود و توسط Air-Passenger تنظیم می شود. زغال سنگ بر روی ریخته گری آهن قرار دارد و دود و دود را از طریق چتر و دو لوله برداشته می شود. هنگام عبور از دود لوله در فضای باز داخلی گرم می شود و باعث افزایش گرایش می شود. در پایین غلتک، خاکستر و سرباره انباشته می شوند، که هنگام باز کردن درب از طریق سوراخ برداشته می شوند.
معادن باز برای آثار Blacksmithing به طور گسترده ای مورد استفاده قرار می گیرند، هرچند کارایی آنها بسیار کم است و تنها 2 تا 5 درصد است. شناخته شده است که برای گرمایش 1 کیلوگرم فلز به دمای جعل نیاز به 1 کیلوگرم زغال سنگ سنگ دارد. علاوه بر این، به عنوان یک نتیجه از تماس فوری از فلز با سنگ سنگ، سطح فلز گرم با خاکستری اشباع شده است، که خواص مکانیکی محصولات جعلی را بدتر می کند. بنابراین، کارشناسی ارشد شروع به قرار دادن سطوح در کوه، زمانی که کویل ذغال سنگ و گوگرد نابود خواهد شد. به منظور افزایش کارایی کوه باز، آهنگر ها در بالای مرکز کلاه گنبد ذغال سنگ پخته شده قرار می گیرند که در آن قطعه کار گذاشته می شود. تحت چنین پوسته محافظ، قطعه کار سریعتر گرم می شود و کمتر اکسید شده است.
سطل های بزرگ در معادن معدن بهتر می شوند. کوه معدن در وسط جعل نصب شده است. ارتفاع کوه 0.6 متر است، مساحت جدول 1 متر مربع است، عمق معدن 0.5 متر با مقطع عرضی در پایه 300x300 میلی متر و در 150x 150 میلی متر است. خطوط هوایی در فاصله 400 است
 میلی متر از بالای کوه. پایین معدن یک دمپر چدنی است که می تواند به طور قابل ملاحظه ای برای تمیز کردن کوه از خاکستر و سرباره باشد. با کشیدن دمپر به محل آن، یک لایه نازک خاکستر برای جلوگیری از حرارت آن ریخته می شود.
میلی متر از بالای کوه. پایین معدن یک دمپر چدنی است که می تواند به طور قابل ملاحظه ای برای تمیز کردن کوه از خاکستر و سرباره باشد. با کشیدن دمپر به محل آن، یک لایه نازک خاکستر برای جلوگیری از حرارت آن ریخته می شود. شاخ ثابت نوع بسته شده در شکل نشان داده شده است. 48.
شکل. 48. شاخ ثابت نوع بسته: 1 - چتر؛ 2 - دوربین؛ 3 - دودکش چهار - پنجره مشاهده؛ 5- لوله؛ 6 - جعبه فلزی؛ 7 ایستاده؛ 8 - Grate Grille؛ نه - آجر؛ 10 لوله؛ 11 - پنجره کاری؛ 12 - دودکش
دوربین هیل با آجر نسوز، نصب شده بر روی پایه فلزی است. از طریق دودکش، زغال سنگ با یک شبکه آهن چدن پوشیده شده است. برای سوخت سوخت در یک دودکش، یک پنجره مشاهده وجود دارد. هوا از طرف فن در امتداد لوله به جعبه فلزی عرضه می شود و سپس از طریق سوراخ در Grate Grille به کوهستان می افتد. از طریق دودکش و چتر محصولات احتراق هستند. گاز سیاه و سفید به طور کامل سوزانده نشده است به دلیل عرضه اضافی هوا از طریق لوله سوخته است. آپلود شده و تخلیه فرم ها.
نوع کوهستانی معدن ثابت (سوخت گیری) در شکل نشان داده شده است. 49.
شکل. 49. کوه نوع معدن: 1 - اتاق گرمایش؛ 2 - لوله؛ 3 - اتاق گرما؛ 4 - پنجره برای آسانسور مخلوط؛ 5 - قیف برای روغن سوخت؛ 6 - نازل (عرضه هوا)؛ 7 - نازل؛ 8 - سوراخ پایین؛ 9 - سوراخ اصلی؛ 10 - دمپر؛ 11 - چتر
این دستگاه گرمایشی شامل یک اتاق گرما و یک اتاق دودکش از داخل آجر در داخل است. هوا به اتاق گرمایش بر روی نازل، از طریق نازل مخروطی با دو سوراخ عرضه می شود. کوهستان بر روی سوخت مایع - نفت سوخت، که از بالا از طریق یک قیف خدمت می شود، کار می کند. روغن سوخت در امتداد Snot به سوراخ جریان دارد، هوا برداشت، اسپری و برنز می شود. آنها را به روغن سوخت مایع در مخلوط با هوا از طریق یک پنجره خاص آتش می زنند، وارد آن در مشعل سوختگی می شوند). با افزایش عرضه هوا و سوخت به دنبال حالت سوزاندن مورد نظر است.
خز سیاه پوست.
 خز در شکل نشان داده شده است. پنجاه.
خز در شکل نشان داده شده است. پنجاه. شکل. 50. خز: 1 - سر؛ 2 - نازل؛ 3 - دسته؛ 4 - راک؛ 5 - دیوار کوه؛ 6 - قفسه؛ 7 - کشش؛ 8، 12 بار؛ 9، 11، 15 - تخته؛ 10 - هارمونیک چرم؛ 13، 14 - سوپاپ سر بخش اصلی خز است. سه تخته شکل گوه به آن متصل می شوند: لولا بالا و پایین، و متوسط \u200b\u200bبه شدت است. تخته های پایین و متوسط \u200b\u200bدارای سوپاپ های ورودی هوا هستند، این ها برش های چرمی هستند که از طرف یک طرف به صفات می پوشند، یک سوراخ دور را در هیئت مدیره پایین و متوسط \u200b\u200bقرار می دهند. از بالا بالاتر از پوست، یک بند محدود کردن شیر بالا. Harmonica چرم متصل به تخته های بالا و پایین تلفن همراه با متوسط \u200b\u200bثابت. هارمونیک شامل یک قاعده سه برابر جدا شده است که هر کدام به داخل داخلی متصل می شوند لاشه چوبی، به شکل همزمان با محیط صفحات. پوست از طریق تسمه های نازک به قاب برسد تا ناخن از طریق پوست شکسته شود.
سر به شدت به کوه کوه متصل است، در حالی که نازل به شدت در فورمه گنجانده شده است. با کمک TACF، اتصال دوم سفت و سخت از خز انجام می شود. این کار با خز یا سیاه و سفید خود و یا دستیار او کار می کند. خز کلینگ به یک ضربه آرام می دهد و قطعه کار به طور مساوی گرم می شود. اگر شما نیاز به افزایش عرضه هوا به هیئت مدیره بالا، آنها محموله را قرار داده و بار به پایین آویزان می شود. ابعاد تپه و کار انجام شده ابعاد خز را دیکته می کند. آنها می توانند متر، نیمی از آنها و دو متر باشد. شناخته شده است که تولید یک خز از یک تا سه پوسته اکسید رفت. و همه چیز فوق العاده خواهد بود اگر این خز ها به اندازه کافی دست و پا گیر، آنها به سرعت به دلیل گرمای بیش از حد پوشیده نبود. علاوه بر این، عملکرد بسیار کم و شدت کار فرایند نوسان، خز سیاه و سفید را با نمایشگاه های موزه های قوم نگاری ساخته شده است.
برای تسلیم آهنگر به جای خز، طرفداران مکانیکی با درایو دستی یا پا می آیند.
در بخش های مدرن اعمال می شود طرفداران قدرتمند، توربین با درایو الکتریکی. معایب این دستگاه ها افزایش ارتعاش، سر و صدا است.
سوخت برای گورن
سوخت برای قالب های گرمایش در انواع مختلفی استفاده می شود: جامد - چوب، زغال چوب، کک و زغال سنگ، روغن مایع و مشتقات آن (نفت سفید، سفید الکل، بنزین)، گاز گازی.
پردازش حرارتی فلزات فولادی و غیر آهنی.
Annealing گرمایش محصول فولاد به دمای 700-900 درجه سانتیگراد (بسته به درجه فولاد) و خنک کننده همراه با کوره است. انلینگ در تولید یک محصول به پایان رسید یا در صورت سخت شدن ناموفق استفاده می شود.
اگر شما یک محصول واحد را سفارش دهید، ترک ها ممکن است در آن رخ دهد، ساختار فلزی به طور غیرمستقیم تبدیل می شود، کیفیت محصول به شدت خراب می شود.
قطعات کوچک آنیل می شوند، حرارت دادن بر روی صفحات فولادی عظیم یا ذغال سنگ که از پیش تقسیم شده اند. پس از جزئیات، به آرامی با هم بخردن سرد می شود. گاهی اوقات محصول توسط استیلن مشعل گرم می شود، که به تدریج از محصول جدا می شود، فرآیند خنک سازی را آهسته می کند. این روش برای خنثی کردن محصولات فولادی کوچک مناسب است.
عادی سازی - گرمایش فولاد به دمای 900 درجه سانتیگراد و سپس خنک شدن تحت شرایط عادی (در هوا) برای بهبود ریز ساختار داخلی فولاد و افزایش ویژگی های مکانیکی و آماده سازی آن به درمان حرارت بعدی.
سخت شدن - دادن یک محصول فولادی با قدرت بالا و سختی. اما از فولاد سخت شدن بیشتر شکننده می شود. این نکته در طول فرایند فولاد حذف می شود. هنگامی که سخت شدن، فلز به گرم می شود دمای بالاو سپس به سرعت در رسانه های خنک کننده ویژه (آب، روغن، و غیره) خنک شد. از همان بیل، شما می توانید ساختارهای مختلف و خواص، بسته به نوع سخت شدن محصول را دریافت کنید. برای دستاورد بهترین نتایج محصولات فولادی به تدریج به دمای 750-850 درجه سانتیگراد گرم می شوند. سپس یک محصول پیش گرم شده به سرعت در حدود 400 درجه سانتیگراد خنک می شود. خنک کننده باید کمتر از 150 درجه سانتیگراد در هر ثانیه رخ دهد، یعنی خنک کننده باید فقط 2-3 ثانیه رخ دهد. سرعت خنک کننده بیشتر به دمای طبیعی ممکن است هر گونه باشد، زیرا ساختار به دست آمده در حین خنک شدن به اندازه کافی پایدار است و میزان خنک شدن بیشتر آن را تحت تاثیر قرار نمی دهد. محیط خنک کننده اغلب آب یا روغن ترانسفورماتور است. در آب، فلز با سرعت بیشتری نسبت به نفت خنک می شود: دمای آب 18 درجه سانتیگراد - در یک فلز دوم خنک می شود در دمای 600 درجه سانتیگراد، و تنها 150 درجه سانتی گراد. برای افزایش توانایی سخت شدن به آب، تا 10 درصد از نمک جدول یا 10 تا 12 درصد از اسید سولفوریک گاهی اوقات اضافه می شود، به عنوان مثال زمانی که سخت شدن می میرد یا شیپور خاموشی می شود. حرارت بالا و خنک کننده بیش از حد سریع آب منجر به نتایج نامطلوب - تغییر شکل فولاد و ظاهر کیفیت غیر ضروری - تنش. کوره های سخت افزاری با دمای گرما تا 900 درجه سانتیگراد برای هاردن ابزارهای فولاد کربن و ابزار از فولاد آلیاژی و با سرعت بالا - تا 1325 درجه سانتیگراد استفاده می شود. کوره های سخت افزاری محصولات عبارتند از: اتاق یا شعله های آتش، که در آن محصول توسط یک شعله باز گرم می شود؛ صدا زدن - گرمایش از طریق مقاومت سیم پیچ های الکتریکی؛ کوره - حمام - نمایندگی از بوته های پر از ذوب نمک، به عنوان مثال، یک باریم کلرید. در حمام، سخت شدن راحت تر است، زیرا دمای ذوب موجود در آن همیشه ثابت است و محصول سخت شدن نمی تواند در بالای این دما گرم شود. علاوه بر این، شناخته شده است که گرمایش در محیط مایع سریعتر از هوا است.
جدول 5
سخت شدن میز آرایش حمام
در کارگاه های کوچک اندازه گیری برای سخت شدن گرمایش، بهتر است از کوره های الکتریکی محرک مانند MP-8 استفاده کنید. کوره های خفه کن سرد در محصول یا بخشی قرار می گیرند و سپس برای گرم شدن آهسته به دمای مورد نظر روشن می شوند. با استفاده از این روش گرمایش، ولتاژ در محصول حداقل اتفاق می افتد.
تعطیلات پدیده های منفی را هنگام خنک کردن، باعث افزایش ویسکوزیته می شود و باعث کاهش شکنندگی محصول می شود. تعطیلات دیگر حذف می شود اکثر تنش های داخلی ناشی از خنک شدن. برای تعیین درجه حرارت در تعطیلات، محصول توسط جدول رنگ های کوهنوردی استفاده می شود. یک فیلم نازک از اکسید آهن، به رنگ های مختلف به سرعت در حال تغییر رنگ ها - از نور زرد تا خاکستری. چنین فیلم به نظر می رسد اگر محصول فولاد خالص فولاد به 220 درجه سانتیگراد گرم شود؛ با افزایش زمان گرمایش یا افزایش درجه حرارت، فیلم اکسید ضخیم شده و تغییر رنگ آن است. رنگ های پر جنب و جوش به همان اندازه در فولاد خام و خام ظاهر می شوند.
جدول 6
جدول حرارتی حرارتی فولاد و رنگ های مربوطه
هنگام خنک کردن بسیاری از ابزارها، مانند چکش ها، چک ها، دندانها و دیگران، لازم است که تنها بخش کار می تواند سخت شود، و ابزار خود را خام باقی می ماند. در این مورد، ابزار کمی بالاتر از انتهای کار به دمای مورد نظر گرم می شود، پس از آن تنها بخش کار به آب کاهش می یابد. پس از رانندگی ابزار از آب، به سرعت با یک پوست یا اصطکاک در مورد زمین کار خود را تمیز کرد. گرما که در بخش غیر آزاد باقی مانده، دمای انتهای خنک را افزایش می دهد و بر روی آن ظاهر می شود. رنگ مورد نیاز پیاده روی، پس از آن ابزار در نهایت سرد می شود.
جدول 7
تشخیص جدول دمای حرارت
شکل گیری مقیاس بر روی سطح محصول منجر به داستان های فلزی، تغییر شکل می شود. این باعث کاهش هدایت حرارتی می شود و بنابراین میزان گرمای محصول را در کوره کاهش می دهد، به طور مکانیکی فرایند را دشوار می کند. حذف مقیاس یا روش مکانیکییا شیمیایی (اچینگ).
سوزاندن کربن از سطح فلز باعث می شود که محصولاتی که با ویژگی های کاهش قدرت، با ماشینکاری دشوار کاهش می یابد. شدت آن اکسیداسیون و دکور شدن رخ می دهد، بستگی به درجه حرارت گرمایش دارد، به عنوان مثال گرمایش بیشتر، فرآیندهای سریعتر می رود.
شکل گیری مقیاس هنگامی که تحت سخت شدن می توان از آن جلوگیری کرد، اگر تحت سخت شدن برای اعمال یک خمیر شامل شیشه مایع - 100 گرم، خاک رس نسوز - 75 گرم، گرافیت - 25 گرم، بوراکس - 14 گرم، Carborund - 30 گرم، آب - 100 گرم . خمیر به محصول اعمال می شود مجاز به خشک شدن است، سپس محصول را به طور معمول گرم می کند. پس از سخت شدن آن با محلول سودا داغ شسته شده است. برای جلوگیری از شکل گیری مقیاس در ابزارهای فولادی با سرعت بالا، پوشش استفاده می شود. برای این منظور، ابزار گرم شده به 850 درجه سانتیگراد در یک محلول آبی اشباع شده یا پودر مته غوطه ور شده است.
فولاد کربن با سخت شدن بهتر است ابتدا در آب به دمای 400-35 درجه سانتیگراد، و سپس در روغن خنک شود. این مانع از وقوع استرس داخلی می شود. در طول خنک سازی، محصول توصیه می شود به سرعت از بالا به پایین حرکت کنید.
جزئیات طولانی نازک دیواره (به عنوان مثال، چاقو) برای خنک کننده به طور مستقیم به آب یا کره کاهش می یابد، در غیر این صورت آنها می توانند به شدت تغییر شکل دهند.
Chisel توصیه می شود در شن و ماسه مرطوب، که با محلول نمک مرطوب است، سخت تر است.
دریل های نازک در حال افزایش است. برای این، پایان مته به نور قرمز گرم می شود، پایان مته در Surgachi غوطه ور شده است و تا زمانی که خنک سازی کامل را ترک کند، آنجا را ترک کنید.
فولاد پردازش شیمیایی حرارتی.
با تشکر از این پردازش، نه تنها ساختار تغییر فلز، بلکه همچنین ترکیب شیمیایی لایه بالایی آن و قسمت آن می تواند هسته چسبنده، بارهای شوک، سختی بالا و خستگی داشته باشد. از راه های موجود شیمیایی حرارت درمانی فولاد در یک کارگاه کوچک تنها می تواند توسط سیمان سازی انجام شود. سیمان - این کاربردهای سطح فولادی است. این فرآیند اغلب به محصولات از فولادهای کوچک کربن حاوی بیش از 0.2٪ از کربن و برخی از فولادهای آلیاژی مورد استفاده قرار می گیرد. جزئیات در نظر گرفته شده برای سیمان سازی برای اولین بار تمیز می شود. سطوح به نظر نمی رسد carburized، پوشش داده شده با پوشش ویژه ایمنی ضد سیمان.
ترکیب 1 از ساده ترین پوشش: خاک رس نسوز با اضافه کردن 10٪ پودر آزبست، آب. مخلوط به انسجام کرم ضخیم ترش شده و به مناطق مورد نظر سطح محصول اعمال می شود. پس از خشک شدن، خنک کردن می تواند بیشتر سیمان سازی محصول را تولید کند.
ترکیب دوم پوشش استفاده شده: کائولن - 25٪، تالک - 50٪: آب - 25٪. این مخلوط را با شیشه مایع یا چسب سیلیکات قرار دهید.
سیمان پس از خشک شدن کامل پوشش ساخته شده است.
مواد که بخشی از پوشش هستند، کاربرینگر نامیده می شوند. آنها جامد، مایع و گازی هستند.
در شرایط یک کارگاه کوچک منحصر به فرد، سیمان با یک رب راحت تر است. این سیمان در یک carburizer جامد است. خمیر شامل: SOOT - 55٪، نوشابه کلسیم - 30٪، سدیم سدیم - 15٪، آب برای تشکیل توده ترش. خمیر به مناطق مناسب محصول اعمال می شود، خشک می شود. سپس محصول در اجاق قرار می گیرد، در دمای 900-920 درجه سانتیگراد برای 2-2.5 ساعت نگهداری می شود. هنگام استفاده از چنین خمیر، سیمانسیون ضخامت لایه گازدار 0.7-0.8 میلیمتر را فراهم می کند.
سیمان سازی مایع نیز ممکن است در یک کارگاه کوچک در حضور یک کوره حمام، که در آن ابزارها و سایر محصولات رخ می دهد، امکان پذیر است. مایع شامل: سودا - 75-85٪، 10-15٪ کلرید سدیم، 6-10٪ کاربید سیلیکون. کوره حمام با این ترکیب پر شده و محصول یا ابزار را غوطه ور می کند. این روند در دمای 850-860 درجه سانتیگراد به مدت 1.5-2 ساعت رخ می دهد؛ ضخامت لایه گازدار به 0.3-0.4 میلی متر می رسد.
سیمان سازی گاز در مخلوطی از گازهای گرم حاوی متان، مونوکسید کربن در اتاق های ویژه در دمای 900-950 درجه سانتیگراد و تنها در شرایط تولید تولید می شود. پس از سیمان سازی، قطعات با کوره خنک می شوند، سپس در خنک سازی نهایی 760-780 درجه سانتیگراد در روغن 760 تا 780 درجه سانتیگراد سخت می شوند.
گرمایش قطعه کار یک عملیات مسئول است. کیفیت محصول، بهره وری کار بستگی به صحت آن دارد. لازم است بدانیم که در روند گرمایش، فلز، ساختار، خواص و ویژگی های لایه سطح آن را تغییر می دهد و به عنوان یک نتیجه از تعامل فلز با هوا از جو، و مقیاس در سطح شکل می گیرد، ضخامت لایه مقیاس بستگی به دما و مدت زمان گرمایش، ترکیب شیمیایی فلز دارد. فولاد ها به شدت اکسید شده هنگام گرم شدن بیش از 900 درجه سانتیگراد، زمانی که در دمای 1000 درجه سانتیگراد گرم می شوند، اکسیداسیون به میزان 2 بار افزایش می یابد و در دمای 1200 درجه سانتیگراد 5 برابر افزایش می یابد.
فولاد ChromoniceLated به نام گرما مقاوم به دلیل آنها عملا اکسید نشده است. فولاد آلیاژی متراکم، اما نه یک لایه ضخیم از مقیاس، که از فلز از اکسیداسیون بیشتر محافظت می کند و زمانی که جعل را ترک نمی کند. فولاد کربن هنگام گرم شدن توسط کربن از لایه سطح در 2-4 میلی متر هدایت می شود.
این فلز را با کاهش قدرت، سختی فولادی و سخت شدن سخت تهدید می کند. به خصوص decarburization مضر برای کوتاه تر از اندازه های کوچک و پس از آن سخت شدن.
بلتس ساخته شده از فولاد کربن با مقطع عرضی تا 100 میلیمتر می تواند به سرعت گرم شود و بنابراین آنها سرد، بدون پیش گرم شدن، در کوره، که در آن درجه حرارت 1300 درجه سانتی گراد است. به منظور جلوگیری از شکستگی، آلیاژ بالا و فولاد کربن بالا باید به آرامی گرم شود.
با گرمای بیش از حد، فلز یک ساختار درشت دانه را به دست می آورد و پلاستیک آن کاهش می یابد. بنابراین، لازم است با نمودار "آهن کربن" تماس بگیرید، جایی که درجه حرارت تعیین می شود برای شروع و پایان دادن به جعل. با این حال، بیش از حد بیش از حد قطعه کار را می توان با استفاده از حرارت توسط روش اصلاح شده، اما زمان و انرژی اضافی طول می کشد. گرمایش فلز به دمای حتی بیشتر منجر به روشی می شود، که از بین می رود، از جمله فروپاشی بین دانه ها وجود دارد و این فلز به طور کامل تخریب می شود. قاب - ازدواج نادرست. اگر قطعه کار برای کشتن گرمایش به دمای زیر TN، این باعث تشکیل ترک ها خواهد شد. در دمای 20-30 درجه سانتیگراد بالاتر از دمای TC در فلز، روشنایی رخ می دهد و ساختار به خوبی دانه ای باقی می ماند. در این مرحله، شما باید فهمیدند.
با جعل محصولات از فولادهای کم کربن، کمتر از تعداد گرمایش مورد نیاز است تا با جعل این محصول از فولاد کربن بالا یا آلیاژی.
بنابراین. هنگامی که فلز حرارت داده شده برای نظارت بر دمای گرما، زمان گرمایش و دمای گرمایش ضروری است. با افزایش زمان گرما - لایه مقیاس در حال رشد است و با گرمایش شدید، گرمای سریع ممکن است ترک ها ظاهر شود. این از تجربه ای که در زغال چوب شناخته شده است، قطر 10-20 میلی متر Billet به مدت 3-4 دقیقه به دمای فورج گرم می شود و بولت ها با قطر 40-50 میلیمتر گرم 15-25 دقیقه گرم می شوند، ردیابی رنگ تاج
ایمنی در آشکارسازهای آهنگر.
· کار با یک فلز قرمز متعلق به تخلیه کار است افزایش خطر. از اهمیت زیادی باید به کیفیت ابزار دستی و قابل جابجایی، لباس و تجهیزات حفاظتی داده شود.
· لباس های آهنگر: یک ژاکت از پارچه پنبه متراکم با آستین بلند، دستبند های چسبیده، بخش پایین تر از ژاکت باید بالای بالای شلوار همپوشانی داشته باشد، که از پارچه های بادوام نیز جدا می شوند؛ شلوار به نوبه خود باید یک طول برای بستن بالای بوت باشد؛ چکمه بهتر است در یک چرم ضخیم باشد. دستکش ها توصیه می شود از تارپولین داشته باشند، و برخی از آنها باید پوشش آزبست داشته باشند. یک پیشانی نیز از تارپولین ضخیم ساخته شده است، بافت آزبست یا پوست باید سینه را پوشش دهد و پایین تر از زانو باشد. در پیشانی می توان یک جیب بر روی قفسه سینه یا راست در کمربند ایجاد کرد.
· آهنگر باید یک سر و صدا از احساس، پارچه یا یک باند برهنه داشته باشد. سرپرست از مو از آلودگی و گرمای بیش از حد محافظت می کند.
· قبل از شروع کار در Forge، شما باید اطمینان حاصل کنید که چکش، دستگیره، نصب و راه اندازی آنویل، شاخ و کانال های هوا لازم است. با نصب نرمال CE، سطح کار باید بالاتر از سطح کف در ارتفاع 650-800 میلی متر باشد. به این ترتیب، آهنگر، ایستاده روی زمین، می تواند سطح آنویل را به مشت ضربه بزنید. باید بین انویل و کوه حداقل 1.5 متر باشد. هنگام چک کردن Anvil "به ضربه" صدا باید تمیز، زنگ، بدون تکان دادن. این نشان دهنده عدم وجود ترک ها است. قبل از شروع کار، نصب صفحه های حفاظتی: برای محافظت از محیط زیست از ضایعه با پرواز از ذرات انبار یا فلز، و همچنین از قرار گرفتن در معرض حرارتی مضر.
· مجاز به کار تنها با تست شده توسط ابزار واقع شده توسط ابزار واقع در محل کار با حداکثر راحتی، اجازه نمی دهد چیزی بیش از حد اضافی.
· پل باید صاف و خشک باشد. آهنگر باید یک ظرف با شن و ماسه برای پر کردن مکان های لغزنده باشد.
· در مخزن برای خنک کردن فلز باید باشد آب خالص و ظرف با روغن ماشین.
· در حالی که کار باید توسط یک ماسک محافظ یا عینک با شیشه ای غیر قابل استفاده استفاده شود، و هنگام کار با گرمایش به Chenium سفید، عینک های سبک را با فیلتر های نور فشار دهید.
· شما نمی توانید تماشا کنید که توسط چشم ها بر روی نور روشن (شعله) محافظت نمی شود. این می تواند منجر به تضعیف یا از دست دادن بینایی شود.
· هنگامی که کار نمی تواند منحرف شود و صحبت کند.
· هنگام جعل قطعه کار، لازم است نظارت بر رژیم دما را کنترل کنید.
· جعل بیش از حد گرم یا سردتر از نرخ فلز ممنوع است، زیرا ممکن است علت حادثه باشد.
· جعل باید توسط کنه ها گرفته شود، اسفنج ها باید او را محکم بکشند، و دستگیره های تیک باید بسته شوند و بهار.
· دستگیره ابزار هنگام ضربه زدن به شما نیاز به نگه داشتن تنها در کنار خودتان، و نه قبل از خودتان.
· Motochoboez باید در صافی به آهنگر ایستاده و مخالف نیست. تیم های چکش باید به وضوح و با صدای بلند ارائه شوند: "شل"، "خلیج قوی"، "خلیج یک بار"، "خلیج به تیم"، "ایستادن"، "ایستاده" و نشان می دهد محل چکش ضربه. اعمال اعتصاب تنها می تواند جعل شود.
· بیکار بیکار در Anvil.
· پایان جعل توسط فرمان "پایه" تولید می شود و نه حذف فرقه ها از آنویل.
· با برش برش فلز، این تنها به طور عمودی عمودی است. برش تولید تنها در اطراف لبه آنویل، ساخت اولین و آخرین ضربات ضعیف است. پایان خرد شده از فرقه ها باید از خود و در یک طرف امن هدایت شود.
· سکته مغزی چکش مستقیم، همه چیز بوش.
· در پایان کار، دستگاه دمنده را خاموش کنید و اتاق را به ترتیب قرار دهید.
فولاد جعل - مرحله اولیه فرآیند عملیات حرارتی، که در آن توجه کمتر از جعل باید پرداخت شود دمای عملیاتی dawks توجه ویژه ای باید پرداخت شود تا زمانی که تنش های داخلی به علت سوپاپول به فولاد شروع می شوند، کمتر از حد دمای پایین سقوط نکنند. یک تکنیک وجود دارد که ژاپنی ها نامیده می شود "جعل مرطوب". این باعث می شود که مرطوب کننده سطح آنویل و یک چکش با آب در طول فورج را فراهم کند. آب قطعه کار را خنک نمی کند، اما ترویج جدایی از سطح مقیاس، جلوگیری از آن از "رانده شدن" در داخل تیغه. بر خلاف فولاد داغ، مقیاس جعل نیست و بر روی سطح ردیابی می شود ("دهانه").
از شکل گیری شانز، راحت تر را از بین ببرید. اما ابتدا لازم است یک قطعه کار اولیه را دریافت کنید، اگر یک نوار داشته باشید، سپس آن را به مستطیل (مربع) انتقال دهید و سپس ضخامت دلخواه را با کمک هزینه MehLocess خاموش کنید. به راحتی در مقابل اتاق بعدی تیغه در کوه به گرم شدن برای تولید هماهنگی خود و بررسی، به طوری که پس از آن را از کوه خارج نمی شود. توجه ویژه باید به موقعیت قطعه کار پرداخت شود - باید به طور دقیق موازی هواپیما از آنویل باشد. خمیر چکش باید سطح را با کل هواپیما تحت تاثیر قرار دهد: در غیر این صورت، مناطق ناهموار ناپایدار در تیغه شکل می گیرند که در نتیجه تقویت می شوند (با تشکیل ناهمگونی داخلی).
بعد، گرفتن نوار خالی، فاصله دلخواه را عقب نشینی کنید و "وقفه" را انجام دهید، از دو طرف قطعه کار بر روی لبه، اعتصابات برای به دست آوردن انتقال سرعت بدن تیغه به شانک اعمال می شود. این را می توان با یک جوراب تیز از چکش انجام داد و یا با کمک یک ابزار پوشش. سپس بخش جدا شده از شانگ به مخروط تاخیر افتاده است.

همه چیز، شانک آماده است و در حال حاضر می تواند توسط کنه ها برای آن گرفته شود، و بیشتر با پوشش الکتریکی تغییر می کند. در حال حاضر ما به طور مستقیم به تشکیل بدن تیغه ادامه می دهیم. برای انجام این کار، ابتدا باید لبه را قرار دهید، می توان آن را مانند جعل انجام داد، و فقط برش اضافی را قطع کرد.
گردنده های تیز گرد و هماهنگ کردن خطوط، ما را خالی خالی خالی خالی می کنیم. در اصل، می توان آن را متوقف کرد، و تبار به شکل بر روی پوستر.

اما شما می توانید بیشتر بروید و لبه را به تاخیر اندازید و دستکاری کنید. در اینجا شما باید گسترش فلزات را در نظر بگیرید و عرض قطعه اصلی اصلی کمتر از برنامه ریزی شده برای گرفتن چاقو به پایان رسید. خطای کلی در شکل گیری هواپیما تیز کردن - بلند کردن قطعه کار بر روی آنویل. این هواپیما باید بر روی خالی دروغین بر روی Anvil خریداری شود - مخالف جعل طرف مقابل باقی می ماند، در حالی که شما چکش یک هواپیما تیز است.

مفید است که شروع به کار با پروفایل "ناخوشایند"، پس از اتمام آنچه که قطعه کار را به طرف دیگر تلنگر می کند. بسیار مهم است که هر دو طرف تیغه را جعل کنید. در غیر این صورت، با توجه به ساختار ناهموار تیغه "رفتار" یا یک نمایه نامتقارن شکل می گیرد. یکی دیگر از مشکلات رایج یک خمشی طولی از قطعه کار است. نظارت قدیمی در مورد آنچه شما نمی توانید در تیغه ضرب و شتم، اشتباه. شما می توانید تیغه را ضرب و شتم، اما این نیاز به یک تکنیک خاص است. برای انجام این کار، از طول کامل آنویل استفاده کنید، منطقه منحنی را روی آن قرار دهید و انحنای با ضربه های نور از بین می رود. اگر تیغه قبلا تشکیل شده باشد، ضربات توسط سیان اعمال می شود بلوک چوبی - تیغه و Voltations رنج نمی برند. پس از تمام مشکلات و شکست، شما یک تیغه خالی از راه دور به یاد می آورید از رویای رویای خود را از کار کمتر جالبی در آینده بهتر است.

پس از فورج و چشمه ها، کانتور و فرود باید شکل بگیرد، اما ضخامت لبه برش (RC) باید حداقل 1 میلیمتر باشد تا بتواند از "موج" دستشویی خود جلوگیری کند، تقارن کلی تمام قسمت ها همچنین یک نکته مهم و بر تغییر شکل های سخت افزاری تاثیر می گذارد. در تیغه جعلی وجود دارد تعداد زیادی از تنش های داخلی که هنگام خنک شدن می تواند منجر به انحنای آن شود. برای کاهش این، تیغه قبل از سخت شدن باید فشرده شود. اجاق تیغه را در کوه قرار دهید، تیغه را به رنگ قرمز با یک ضربه ضعیف گرم کنید، سپس ضربه را خاموش کنید، آن را خاموش کنید، تیغه را ترک کنید تا با یک شب با کوه خنک شوید و به استراحت بروید.
مرحله بعدی تولید چاقو، عملیات حرارتی تیغه خواهد بود.
بسته به ترکیب شیمیایی فولادهای فولادی، اندازه فرقه ها و الزامات مورد نیاز برای قطعات به پایان رسید، ممکن است از انواع زیر حرارت از فولادهای فولادی در Forge استفاده کنید.
انلینگ این شامل فولادهای گرمایش به دمای خاص، گزیده و سپس خنک شدن بسیار آهسته، اغلب با یک کوه یا کوره است.
فولاد گرمایش برای انلینگ در یک کوه یا کوره آهنگر انجام می شود. به منظور هنگام گرمایش در یک کوه، مجاز به سوزاندن کربن از سطح فولاد نیست، فرقه ها به جعبه های فلزی منتقل می شوند، آنها را با شن و ماسه خشک حرکت می دهند زغال سنگ یا تراشه های فلزی و به دمای مورد نیاز برای خنثی کردن این درجه فولاد گرم می شود. مدت زمان گرمایش بسته به اندازه فرجام ها، حدود 45 دقیقه برای هر 25 میلیمتر صورت می گیرد بزرگترین ضخامت سطح مقطع. گرمای بالاتر از دمای آنیلینگ و سرعت شاتر طولانی مدت در این دما مجاز نیست، زیرا تشکیل یک ساختار درشت دانه ای امکان پذیر است، که به طور چشمگیری قدرت ضربه ای از فلز را کاهش می دهد.
خنک کننده برای فرآورده ها می تواند تا حدودی سریعتر از کوه و کوره ساخته شود اگر از توصیه های زیر استفاده کنید. فولاد ساختاری با کیفیت بالا کربنیک باید به مدت حدود 600 درجه سانتیگراد در هوا خنک شود تا بتواند یک ساختار خوب را به دست آورد، و سپس برای جلوگیری از وقوع تنش های داخلی، خنک کننده به آرامی در کوره یا جعبه با شن و ماسه یا خاکستر نصب شده در کوه فولاد کربن ابزار باید در کوره یا کوه تا 670 درجه سانتیگراد خنک شود و سپس با باز کردن دمپر کوره و از بین بردن سوخت از کوه، سرعت خنک کننده را می توان شتاب کرد.
بسته به هدف تغییر تغییرات ساختاری (نمودار وضعیت در شکل نشان داده شده است) گونه های زیرزمینی زیر را اعمال کنید.
فرقه های فولادهای کربن با نرخ 50 تا 150 درجه سانتیگراد / ساعت و از فولادهای آلیاژ - 20-60 درجه / ساعت خنک می شود. در نتیجه، تنش های داخلی در فلز حذف می شوند، نرم تر و پلاستیکی می شود، اما کمتر جامد است. انلینگ کم شامل اجزای گرما به درجه حرارت می شود، کمی بیش از 723 درجه سانتیگراد (حدود 740 تا 780 درجه سانتیگراد)، با تغییر دوره ای در دمای پایین و بالاتر از نقطه 5 و خنک شدن آهسته به 670 درجه سانتیگراد، پس از آن خنک کننده می تواند تسریع شود چنین انلینگ برای کاهش سختی، افزایش پلاستیک و بهبود فرقه های فرسایش از فولاد های ابزار استفاده می شود.
Annealing recrystallization شامل حرارت های گرمایش به دمای 650-700 درجه سانتیگراد و خنک کننده هوا است. با استفاده از این انلینگ، آن را با شیب حذف می شود و ساختار فولادها را مختل می کند در طول فورج در دمای پایین.
Annealing نرمال (عادی سازی) شامل پختگی گرمایش به دمای 780-950 درجه سانتیگراد، سرعت شاتر کوتاه با آن و سپس در هوا سرد می شود. عادی سازی، به عنوان یک قاعده، برای از بین بردن ساختار درشت دانه ای شکل گرفته شده به عنوان یک نتیجه از افزایش اجباری یا تصادفی در زمان پیدا کردن سطوح در کوره برای اصلاح ساختار فولاد فوق گرم (بیش از حد گرم)، سنگ زنی دانه، فولاد نرم کننده قبل از پردازش برش و دریافت هنگام برش یک سطح پاک کننده، و همچنین بهبود کلی ساختار قبل از سخت شدن. به عنوان یک نتیجه از عادی سازی، فولاد به دست می آید تا حدودی سخت تر و کمتر پلاستیک از پس از آنیلینگ کم. عادی سازی در مقایسه با آنیلینگ عملیات اقتصادی تر، به عنوان خنک کننده با یک کوه یا کوره نیازی نیست.
گچ اعمال فشار برای افزایش سختی، مقاومت و مقاومت در برابر سایش قطعات حاصل از فرآورده ها. فولاد گرمایش تحت سخت شدن در اجاق های معدن یا گرمایش انجام می شود. جزئیات در معادن گذاشته شده است به طوری که هوای سرد هوا به طور مستقیم بر روی فولاد سقوط نمی کند. لازم است اطمینان حاصل شود که گرمایش به طور مساوی اتفاق می افتد. عناصر کربن و آلیاژ بیشتر شامل فولاد از یک مورد عظیم هستند و شکل آن پیچیده تر است، باید نرخ گرما برای سخت شدن باشد. مدت زمان شاتر در دمای سخت شدن تقریبا برابر با 0.2 در زمان گرمایش برابر است. توصیه نمی شود که بیش از حد طولانی در دماهای اصلی توصیه نمی شود، از آنجا که دانه ها و فولاد قدرت را به شدت رشد می دهد.
خنک کننده این عملیات سخت شدن بسیار مهم است، زیرا عملا بستگی به به دست آوردن ساختار مورد نیاز در فلز دارد. برای سخت شدن با کیفیت بالا، لازم است که در روند خنک سازی جزئیات درجه حرارت مایع تقریبا بدون تغییر باقی بماند، که جرم مایع باید 30-50 برابر جرم بخش سخت شدن باشد. برای رسیدن به یکنواخت یکنواخت، بخش گرما باید به سرعت در خنک کننده غوطه ور شود و آن را در مایع مخلوط کند تا کاملا خنک شود. اگر شما تنها پایان یا بخشی از محصول (به عنوان مثال، یک تیغه تبر) را سخت تر کنید، آن را به مایع سخت شدن به عمق دلخواه کاهش می دهد و به سمت بالا حرکت می کند، به طوری که مرز شدیدی از نرخ خنک کننده بین آن نیست سخت شدن و بخش های غیر پلاستیکی محصول و ترک ها در گذار ظاهر نشد. تیغه ها غوطه ور یا به طور عمودی عمودی یا زاویه تیغه پایین هستند.
انتخاب محیط خنک کننده بستگی به درجه فولاد، اندازه پارتیشن ها و خواص مورد نیاز است که فولاد باید پس از خنک شدن دریافت کند. فولاد با محتوای کربن 0.3 تا 0.6٪ معمولا در آب سرد می شود و با محتوای کربن بزرگ در روغن. این باید پیکربندی قطعات و بخش مقطع آنها را در نظر بگیرد. هنگام خنک شدن، آن را به دست آوردن خنک کننده دو سرعته مورد نظر از آن دشوار بود. محدوده دما 650-450 درجه سانتیگراد نیاز به خنک شدن سریع با سرعت 20-30 درجه سانتیگراد / ثانیه دارد. این به شما اجازه می دهد از اجتناب از انحراف و ترک ها جلوگیری کنید.
واضح است که بهترین محیط سخت شدن یک مایع دو لایه ای است که در آن لایه بالایی - آب با درجه حرارت 18-28 درجه سانتیگراد، و روغن پایین تر. اما، متأسفانه، چنین مایع دو لایه را نمی توان به دست آورد، زیرا روغن به سطح شناور می شود. با یک مهارت خاص، می توانید حالت خنک کننده زیر را اعمال کنید. برای چند ثانیه، بخشی را به آب غوطه ور کنید و سپس آن را به سرعت انتقال دهید. زمان خنک کننده تقریبی در آب قبل از انتقال به روغن 1-1.5 ثانیه در هر 5-6 میلیمتر بخش صلیب است. این روش خنک کننده "از طریق آب در روغن" یا سخت شدن متناوب نامیده می شود. این برای خنک کردن ابزار از فولاد کربن استفاده می شود.
با مقطع عرضی بزرگ، جزئیات لایه های بیرونی سریعتر از داخل خنک می شوند و بنابراین سختی روی سطح بیش از وسط می شود. به عنوان مثال، فولاد کربن، فولاد 40 و 45 به عمق 4-5 میلیمتر سخت تر می شود و یک منطقه نیمه خشک و یک هسته غیرقانونی عمیق تر خواهد بود. عناصر آلیاژی - منگنز، کروم، نیکل، و غیره کمک به سخت شدن عمیق تر. برخی از تیغه ها در حین حفظ یک هسته نرم و چسبنده نیاز به مقاومت بالا دارند. چنین تیغه ها توصیه می شود که به سختی سطح برسد. یکی از مهمترین راه های ساده این سخت شدن شامل بارگذاری بخشی به کوره با درجه حرارت بالا (950-1000 درجه سانتیگراد)، گرمای سریع سطح قبل از دمای گرما و خنک کننده با سرعت بالا در خنک کننده جریان است. شما اغلب بلافاصله بلافاصله پس از جعل بدون حرارت اضافی دانلود کنید، اگر دمای فورج پس از جعل، کمتر از دمای سربار نیست.
خنک شدن می تواند باشد قوی، متوسط \u200b\u200bو ضعیف. برای به دست آوردن سخت شدن قوی، آب به عنوان یک محیط خنک کننده در دمای 15-20 درجه سانتیگراد استفاده می شود تا زمانی که قطعات و محلول های آبی نمک نمک و سودا (کربنات سدیم) غوطه ور شوند. سخت شدن متوسط \u200b\u200bبا استفاده از آب با یک لایه روغن با ضخامت 20-40 میلی متر، روغن، روغن سوخت، آب صابون، روغن معدنی مایع و همچنین به دست می آید آب گرم. سخت شدن ضعیف به دست می آید، اگر به عنوان یک خنک کننده، جت هوا یا سرب مذاب و آلیاژهای آن استفاده شود.
سخت شدن نیاز به توجه و مهارت دارد. سخت شدن ضعیف می تواند جزئیات تقریبا آماده را خراب کند، به عنوان مثال منجر به تشکیل ترک ها، بیش از حد گرم شدن و کاهش سطح، و همچنین شیار (چرخش)، که تا حد زیادی به روش و سرعت قطعات غوطه وری به خنک کننده بستگی دارد.
سخت شدن عملیات عملیات حرارتی نهایی نیست، زیرا پس از آن فولاد نه تنها با دوام و جامد، بلکه بسیار شکننده است، بلکه بسیار شکننده است، و در فرجان، تنش های سخت گیری بزرگ وجود دارد. این ولتاژ های این ارزش هایی را به دست می آورند که در آن ترک ها یا قسمت هایی که در فرقه ها از این فرقه ها ظاهر می شوند، در ابتدای عملیات خود نابود می شوند.
به عنوان مثال، فقط یک چکش سفت کننده سخت گیر نمی تواند مورد استفاده قرار گیرد، از زمانی که آنها به فلز ضربه، قطعات فلز از آن انتخاب می شود. بنابراین، برای کاهش شکنندگی، تنش های سخت شدن داخلی و به دست آوردن خواص قدرت مورد نیاز فولاد پس از خنک کردن فرقه ها تحت تعطیلات قرار می گیرند.
تعطیل این شامل حرارت دادن فولاد ملایم به دمای خاص، قرار گرفتن در معرض در این دما در برخی از زمان ها و خنک شدن سریع یا آهسته، به عنوان یک قانون، در هوا است. در روند ترک در تغییرات ساختاری فلزی، این اتفاق نمی افتد، با این حال، تنش های سخت شدن، سختی و کاهش دوام، و افزایش پلاستیک و ویسکوزیته افزایش می یابد. بسته به نام تجاری فولاد و از الزامات سختی، قدرت و پلاستیسیته، انواع مختلف تعطیلات استفاده می شود.
تعطیلات بالا شامل گرمایش بخش ملایم به دمای 450-650 درجه سانتیگراد، سرعت شاتر در این دما و خنک کننده است. فولاد کربن سرد در هوا و کروم، منگنز، کروم سیلیکون - در آب، به عنوان آنها خنک کننده آنها منجر به شکنندگی تعطیلات می شود. با چنین تعطیلاتی، ولتاژ سخت شدن تقریبا به طور کامل حذف می شود، پلاستیک و ویسکوزیته افزایش می یابد، اگر چه سختی و قدرت و قدرت فولاد به طور قابل توجهی کاهش می یابد. خنک شدن تعطیلات بالا در مقایسه با انجماد، بهترین نسبت بین قدرت فولاد و ویسکوزیته آن را ایجاد می کند. چنین ترکیبی از عملیات حرارتی بهبودی نامیده می شود. تعطیلات میانه شامل گرمایش بخش ملایم به دمای 300-450 درجه سانتیگراد، سرعت شاتر در این دما و خنک کننده در هوا است. با چنین تعطیلات، ویسکوزیته فولاد افزایش می یابد و تنش های داخلی در آن حذف می شود در حالی که حفظ سختی به اندازه کافی بزرگ است. ترک کمر شامل حرارت های سخت گرم شده به دمای 140-250 درجه سانتیگراد و خنک کننده در هر سرعت است. با چنین تعطیلات، سختی و ویسکوزیته فولاد تقریبا کاهش نمی یابد، اما ولتاژ سخت شدن داخلی حذف می شود. پس از چنین تعطیلات، جزئیات را نمی توان با بارهای پویا بارگیری کرد. اغلب برای پردازش استفاده می شود ابزار برش از فولاد کربن و آلیاژ.
در تولید لوله کشی، آهنگر یا ابزار اندازه گیری دستگیره های جعلی اغلب سخت شدن و تعطیلات را از یک گرما اعمال می کنند. چنین عملیاتی خود خالی است و به صورت زیر انجام می شود. گرم شده تحت سخت شدن زمین در آب یا روغن به طور کامل خنک می شود و به دمای کمی بالاتر از دمای دماسنج، که می تواند تعیین شود هنگام برداشتن فرجنجان از محیط سخت شدن، رنگ پچ از پیش درمان شده در انتشار دایره. پس از آن، فرقه ها در نهایت توسط غوطه ور شدن آن به آب یا روغن خنک می شوند.
در غیاب دستگاه های اندازه گیری، دمای گرمای فرجوها توسط رنگ در حال اجرا تعیین می شود. برای انجام این کار، قبل از گرمایش، فرج کردن برای تعطیلات بر روی آن، در جای مناسب، پاک شده است طرح کوچک کاغذ Emery یا ساینده دیگر. گرما را گرم کنید و تغییر رنگ فلز را در امتداد سطح تخلیه مشاهده کنید. در عین حال، رنگ های شور و شوق به دمای تقریبی زیرزمینی گرمایش می پردازند:
| رنگ های اجرا می شود | درجه حرارت، ° ° |
| خاکستری | 330 |
| آبی کمرنگ | 314 |
| منکر | 295 |
| رنگ بنفش | 285 |
| قرمز مایل به ارغوانی | 275 |
| قرمز مایل به قرمز | 265 |
| قهوهای مایل به زرد | 255 |
| زرد تیره | 240 |
| زرد کمرنگ | 220 |
در دمای بالاتر، سطح فولاد تاریک می شود و همچنان مانند دمای 600 درجه سانتیگراد باقی می ماند، زمانی که رنگ های رنگی ظاهر می شوند. حالت های پردازش حرارتی فولاد ها باید بسیار دقیق مشاهده شود، زیرا تنها عملیات حرارتی صحیح به شما اجازه می دهد تا تیغه ها را با قدرت مشخص، مقاومت در برابر سایش، کارایی، پلاستیک و غیره بدست آورید
پس از درمان گرما، زمان نهایی است پردازش مکانیکیاین را می توان بر روی یک دستگاه ساده انجام داد یا از برق استفاده کرد، اما این یک موضوع برای یک مکالمه جداگانه است.
که در آن بسته های متشکل از قطعات فردی گرم شده به وارا هستند. جعل عادی یک مهر و موم است و دادن فرم های مورد نظر موضوع است.
بسته به مقدار محصولات پردازش شده، جعل به صورت دستی و مکانیکی تقسیم می شود.
ابزار
فرآیند فرآیند گرمایش داوکس
برای تولید اقلام، کوتوله فولاد ریخته گری به جعل منتقل می شود. باید ابتدا شنیده شود. برای این در نزدیکی چکش، اجاق های گرمایش یا معادن مرتب شده اند. اندازه، شکل و کمیت آنها بستگی به تولید و اندازه فریزر دارد. برای چیزهای کوچک، معادن معمولی آهنگر اعمال می شود. برای کوره های جوشکاری بزرگ، هیزم گرم یا زغال سنگ، و اجاق گاز اجاق گاز مناسب برای گرم کردن بزرگ است.
کوره ابتدا به کاتیون قرمز تیره گرم می شود. سپس خالی داغ در آن قرار داده شده است. در قالب های سرد، لایه های داخلی همیشه به دلیل شرایطی که پس از ریخته گری ها سخت می شوند، همیشه در حالت بیشتر یا کمتر شدید هستند. اگر شما یک کوره سرد را خالی بگذارید، لایه های بیرونی، گرمایش و گسترش، باعث ایجاد شکاف در لایه های داخلی کم اهمیت می شود). این باید پس از ریخته گری گرم باقی بماند، او نیازی به خنک کردن کاتیون قرمز تیره ندارد و بلافاصله پس از برداشتن از فرم برای ریخته گری باید آن را در اجاق قرار داد. اگر شکست خورد، کوتوله شروع به خنک شدن کرد، سپس قبل از قرار دادن آن در کوره، باید به یک زباله داغ تبدیل شود تا خنک شود. اگر او سخت سرد شود، لازم است آن را در کف کارگاه گرم کنید. حتی پس از حرارت دادن روی کف در خالی ممکن است رخ دهد ترک های داخلی. برای جلوگیری از چنین آسیب، ابتدا باید از انتهای آن گرم شود. سپس گرمایش به سمت محور خود، از انتهای آن به وسط حرکت می کند و گسترش تمام لایه های متمرکز نیز خواهد بود. گرمایش اولیه به اندازه کافی برای انجام تا 300 درجه است که آسان است برای یادگیری در دود و آتش سوزی روغن بر روی سطح محصول ریخته شود.
بسته به اندازه آنها، دمپایی در فر اجبار قرار می گیرند. در ابتدا تب کوچک است. سپس به تدریج افزایش می یابد و به درجه مورد نظر تبدیل می شود. قوی تر گرمایش، فولادهای نرم تر ساخته شده اند، آن را آسان تر از آن را تحت چکش و جعل موفقیت آمیز تر است. با این حال، سوء استفاده خطرناک است - قوی تر ارتفاع فولاد، بیشتر به دنبال کریستال هنگام خنک شدن، که ممکن است بین کریستال های فردی (دانه ها) کاهش یابد، و آنها می توانند حتی از یک یا چند ضربه چکش قطع شوند. بنابراین، کامیون کمپرسی یک استراحت، ترک، و گاهی اوقات حتی با کل قطعات کاهش می یابد. این فولاد بیش از حد است. فولاد Overheating نباید با فولاد مواجه شود. فحشایی بر ساختار کریستال فلز تاثیر نمی گذارد و در حال حاضر بر روی ترکیب شیمیایی آن تاثیر نمی گذارد و آن را تغییر می دهد: زمانی که فولاد تحت تاثیر گازهای کوره، گرما جوشکاری، کمی کربن خود را از دست می دهد و صعود می کند و نزدیک می شود غده. فولاد چک شده برای هر چیزی مناسب نیست، در حالی که هنوز بیش از حد گرم است.
فولاد سخت تر، بیشتر او برای کریستالیزاسیون تلاش می کند و درجه حرارت آن را پایین می آورد که در آن آن را کریستال می کند. بنابراین، درجه حرارت باید با سختی فولاد تفسیر شود:
دمای پایین نیز برای جعل مناسب نیست. اولا، پردازش آن دشوار است. ثانیا، هنگام حرکت رسوبات، تنش های قوی در طول فحش شکل می گیرد، که گاهی اوقات باعث تنش های داخلی و ترک می شود. لازم است گرما به طوری که در داخل از فرم ها موفق به گرم شدن به درستی. و اگر چه لایه های بیرونی همیشه قوی تر هستند، اما به دلیل خنک شدن آنها در طول فورج، به سرعت به سرعت به سرعت است.
به طور کلی، برای جعل موفقیت آمیز، لازم است که قاعده لازم باشد، علاوه بر درجه حرارت، بسیار مهم و یکنواختی گرمایش است. برای انجام این کار، پس از کاشت کردن به کوره، لازم است که درجه حرارت را به آرامی افزایش دهید، تماشای آن را در هر طرف گرم می کند.
زمان گرمایش به طور عمده از مقدار و از توانایی گرما کوره بستگی دارد. در گیاه Obukhovsky برای گرمایش 1800 پودر تخلیه، حدود 27 ساعت طول می کشد تا 900 پودر حدود 12 ساعت، برای 300 پودر حدود 8 ساعت طول بکشد.
دودل فولادی یک بدن همگن جامد نیست. آن را بیش از حد در داخل غرق و حفره های اشکال و اندازه های مختلف است. بنابراین، بلافاصله پس از صدور یک ساکن از کوره، آنها چگال هستند - ضربات چکش مسدود شده است، اعم از وسط تا انتهای پایین تر از سطوح، و سپس به بالا، سودآور. این "Crimp" نامیده می شود. مقیاس شکل گرفته در طول گرمایش مقیاس بر روی سطح خود، زمانی که Crimp، بخشی از لوب ها و شکسته شدن در نظر گرفته می شود، سقوط می کند. بنابراین، قطعه کار به طور قابل توجهی بزرگتر و وزن در مقایسه با جسم مورد نظر مشخص شده است. نسبت مقطع عرضی از سطوح به مربع محصول نهایی آنها از 6 تا 10 پیشتر شدند. در حال حاضر، با ریخته گری های متراکم تر، آنها نسبت به 3 تا 4 راضی هستند.
بوت کردن
پردازش فرم های فولادی تحت چکش را می توان به دو بخش تقسیم کرد: بر روی قطعه کار و در پایان نهایی.
Billet طراحی شده است تا یک خالی را جمع آوری کند و آن را در ابعاد و اشکال لازم برای شکل گیری قرار دهد. فرم ها و ابعاد سطوح و روش های جعل بستگی به نوع محصولات دارد. بلیت ها جدا شده اند: بر روی سطل های سیلندر جامد، سیلندرهای توخالی، حلقه ها، بطری های مسطح، و غیره. روش های جعل نیز دارای نام های مختلف هستند.
خالی از سیلندرهای جامد
با چنین خالی، فلاش های پمپاژ بر روی بریده بریده بریده شده اند، جایی که پس از هر حرکت چکش، آن را با 1/8 چرخش چرخانده می شود و پس از تشکیل یک اکتبر، آنها به عرض حرکت می کنند مربی فوقانی و فورج همچنان ادامه دارد. هنگامی که، به این ترتیب، آنها به طور کامل صدمه می زنند، دوباره به یک محل قدیمی منتقل می شود و ضربه زدن به چکش به لبه ها، یک مرد شانزدهم را تشکیل می دهد. با توجه به قطر سیلندر، جعل ادامه می یابد تا زمانی که اندازه مناسب را قبول کند. با استفاده از این پردازش، قطر آن کاهش می یابد، و فلز تحت حرکت CRIP در جهت محور حرکت می کند، و به عنوان یک نتیجه از این، دیسک طولانی است، آن را کشیده شده است، که همچنین به نام کشیدن است.
در صورتی که، با چنین کششی، ترک های ترک ها یا سایر ویس ها بر روی سطح متوجه شوند، متوقف کردن جعل تا زمانی که آنها را با چاقوهای سیاه و سفید بریزید. انتهای بالایی، به اصطلاح سودآور، جابجایی های غیر قابل قبول برای استفاده نامناسب است و بنابراین 1/4 به ترتیب وزن بلوک ها قطع شده است، که به عنوان رئیس سود نامیده می شود. برای برش، یک تبر فولادی استفاده می شود، که بر روی بالا قرار می گیرد و با یک چکش به بدن او فشار می آورد. سپس بروز بخش مربع در بالای تبر قرار می گیرند و آنها همچنان با یک چکش فشار می دهند تا زمانی که تبر تا نیمی از بدن ها عمیق تر شود. در نهایت، آن را 180 درجه چرخانده و به همان شیوه برش را از طرف مقابل ادامه دهید. به نحوی مشابه، دیسک برداشت شده هنگامی که برای تولید چندین مورد در نظر گرفته شده، نابود خواهد شد.
با یک خالی از محصولات بزرگ چکش، در یک گرما، زمان برای افزایش و برداشت تمام سطوح، به طوری که نیمه پایین تر اول تبدیل می شود، پس از آن خاموش قدرت به پایان به پایان رسید، بقیه را گرم می کند ، آن را به همان شیوه پردازش کرد، و در نهایت سود را قطع کرد.
اگر سیلندر باید در انتهای لبه یا فلنج داشته باشد، قطر آن بزرگتر از قطر سطوح است، پس از CLIP و پایین سود، نبرد پایین تر از بین می رود، و ساختگی خواهد بود نصب شده در محل آن و چکش تردید شده است، و قطر آن را در جای خود نصب شده است. ویژگی های در پایان، افزایش می یابد. برای از بین بردن شفت از اندازه های کوچکتر یا چنین طول ای که آن را به پایان چکش متصل نمی کند، از خدمات به اصطلاح تلخ پخته شده بر روی زنجیره استفاده کنید، به وسیله تکان دادن انتهای شفت. برای قطعه کار محصولات حلقه ای مانند باند، حلقه های اسلحه گیر، و غیره، ابتدا، همانطور که در بالا ذکر شد، CRIP خالی، کشش، تمیز از مقیاس و ترک، کاهش سود و نابود کردن به قطعات؛ پس از گرمای ثانویه، هر قطعه به شکل یک کیک کمی تردید کرد. سپس سوراخ از طریق خرابی یا فلش ساخته شده است، با فشار دادن آن ابتدا بر روی یک طرف به نصف، سپس، آن را خالی کنید - از طرف دیگر. پردازش بیشتر از حلقه، I.E. سیم کشی، در حال حاضر در Mandrel تولید شده در یک anvil پایدار خاص تولید شده است. سیم کشی تایر های باند تولید می کند بر روی یک آویل خاص با یک شاخ، جایی که، علاوه بر این، از طریق نورد، پیش ساخته، به نام دور کمر است.
برای تولید سیلندرهای توخالی طولانی تر، مانند، به عنوان مثال، پوسته های اسلحه گیر، ابتدا بر روی یک دستگاه کوچکتر قطعه قطعه قطعه قطعه قطعه قطعه، سپس در امتداد محور از طریق سوراخ حدود 30 سانتی متر حفر شده است. در قطر و بعد از آن گرما، میله توخالی آهن در سوراخ خیس شده است. این پردازش به نام تیرانداز نامیده می شود. به میله گرم نمی شود و با خالی مناسب نیست، آب به طور مداوم در داخل آن را گردش می دهد. هنگامی که جعل به پایان رسیده است، از طریق یک ابزار خاص از سیلندر از سیلندر خارج شوید، که یک فشار هیدرولیکی یا جک است. این شامل یک سیلندر توخالی با دیواره های دوگانه است که بین آن آب شروع به گسترش سیلندر دوم می شود که بر روی مهره در انتهای تیرانداز پیچیده می شود. در انتهای دیگر سیلندر اول، یکپارچه شدن در پوسته تخلیه دوباره ظاهر می شود. آب سیلندر دوم را فشرده می کند که تیرانداز را می کشد. BALET برای اموال مقطع مقطع مستطیل شکل بر روی آنویل های صاف ساخته شده است، جایی که، پس از یک Crimp اولیه، خالی اول مسطح است، سپس 90 درجه چرخش و یک دسته در لبه را بچرخانید. لازم به ذکر است که به طور کلی، تحت ضربه چکش، طول عمر در جهت محور آن انجام می شود، با توجه به جهت عمود بر حرکت ذرات، از اصطکاک در مورد سطح پل و آنویل جلوگیری می کند. برای گسترش اندازه فرم ها در این جهت آخرین، توزیع فلز توسط نورد. برای انجام این کار، در سطح، در جهت محور آن، غلتک نیمه استوانه ای اعمال می شود، به نام نورد، و چکش آن را به بدن تاثیر می گذارد. پس از چنین غلتکی، فلز بر روی کل سطح خالی و جهت فلش پخش می شود و ناشی از ناکامی های ناشی از ضایعات چکش است. صفحات زره پوش در معرض چنین پردازش قرار می گیرند. برای تولید میل لنگ، اولین نوار مستطیل شکل برداشت شده است، که در آن، با استفاده از تبر، دو Extremium ساخته شده است. سپس چکش هر دو به پایان می رسد، قطع کردن با یک تبر تشکیل شده پیشانی تشکیل شده و در نهایت، چرخش، چرخش و گردن کامل. این کار سخت این نیاز به زمان زیادی دارد، گرمایش مکرر، مهارت و تجربه از آهنگر. برش بر روی یک دستگاه گرد و غبار ساخته شده است. حلقه پین \u200b\u200b(با کیک) برای اسلحه به صورت زیر تهیه شده است. دیسک برش از سطل ها پس از گرم شدن، تحت چکش در نوار مستطیلی مسطح است و از طریق شکاف طولی از طریق یک فلاش شکل گوه شکل می گیرد. سپس مخروط های مخروطی به تدریج این شکاف را گسترش می دهند تا سوراخ پذیرفته شود شکل گرددر نهایت، Mandrel افقی به ابعاد مناسب بستگی دارد.
به طور کلی، بولت های مختلف برای موارد مختلف مورد نیاز است. از هوشمندانه انتخاب پذیرش، از توالی منطقی انتقال از یک فرم به دیگری، به خصوص با بیشتر سازه های پیچیدهبستگی به موفقیت جعل و کاهش هزینه های گرمای اضافی و مورچه فلز دارد.
پایان نهایی
پس از قطعه کار، موضوع نسبتا خشن است و سطح ناهمواربرای هماهنگی که یک حاشیه خاص در برابر اندازه مورد نظر قرار دارد. برای این منظور، موضوع تمیز می شود یک بار دیگر از تمام ترک ها، موی سر و نور و دمای مکرر چکش در اطراف کل سطح عبور می کند. در نهایت، در نهایت، موضوع را توسط کاروار، خطوط، و یا قالب های IPRI باید صاف و غیره بررسی کنید.
برای دادن گونه های تمیز کننده و صاف، انواع مختلفی از اتو کردن و تمبرها استفاده می شود، و گاهی اوقات چکش با سطح آب آبیاری می شود، به عنوان یک نتیجه از آن، بازده های دیگ عقب بهتر می شود و مورد تمیز تر می شود. چنین صافی همیشه در نهایت زمانی انجام می شود که محصول قبلا به یک کاتیون قهوه ای قرمز خنک شود و به همین دلیل نام را می پوشد. سرد جعلی یا کلیپ ها
پس از برچسب، همیشه پدیده های مشابه وجود دارد، و همچنین هنگام خنک شدن، این است که فلز سخت و آسیب کمتر انجام می شود، تنش داخلی تشکیل می شود. با توجه به تحرک کم فلز، با یک غرفه قوی، اتصال بین ذرات مختل شده است و حتی گاهی اوقات ترک های داخلی به دست می آیند. اگر بخش جلا از یک نوار به شدت تحت پوشش قرار گرفته است، اسید ضعیف را در معرض خطر قرار می دهد، سپس این رقم به طور مستقیم بر تغییر درونی فلز نشان داده می شود. در ابتدا فرض شد که برچسب تراکم مطلق فولاد را افزایش می دهد، اما آزمایشات بیشتر مخالف را نشان داد. به عنوان مثال، با طراحی سیم، پس از اولین عبور از طریق یک هیئت مدیره ضخیم تر، تراکم آن از 7.839 به 7.836 کاهش یافت؛ پس از دوم به 7.791، پس از سوم تا 7.781. به هر حال، زمانی که مس با مس یا نقره، نتایج به طور کامل به دست می آید.
از آنجایی که نفوذ دامنه ها شبیه به خنک شدن است، سپس به سختی و کشش مورد نظر فلز، اغلب به برچسب استفاده می شود. در ساخت چنین محصولاتی مانند برش، ابزار، تیغه و غیره، این روش دارای یک سرویس بزرگ است، اما برای چیزهای بزرگتر که در آن تنها یک سطح شیر در تنش داخلی گرفتار شده است، این روش به جای استفاده، به ارمغان می آورد محصول تنها آسیب می زند. بهترین اثبات نمونه ای از ساخت محورهای لوکوموتیو یا حامل است که گردن آنها با مهر زنی به پایان می رسد. در نمونه در خمشی از چنین محورها، اغلب اتفاق می افتد که زمانی که محموله های محموله، پایان آن گذاشته می شود، فقط در جایی که گردن به تعویق افتاده است. اگر چه تمام این تنشه های مضر را می توان نابود کرد، یا حداقل برای کاهش آنیلینگ، اما هیچ کس نمی تواند آن را تضمین کند که در طول لچانه خود، در حال حاضر ترک هایی وجود دارد که آنیلینگ را نمی توان تصحیح کرد. در ساخت فرآورده های پیچیده تر، جایی که مهر زنی به ناچار استفاده می شود، بسیار بهتر است که این را در حرارت بالا انجام دهید، به خصوص از آنجایی که فولاد در یک دولت تقسیم شده، مهر زنی را به خوبی نشان می دهد و شکل تمبر را بازتولید می کند؛ برای جلوگیری از تشکیل تنش، لازم است که آن را در چندین تکنیک انجام دهید، هر بار فولاد را به دمای مناسب گرم می کند.
پس از پردازش سطوح زیر چکش، بدون حتی به شعله های آتش، همیشه تنش داخلی وجود دارد که به علت خنک شدن ناهموار لایه های متمرکز رخ \u200b\u200bداده است، و به دلیل این واقعیت که بخش های مختلف باید پیوستن به درجه حرارت های مختلف. قطر بزرگتر از تخلیه خالی و واضح تر از انتقال از یک فرم به دیگری، خنک کننده ناهموار رخ می دهد و تنش های داخلی ظاهر می شود. برای جلوگیری از ترک ها و انحنای محصولات تخلیه، آنها آنها را بعد از جعل در زباله های گرم سوزاند. چنین شکستن می تواند مفید باشد زمانی که چیزی کاملا ساده است و زمانی که هنوز قرمز است. در غیر این صورت، لازم است یک محصول اگزوز را انجام دهیم، یعنی مراقب آن است که حرارت آن را به دمای حدود 700 درجه حرارت دهید، پس از آن، صرفه جویی در اجاق، آن را به آرامی خنک به خنک کننده کامل.
در بالا ذکر شد که انتصاب جعل، به جز پیام فرم مورد نیاز، هنوز هم در مهر و موم فلز به دلیل نگرانی های موجود در داخل فرم ها است. حباب های گاز تشکیل می شود زمانی که فولاد سازی فولاد به طور عمده در خارج قرار می گیرد. اکثر این حباب ها، داشتن یک پیام با فضای اطراف آن، تحت عمل گازهای کوره اکسید می شوند و در داخل لایه مقیاس پوشش داده می شوند، که به آنها اجازه نمی دهد که آنها را جوش داده شود، زمانی که سطل های زیر چکش چسبیده اند، و به همین ترتیب آنها تنها صاف هستند به شکل بمکد و به شکل مو کشیده شده است. ضخامت لایه شل از مورد تخلیه بستگی به ارزش حباب ها، اعماق قرار دادن آنها در خالی و از پردازش بیشتر یا کمتر تحت چکش دارد. بنابراین، هر محصول تخلیه شده، تحت پایان نهایی در حال چرخش یا برنامه ریزی ماشین آلات، باید یک سهام متناظر از فلز داشته باشد تا یک لایه شل را حذف کند.
برای گرفتن یک سطح تمیز و صاف، به اندازه کافی برای ترک، برای حذف یک لایه شل، نقطه عطفی برای موارد کوچک است. علاوه بر ضایعات مهر و موم در خالی، تغییرات جعل و خواص فلز خود. اگر ما دشمنان قطعات فولادی را مقایسه کنیم، از همان فرم های مشابه قبل و بعد از سهام خود گرفته شده، سپس آنها را نشان می دهند تفاوت بزرگ. اول، بزرگ کریستالی با هواپیماهای درخشان و بسیار توسعه یافته از دانه های فردی است، دوم، دانه های ریز، مات و مانند افزودن آمورف است. هنگام آزمایش این میله ها، معلوم می شود که هر دو کشش و مقاومت با دوام و گسترش نوار جعلی بسیار بیشتر است.
از این رو برای مدت طولانی اعتقاد بر این باور بود، و حتی تا کنون بسیاری از این باور هایی که به دلیل فشار قوی، به دلیل فشار قوی، ایجاد همگرایی ذرات در میان خود، فشرده سازی آنها و در نتیجه مهر و موم کردن فلز خود، و به لطف تنها چنین اقداماتی، تولید می کند فولاد خواص دیگر را به دست می آورد. اعمال فورج چنین اهمیتی، آنها سعی کردند تخفیف را تا حد امکان نشان دهند و نگرش بیشتری نسبت به منطقه مقطع عرضی خالی به منطقه محصول ارائه دهند. با این حال، تحقیقات دقیق تر این دیدگاه را توجیه نکرد. اول، تجربه نشان داده است گرانش خاص فولاد جعلی کمتر از بازیگران. بازگشت به 60s، N. V. Kalakutsky ثابت کرد که نسبت فولاد ریخته گری، در غیاب نگرانی ها، محدودیت مهر و موم آن است و فورج، افزایش تراکم گرانشی خالی، تراکم مطلق آن را کاهش می دهد. از آزمایشات او، ما می بینیم که سهم قطعه فولاد از دیسک های ریخته شده 7.852 است؛ وزن خاص قطعه این تخلیه پس از حرارت دادن آن به نور کاتیون قرمز و بارانداز خوب 7.846 بود. ثانیا، تکرار گرمایش و پچ بر افزایش مقاومت و ویسکوزیته تاثیر نمی گذارد. سوم، این گرمایش ساده تا دمای شناخته شده و خنک کننده مناسب، امکان دستیابی به نتایج مشابه نسبت به ساختار، افزایش کشش و ویسکوزیته فلز وجود دارد. این آخرین پدیده اول توسط D. K. Chernov متوجه شد و در "Z." منتشر شد I. T. Obok، 1868
این واقعیت با این واقعیت توضیح داده شده است که فولاد هنگام گرم شدن، از برخی از درجه حرارت شروع می شود، یک حالت موم را می گیرد، یعنی دانه های فردی نرم شده و به شکل یک توده فشرده فشرده می شوند. اگر ما این توده را خنک نگه داریم، ذرات دوباره به دانه های یا کریستال های فردی جمع می شوند و این گروه همچنان ادامه می یابد تا فولاد خنک شود تا دمای معینی حدود 700 درجه سانتیگراد باشد، در زیر که کریستالیزاسیون دیگر نمی تواند انجام شود. فولاد گرمتر تر، یعنی نرم تر، نرم تر و آرامتر و آرامتر آن را خنک می کند، آزادی و زمان بیشتر ذرات این گروه وجود دارد. اگر در طول این خنک کننده، اجازه دهید ذرات آزادانه به دانه های فردی با ضربات چکش یا نورد، و یا خنک کننده سریع مونتاژ شوند، ما زمان را به یک گروه مشابه نمی دهیم، یا در نهایت، اگر فولاد فقط به درجه حرارت حرارت داده شود و اجازه دهید آن را به آرامی از این درجه حرارت پایین تر از آن که کریستالیزاسیون غیر ممکن است، در تمام این موارد ما اضافه کردن بیشتر یا کمتر به خوبی دانه اضافه می شود. اگر جعل را در دمای بالای 700 درجه متوقف کنید، گروه بندی ذرات دوباره امکان پذیر است و ساختار فولادی به این دما بستگی دارد. اگر، در نهایت، ما را به درجه حرارت بسیار بالا حرارت داده و اجازه می دهد یک خالی برای برخی از زمان بدون جعل، و سپس کریستالیزاسیون می تواند چنین ابعایی را که فولاد خواص پرده را از دست می دهد و فولاد بیش از حد گرم نامیده می شود.
لازم به ذکر است که این مطالعات فوق العاده توسط G. Chernov در دهه 1860 ساخته شده است، و آنها به عنوان یک نقطه منبع برای تمام تحقیقات بیشتر و نظریه های فعلی فولاد خدمت کرده اند. بنابراین، در تغییر ساختار که ویسکوزیته و قدرت فولاد بستگی دارد، این اثر عمدتا درجه حرارت و شرایط خنک کننده دارد. چنگ زدن به کریستالیزاسیون را مسدود می کند و طعم ها را به صورت خالی ترکیب می کند. برای موفقیت جعل، شما باید سعی کنید به سرعت گاو را تجربه کنید، به طوری که برخی از مکان های خالی را برای مدت طولانی بدون ضربه از چکش ترک نکنید. بنابراین، هنگامی که خمیر و کشیدن مشاعره بزرگ، بهتر است که محتوا با درجه پایین تر از جعل و فرآیند آنها را در تکنیک های مختلف، عبور از چکش با دمیدن هر بار کل بخش گرما. علاوه بر این، غیرممکن است که اجازه دهید یک خالی، گرما به دمای بالا گرم شود، منتظر یک اجاق طولانی یا خنک شدن در اجاق گاز است. با انها شرایط مطلوب کریستالیزاسیون بسیار سریع انجام می شود و ساکنان خواص فولاد بیش از حد را دریافت می کنند. بهتر است پس از آن به آرامی خالی کنید، دوباره به دمای مناسب گرم می شود و سپس برای کشتن.
هنگامی که پردازش مشاعره های فولاد بسیار مهم است، هر دو از طرف اقتصادی و نسبت به تاثیر جعل بر کیفیت محصول، قدرت چکش، یعنی نسبت وزن بخش ضرب و شتم به وزن دیگ بخار درمان شده است. اگر وزن بابا G و وزن G را به دست بیاورید، نسبت G / G \u003d 2 به طور کلی پذیرفته شده به 1. 1. با این حال، این نسبت بسیار مشروط است و به دلایل بسیاری بستگی دارد، عمدتا از شکل محصول، جعل، فولاد درجه، اجازه می دهد گرما بیشتر یا کمتر قوی و، در نهایت، از دستگاه های موجود در هنگام چکش. برای خرد کردن پوسته یا برای تولید شفت های استوانه ای، نسبت g / g \u003d 1 ممکن است تنها در موارد شدید مجاز باشد؛ به طور کلی، برای موفقیت عمل ظرفیت 2. بنابراین، به عنوان مثال، زیر 5 تن چکش، ممکن است آزادانه لوله تفنگ را از قالب های 3 تن، اما برای تولید همان وزن از میل لنگ، شما باید حداقل 15 تن چکش استفاده کنید. چکش سخت تر در مقایسه با وزن فرم ها، پر انرژی ترین پر انرژی و Dende فشار لایه های داخلی انتقال می یابد. ضربات ضعیف تنها با لایه های سطحی منتقل می شوند، به این ترتیب، فشرده شده و تخلیه داخلی تر و تخلیه شده در این شرایط به پایان می رسد (شکل 25). این نوع پدیده ها اغلب در مورد جعل دوگانه بزرگ است. بنابراین، برای جعل موفقیت آمیز خود، لازم است اندازه های بزرگ چکش یا رفت و آمد به حرارت مکرر.
در حال حاضر، پرس هیدرولیک، به نام Hammers مطبوعات و یا تعهدات، شروع به اعمال غلاف های هیدرولیک. ترکیبی از دستگاه و عمل سیستم های زوم های مختلف را کنار بگذارید، نماینده آن مطبوعات جعل کیک است، ما تنها با عمل چکش بخار و صنوبر قابل مقایسه است. ضربه لحظه ای چکش، با یک بزرگ در ابتدای یک نیروی زندگی و با تلفات کامل در پایان اقدام او، گسترش در امتداد سطح بالایی از سطوح، عبور از واکنش و در پایین، در تماس با با Anvil؛ لایه های متوسط، تنها یک نسبت دنده، حرکت می کنند، و در عین حال آنها بسیار کوچکتر هستند. در حال حاضر تماس با booleans با خالی، رشد آن از 0 تا 3 تن فشار آن را انتقال می دهد، در تمام زمان فشار، به همان اندازه به تمام لایه های فلز. گسترش لایه های بیرونی فلز، در هواپیما طبیعی به جهت فشار، مانع از اصطکاک در مورد سطح پل ها می شود، و در نتیجه، در طول فشار زوم، ذرات لایه های داخلی عمدتا منتقل می شوند که در فضای باز بیشتر است، این است که شیر معکوس تولید می کند. با این حال، این امر می تواند با استفاده از آب نمک باریک حذف شود. فرضیه O. بهترین کیفیت ها فلز کشف شده تحت لاستیک از زیر چکش هنوز توجیه نشده است، به خصوص از آنجایی که کیفیت فلز متراکم بستگی دارد، عمدتا بر دمای حرارتی سطوح، بر روی درجه حرارت که در آن جعل متوقف شد و در شرایطی که تحت آن خنک شد، متوقف شد. این یک مزیت بزرگ بر روی یک چکش در اقتصاد است، زیرا چندین بار در مقایسه با چکش چندین بار تسریع می کند. با این حال، لازم به ذکر است که قدرت Zhoma سوء استفاده غیرممکن است. یک فشار بسیار بزرگ بلافاصله بر روی سطح پیچ و تاب و هجوم فلز، و با گرمایش، تخلیه و ترک های ناکافی در هسته خالی ها امکان پذیر است. به طور مشابه، همانطور که با یک جعل تحت چکش، بهتر است که محتوای آن را در اینجا و در اینجا در گیره های کوچک قرار دهید و سعی کنید از طریق کل قسمت گرم از سطوح عبور کنید. اگر شیر، یعنی، فورج در دمای نسبتا پایین تحت چکش، اثر بدی بر کیفیت فلز، به دلیل شکل گیری تنش های داخلی، پس از آن نباید مجاز به گرم کردن لایه های مرکزی Blanks باشد تا حد امکان با تشکیل تنش های داخلی. ما بزرگترین کار را در فشار قطب قرار می دهیم. از دست دادن یا اتلاف فلز، به دلیل شکل گیری مقیاس، بستگی به درجه و مدت گرمایش، از مقدار تخلیه و تعداد حرارت های مکرر دارد. برای اولین گرمایش، بسته به قطر، Avgar از 1 تا 3 درصد است، برای هر گرمای بعدی، کوتوله حدود 1 درصد از وزن را از دست می دهد.
در قلب همه استدلال که در آن چاقو بهتر است - از فولاد ساخته شده از فولاد یا از نورد، یک کلیشه ای با دوام وجود دارد که فولاد بهبود می یابد زمانی که جعل، و هنگام نورد، باید خراب شود یا حداقل بهبود یابد. گاهی اوقات شما همچنین می توانید عبارات "فولاد مهر و موم شده" یا "چاقوی مهر و موم شده" را بشنوید، که به یک سایه بسیار منفی متصل شده و درک می شود، به عنوان چیزی که به طور آگاهانه با کیفیت پایین، بدترین، به جای صدای نجیب، "چاقو ساخته شده" را درک می کند.
لازم است وضوح را ایجاد کنیم که در واقع فولاد مهر و موم شده به طور جداگانه از یک محصول خاص به دست آمده از روش مهر زنی جدا نمی شود و چاقو فقط روش مهر زنی تولید نمی شود. مهر زنی فرآیند تشکیل مواد با استفاده از فشار با تمبر یک فرم خاص است. اما این به تیغه چاقو اعمال نمی شود، زیرا تکنولوژیکی نیازی نیست - هیچ چیز برای تمبر وجود ندارد. ما Cuiskens چینی متقاطع را ذکر نمی کنیم، زیرا اکثر آنها هنوز هم بسیار دشوار است که با چاقو کامل تماس بگیرید.
اگر ما تعمیم دهیم، تیغه چاقو است که با شکل و ابعاد مشخص آن می تواند به دو روش به دست آید:
1. قالب گیری داغ حجمی تقریبا هر نوع از قطعه کار، یعنی روش جعل، و اغلب کتابچه راهنمای کاربر - چکش بر روی آنویل وجود داشت. این بدان معنی است که موارد تولید تک تیغه، زمانی که آهنگر با چکش و دستی تیغه اندازه مورد نظر را تشکیل می دهند و پیکربندی بر روی هر یک از آنها کار می کنند.
2. برش. شروع از یک مرد با یک اکسپرس فلزی، پایان دادن به یک دستگاه لیزر با کنترل نرم افزار. این کار با برش قطعه کار با یک فرم عمدی مسطح انجام می شود که به نوبه خود می تواند توسط هر دو نورد یا جعل به دست آید. و جالب ترین چیز این است که امروزه تقریبا هر جعلی جعلی برای تیغه آینده با جعل از نوار فولادی ساخته شده است، که به نوبه خود دوباره با روش نورد به دست آمد.
پس فولاد ساخته شده است و چگونه از فانتزی متفاوت نیست، اگر هنوز در اصل از نورد به دست آمده است؟
واضح است که ما فقط به تفاوت تکنولوژیکی علاقه مند نیستیم، اما تفاوت موثر است، در واقع از "چاقوی ساخته شده" چاقو بهتر از فولاد نورد؟ پس از همه، این چیزی نیست که شما نمی توانید از بسیاری از تولید کنندگان بشنوید که چاقو آنها جعل شده است، و به همین دلیل آگاهانه بهترین است. بدون هیچ توضیحی و شواهد و اکثریت قریب به اتفاق خریداران بالقوه به طور قابل توجهی با شعارهای مشابه، به هر حال، و همچنین کلمه "Bulat" روبرو می شوند. تولید کنندگان به خوبی آگاه هستند و از وضعیت لذت می برند، یعنی عدم درک فرایندها که با فولاد در طول تولید رخ می دهد.
برای درک تمام این سردرگمی، مهم است که نقطه اصلی را تعیین کنیم: سوال اصطلاحات تعیین کننده است. بدون تصمیم گیری با شرایط، دشوار است که بر روی چیزی موافق باشیم و بر روی قفسه ها قرار دهیم. فریب دادن با کلمات "ساده، دسته گل، پودر، جعلی، نورد" و ترکیب آنها می تواند شخص به طور نامحدود گمراه کننده باشد. اینها عباراتی هستند که تولید کنندگان پیشرفته تجاری را فعال می کنند، ماهیت منشاء فولاد آنها منعکس نمی شود، و آنها چیزی در مورد خواص هر چاقو خاص نمی گویند.
بنابراین، لازم است که مفاهیم را به روشنی تقسیم کنیم: چاقو جعلی و چاقو جعلی نیست.
چاقوی پوشیده شده، دقیق تر، یک تیغه ساخته شده است زمانی که قطعه کار فولاد، مهم نیست که چه شکل، کانتور و هندسه تیغه به صورت دستی نصب شده است، شانک کشیده شده است، سقوط آینده کشیده شده است.
این روش تنها در شرایط تولید یک چاقو توسط یک کارشناسی ارشد یا چند گروه از کارشناسی ارشد استفاده می شود. از لحاظ مناسب بودن این روش در موارد توجیه شده است:
1. اگر صورتحساب اولیه یک فرم مناسب نیست. به عنوان مثال، از یک بلبرینگ دور با یکی نمی تواند یک تیغه برش را دریافت کند.
2. جعل تیغه در اندازه خالص به عنوان راهی برای صرفه جویی در مواد. این هر دو شاهزادهای باستانی را که قیمت واقعی مواد خام را برای تولید سلاح ها و ابزارها می دانستند، و کارشناسی ارشد مدرن را می دانستند، با وزن تیغه های نوار از فولاد گران قیمت خریداری شده، به سادگی به دلیل قطع کردن غیر ضروری و دور انداختن - به زودی.
3. هنگامی که تغییر شکل تقویت شده به منظور تأثیر بر برخی از اجزای سازه های فولادی انجام می شود. به طور خاص، اگر این وظیفه تا حدودی از خوشه های متراکم کاربید در فولاد با محتوای بالا و توزیع ناهموار خود خرد شود.
به هر حال، این رویکرد فاز جامد خرد کردن اساسا به طور اساسی برای تولید فولادها با محتوای اولیه کاربید های بزرگ و خوشه های آنها - سرعت بالا، برخی از فولادهای مهر و موم شده (نه به اشتباه کلمات "مهر و موم" تمبر ")
پس از تولید مستقیم، ذغال سنگ، در فرم اولیه خود، این فولاد حاوی خوشه های بسیار بزرگی از کاربید وجود دارد که آنها تحت پوشش نورد و جعل قرار می گیرند، یعنی تغییر شکل قوی گرم، تا زمانی که کاربید ها به اندازه خاصی خرد می شوند. این پدیده نامحدود کاربید نامیده می شود و دارای چندین درجه مشخص شده است.
در غیر این صورت، به عنوان مثال، فولاد سریع برش با استفاده از کاربردهای ناکافی کاربید، معیوب است. از آنجا که ورودی های بزرگ کاربید بسیار جامد و شکننده هستند، اره دندان، برش، یا مته، بر روی لبه برش که چنین قطعه ای نامطلوب از آن لذت می برد، به رنگ آمیزی اجتناب ناپذیر محکوم می شود.
اگر شما یک قیاس با یک چاقو را مطرح کنید، لبه برش که به صورت هندسی متفاوت از لبه برش برش، مانند یک قایق بادبانی از یخبندان، پس از آن برای یک RK نازک و حاد چاقو، حضور بزرگ، جامد و جامد و عناصر شکننده در ساختار حتی بیشتر مستقر هستند.
این کلمه در مورد به اصطلاح "لامپ"، هر دو تاریخی و جدید است، که در آن درجه ناهمگونی کاربید بسیار بالا است که تجمع ضخیم کاربید در قالب الگوهای مختلف را می توان به راحتی با چشم غیر مسلح مشاهده کرد در فاصله ای از دست بلند.
و این یک وزن ضد وزن بدون الگوی با فولاد با سرعت بالا مدرن است، به عنوان بخشی از آن محتوا از کاربید های سوپرترلد فلزات نسوز بسیار بزرگ است، اما آنها حداقل دارند اندازه ممکن است و حداکثر توزیع، که اجازه می دهد تا فولادها برای نشان دادن نتایج عظیم برای حفظ وضوح لبه برش.
فولاد جعل دستدر یک مجتمع با چرخه های دیگر عملیات حرارتی، با هدف ایجاد ساختار لازم، یک روش است که به شما امکان می دهد کیفیت چاقو را به دست آورید، متفاوت از ویژگی های ذاتی در اکثریت قریب به اتفاق از چاقوهای دیگر از همان فولاد، اما در جریان به کدام حالت های استاندارد اعمال می شود.
برای کاربران بی تجربه، تفاوت در هزینه بین چنین چاقو اغلب با تفاوت های مزایای واقعی همپوشانی دارد. بنابراین، در شرایط چند چاقو، تیغه های جعلی دست و استفاده از حالت های خاص عملیات حرارتی غیر منطقی از نظر اقتصاد سازمانی تولید چاقو در مقادیر زیادی نیست.
تمام به اصطلاح "چاقو های ساخته شده از آهن" در شرایط تولید جریان مدرن، زمانی است که جعل جعل بر روی پنومومول توسط یک نوار به دست می آید که پس از آن تیغه ها با یک چرخ دنده قطع می شوند. پس از آن، به عنوان یک قاعده، سخت شدن باید بلافاصله، یعنی، در مورد هر عملیات حرارتی اولیه، با هدف آماده سازی ساختار برای خنک کردن، از بین بردن تنش های ساختاری پس از جعل، و همچنین کاهش دانه های فلزی، سخنرانی نمی رود .
بر این اساس، این واقعیت نیست که این تیغه ها بهتر از همان حک شده از نوارها، نورد و آنیل شده در کارخانه متالورژیک، دور زدن ردیف بر روی هواپیما از Kuznets، که مدارک آن همیشه یک رمز و راز است خریدار. و اگر چه در کاتالوگ های بسیاری است تولید کنندگان داخلی امروز شما می توانید مدل های چاقو را با ردیابی ها، آنها می گویند، "جعل دستی"، به اشتراک گذاشتن - از این واقعیت است که در پیشبرد برش ورق برای تسکین کمی برای یک جفت گرمایش احمقانه، فولاد بهتر است، افسوس، نه تبدیل شدن به
و سپس آن را بیشتر دمیدن سوال مهم : سپس از آنچه فولاد بهتر می شود؟
پاسخ ساده است: فولاد از استفاده از هدف آگاهانه و درمان گرمایشی با کیفیت بالا بهتر می شود. و لازم است درک کنیم که درمان گرمای با کیفیت بالا فقط یک سخت شدن خوب تیغه نیست، بلکه تمام فعالیت های مربوط به اثرات دما بر فولاد، از جمله مربوط به تغییر شکل گرم فولاد است.
علاوه بر این، بدون تفاوت بزرگ اصلی، تحت تاثیر بار پویا بود، یعنی با ضربه چکش، یا تحت اثر نرم کننده - با نورد در کارخانه. بنابراین، تلاش توسط سازنده در کلمات به گفته "چاقو" ساخته شده به عنوان یک آگاهانه بهتر از نورد، باید به شک و تردید صدا و سوالات مقابله با سوالات با درخواست برای توصیف توالی تکنولوژیکی تولید این چاقو فشرده شده است.
با این حال، در زندگی بین دو روش تغییر شکل گرم، جعل و نورد، تفاوت هنوز وجود دارد. و اغلب آن را به طور جدی بر کیفیت فولاد پردازش شده، و در نتیجه بر کیفیت محصول نهایی تاثیر می گذارد.
ادامه دارد....







