Saldim Seam - linjë e metaleve të shkrirë në skajet e dy strukturave lidhëse që rezultojnë nga ekspozimi ndaj çelikut elektrik. Lloji dhe konfigurimi i seams është zgjedhur për çdo rast individualisht, zgjedhja e tij varet nga faktorë të tillë si fuqia e pajisjeve të përdorura, trashësia dhe përbërje kimike Lidhjet e salduara. Një shtresë e tillë gjithashtu ndodh gjatë saldimit tuba polipropileni Makine per ngjitjen e metalit.
Ky artikull diskuton llojet e seameve të saldimit dhe teknologjisë së ekzekutimit të tyre. Ne do të eksplorojmë seams vertikale, horizontale dhe tavan, dhe gjithashtu të mësojmë se si zhveshja dhe kontrollet e tyre kryhen për defekte.
Klasifikimi i seams në varieteteve kryhet në shumë faktorë, kryesore prej të cilave është lloji i lidhjes. Për këtë parametër, seams janë të ndara në:
Konsideroni secilën nga opsionet e paraqitura në më shumë detaje.
Kjo metodë e përbërë është përdorur në saldimin e pjesëve fundore të tubave, një profil katror dhe fletë metalike. Pjesët lidhëse janë vendosur në mënyrë që hendeku 15-2 mm të mbetet midis skajeve të tyre (është e dëshirueshme për të rregulluar pjesët me pirgje). Kur punoni me fletë metalike, trashësia e të cilave nuk kalon 4 mm, shtresa është hedhur vetëm në njërën anë, në fletët e 4-12 mm, ajo mund të jetë e dyfishtë, e njëjta është e vetme, me një trashësi prej 12 mm - vetëm dyfish.

Nëse trashësia e murit të pjesëve është 4-12 mm, zhveshja mekanike e skajeve dhe seelings e skajeve në një nga metodat e mëposhtme është e nevojshme. Komponimi i një metali veçanërisht të trashë (nga 12 mm) rekomandohet të kryhet duke përdorur një heqje të x-formë, opsionet e tjera janë të padobishme këtu për shkak të nevojës për një sasi të madhe metalike për të mbushur shtresën që rezulton, gjë që rrit rrjedhën e elektroda.
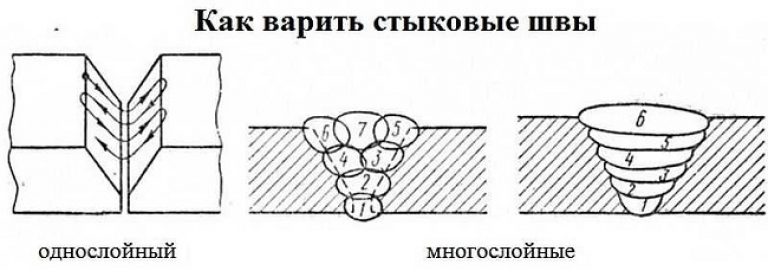
Megjithatë, në disa raste, një saldator mund të bëjë një zgjidhje për të gatuar metal të trashë me një shtresë, e cila kërkon mbushjen e saj në disa pasazhe. Seams e një konfigurimi të tillë quhen multilayer, teknologjia e saldimit të seams multilayer është treguar në imazh.
Komponimi më i shëndoshë përdoret ekskluzivisht kur metali i saldimit me një trashësi prej 4-8 mm, ndërsa pjatë e trashë në të dyja anët, e cila eliminon mundësinë e hyrjes në fletët e lagështisë dhe korrozionit të tyre të mëvonshëm.
Teknologjia e kryerjes së një shtrese të tillë është jashtëzakonisht e kërkuar për pajtueshmërinë qoshe e djathtë Prirja e elektrodës, e cila duhet të ndryshojë në rangun e 15-40 gradave. Në rast të një devijimi nga norma, metalet e mbushjes do të zhvendosen nga linja e përbashkët, e cila do të zvogëlojë ndjeshëm forcën e lidhjes.
Komponimi i markës kryhet në formën e Leer "T", mund të kryhet si nga dy dhe nga njëra anë. Numri i seams dhe nevojën për prerjen e pjesës së pjesës varet nga trashësia e saj:
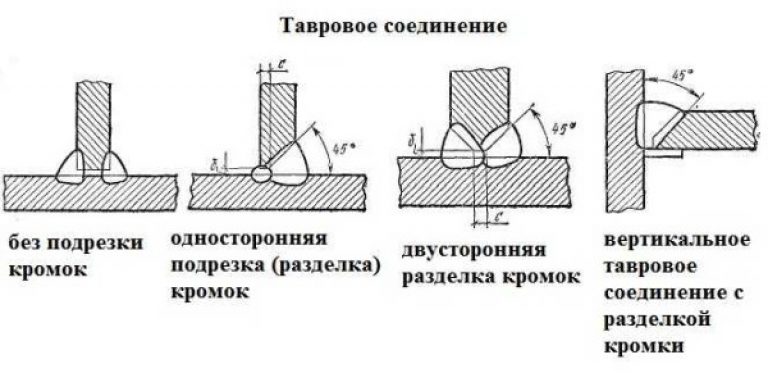
Një nga varietetet e kompleksit të zbulimit është një shtresë këndore që përdoret për të lidhur dy pingul ose të prirur për njëri-tjetrin fletë metalike.
Përveç klasifikimit sipas llojit të kompleksit, seams janë të ndara në varietete në varësi të pozitës në hapësirë, sipas të cilave ato janë:
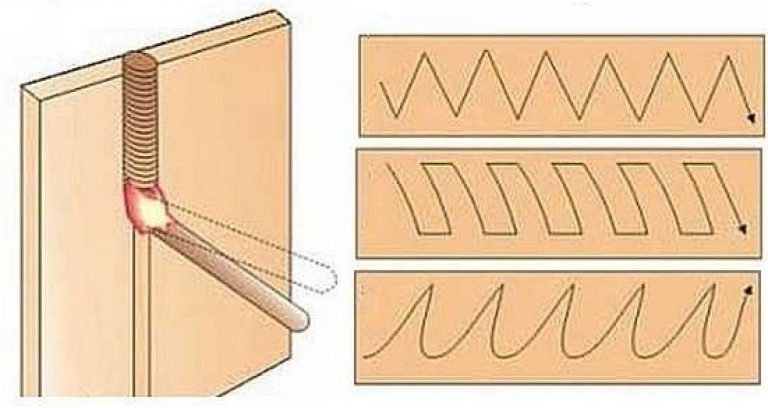
Problemi i kryerjes së seams vertikale është rrëshqitje metalike metalike poshtë, e cila është për shkak të gravitetit. Këtu është e nevojshme të përdoret një hark i shkurtër - mbani elektrodën përfundon sa më afër metalit. Saldimi seams vertikale kërkon zbatim punë paraprake - Zhdukja dhe prerja, të cilat zgjidhen në bazë të llojit të përbërjes metalike dhe trashësisë. Pas përgatitjes, pjesët janë të fiksuara në pozicionin e kërkuar dhe një projekt-lidhje është bërë nga "fërkimi" tërthor, i cili parandalon zhvendosjen e billets.

Saldimi i shtresës vertikale mund të kryhet si në krye-poshtë dhe poshtë-lart, në aspektin e punës, varianti i fundit është i preferuar. Elektroda duhet të mbahet pingul në pjesët e lidhura me pjesët, është e lejueshme të përshkruhet në skajet e kraterit të salduar. Lëvizja e elektrodës është përzgjedhur në bazë të trashësisë së kërkuar të shtresës, bashkimi më i qëndrueshëm arrihet me zhvendosjen e tërthortë të elektrodës nga ana në anën tjetër dhe me një luhatje në formë loop.
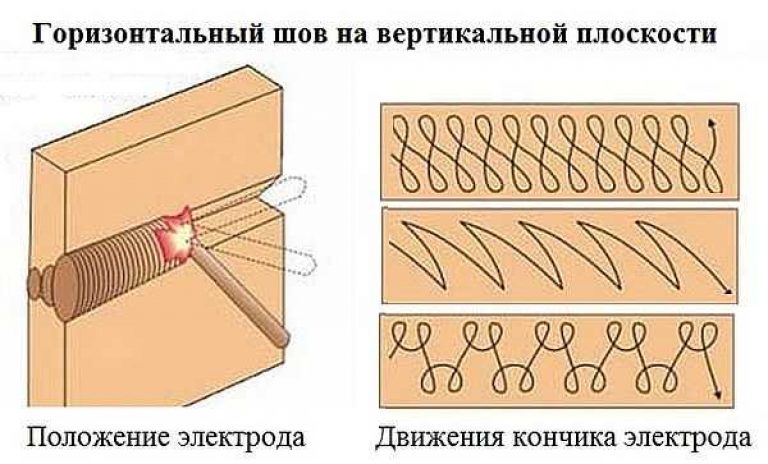
Në aeroplanët vertikalë, seams e tipit horizontal shfaqen nga e majta në të djathtë ose të majtë. Saldim seams horizontale Është e komplikuar nga hedhja e banjës, e cila kërkon mbajtjen e një kënd të rëndësishëm të prirjes së elektrodës - nga 80 në 90 0. Për të parandaluar fluksin e metalit në pozicione të tilla është e nevojshme për të lëvizur elektrodën pa luhatje tërthore, metodën e rrotulluesve të ngushtë.
Shpejtësia e elektrodës është zgjedhur në mënyrë që qendra e harkut të kalojë nëpër kufirin e sipërm të shtresës, dhe qarku i poshtëm i dushit të shkrirë nuk ka arritur në fund të lartë të rulit të mëparshëm. Vëmendje e veçantë duhet t'i kushtohet buzës së sipërme, më së shumti arsimi i brendshëm defekte të ndryshme. Para fillimit të saldimit të rulit të fundit, është e nevojshme për të pastruar shtresën e formës nga shllaku dhe Nagar.
Kryerja më e vështirë janë seams tavan. Që në një pozitë të tillë hapësinore, dushi i shkrirë mbahet jashtëzakonisht në tensionin sipërfaqësor të metalit, vetë qepja duhet të bëhet sa më e ngushtë. Gjerësi standarde Ruler nuk është më shumë se gjerësi dy herë e elektrodave të përdorura, dhe elektrodat duhet të përdoren në letër me një diametër deri në 4 mm.
Kur vendosni një shtresë, elektroda duhet të mbahet në një kënd prej 90 deri në 130 deri në aeroplanët lidhës. Roller formohet nga lëvizjet osciluese të elektrodës nga buza në buzë, ndërsa në pozicionin e ekstremit elektrodë është vonuar, gjë që shmang subs. Vini re se saldatorët pa përvojë nuk janë të rekomanduara për shtresat e tavanit.
Pas formimit të shtresës në sipërfaqen e pjesëve të Bashkuara, mbetjet e skorjeve, pikat e çelikut të shkrirë dhe shkallë, ndërsa vetë qepja mund të ketë një formë konveks dhe të kryejë mbi planin e metalit. Eliminimi i këtyre mangësive lejon nxjerrjen, e cila kryhet në faza.
Fillimisht, përmes çekiçit dhe daltë, është e nevojshme për të hequr shkallën dhe shllakun, pastaj me ndihmën e një mulli, të pajisur me një disk gërryes, ose një makinë bluarje, të përafruar aeroplanin e kombinuar. Grain e rrethit gërryes zgjidhet në bazë të sipërfaqes së smoothness të kërkuar.

Dëmet e saldimit, shpesh të gjetura në specialistë të papërvojë, zakonisht janë pasojë e lëvizjes së pabarabartë të elektrodës ose forcës së përzgjedhur gabimisht dhe vlerës aktuale. Disa defekte janë kritike, disa mund të korrigjohen - në çdo rast, kontrolli i shtresës për praninë e tyre është i detyrueshëm.
Konsideroni se cilat defekte janë dhe si t'i kontrolloni ato:

Gjithashtu mund të formohen defekte në formën e çarjeve, të cilat shfaqen në fazën e ftohjes metalike. Çarje janë dy konfigurime - të drejtuara në të gjithë në shtresë. Në varësi të kohës së formimit të plasaritjeve, këto të fundit shfaqen pas korrjes së përbashkët për shkak të ngarkesave të tepruara, të cilat lloji specifik i shtresës nuk mund të përballojë.
Çarje të ftohta janë një defekt kritik, i cili mund të çojë në shkatërrimin e plotë të kompleksit. Në rast të edukimit të tyre, është e nevojshme të ri-saldim vende të dëmtuara nëse ka shumë seams për të prerë dhe rimbursuar.
Të gjitha parametrat e modalitetit të saldimit mund të ndahen në bazë dhe opsionale. Parametrat kryesore janë madhësia dhe polariteti i rrymës, diametri i elektrodës, tensionit në hark, shpejtësia e saldimit. Parametrat shtesë janë përbërja dhe trashësia e shtresës së elektrodës, pozicioni i elektrodës dhe pozicioni i produktit.
Saldim aktuale. Ajo e shkakton atë (në të njëjtën shpejtësi saldimi) rritje të thellësisë së shtyrjes (provincës), e cila shpjegohet me ndryshimin në energjinë e modelit (ngrohjes për njësi të gjatësisë së shtresës) dhe pjesërisht duke ndryshuar presionin e dhënë nga shtylla e harkut në sipërfaqja e dushit saldim.
Gjinia dhe polariteti i rrymës gjithashtu ndikojnë në formën dhe madhësitë e shtresës. Gjatë saldimit të polaritetit të kundërt, thellësia e krahinës është 40-50% më shumë se rryma e drejtpërdrejtë e polaritetit, e cila shpjegohet me sasi të ndryshme të nxehtësisë të lëshuar në anodë dhe katodë. Kur rryma alternative është ngjitur, thellësia e krahinës është 15-20% më pak se kur saldimi me një rrymë të vazhdueshme të polaritetit të kundërt.
Diametri i elektrodës zgjidhet në varësi të trashësisë së metalit të ngjitur, pozicioni në të cilin kryhet saldimi, si dhe nga lloji i lidhjes dhe forma e skajeve të përgatitura për saldim. Kur saldimi, fletët e fletëve u bënë të trashë deri në 4 mm në pozicionin më të ulët, diametri i elektrodës zakonisht merret i barabartë me trashësinë e metaleve të ngjitura. Me saldim, elektrodat me diametër prej 4-6 mm përdoren me një diametër prej 4-6 mm nën kushtin e sigurimit të ofrimit të plotë të pjesëve dhe formimit të duhur të shtresës.
Tensioni përcakton kryesisht gjerësinë e shtresës. Stresi ka një ndikim shumë të vogël në thellësinë e krahinës. Nëse, me një rritje të tensionit, shpejtësia e saldimit është rritur, gjerësia e shtresës do të ulet.
Forca e tanishme kryesisht varet nga diametri i elektrodës, si dhe në kohëzgjatjen e pjesës së saj të punës, përbërjen e veshjes, pozicionin e saldimit. Sa më i madh të jetë e tanishme, aq më e lartë është performanca, i.e. metalet pastrohen më shumë.
Megjithatë, me një elektrodë të tepruar për këtë diametër, elektroda shpejt nxehet mbi kufirin e lejuar, i cili çon në një rënie në cilësinë e shtresës dhe rritjes së spërkatjes.
Mënyrat e saldimit të lidhjeve prapanicë pa një buzë bevel:
Shënim. Vlerat maksimale aktuale duhet të qartësohen nga pasaporta e elektrodave.
Mënyrat e saldimit të komponimeve prapanicë me një bishë të skajeve:
Shtesë. Vlerat e rrymës rafinohen sipas pasaportës së elektrodave.
Seams horizontale, vertikale dhe tavan.
Ekzekutimi i këtyre seams do të kërkojë aftësi të caktuara. Ka një probabilitet shumë të lartë të rrjedhjes së metaleve të shkrirë, rënie rënie. Kështu që kjo nuk ndodh, saldimi duhet të prodhohet nga një hark shumë i shkurtër. Përveç kësaj, do të nevojiten edhe oscilimet e tërthorta të elektrodës.
Çfarë mund të mbajë shtresën metalike të shkrirë në një banjë saldimi? Vetëm forca e tensionit sipërfaqësor. Përdorën termin "filmi i tensionit të sipërfaqes". Dhe thinner do të ketë një masë, aq më e madhe është gjasat që ajo të mbahet me forcë (film) të tensionit sipërfaqësor. Ju mund ta arrini këtë si më poshtë: fundi i elektrodës duhet të hiqet periodikisht nga banja, duke lejuar që metalet e shkrirë të kristalizohen pjesërisht. Tjetra - përdoren rryma e reduktuar (me 10 ose 20%) dhe elektrodat me diametër më të vogël. E gjithë kjo do të japë një rënie në gjerësinë e rulit të saldimit. Për seams tavan, elektrodat me diametër prej 4 mm janë optimale, elektrodat me një diametër prej 5 mm janë marrë për shtresat horizontale (përfshirë dhe vertikale).
Shtresë tavan. Me e veshtira. Saldimi kryhet me mbyllje periodike të shkurtra të përfundimit të elektrodës në banjën e saldimit, gjatë së cilës banka e saldimit metalik është kristalizuar pjesërisht, e cila redukton volumin e dushit të saldimit. Në të njëjtën kohë, metali i elektrodës së shkrirë futet në banjën e saldimit. Gjatë zgjatjes së harkut, formohen mjete. Kur saldimi këto shtresa krijohen kushtet e pafavorshme Për të izoluar shllakun dhe gazrat nga metali i shkrirë e dushit saldim.
Seam vertikal mund të përfundojë në dy mënyra - në prejardhje dhe në rritje. Mundësisht saldimi në rritje. Në këtë rast, themelet themelore, tashmë të kristalizuara pjesërisht, metali mban më lart (në elektrodë) metal të shkrirë. Me këtë metodë, është e përshtatshme për të drejtuar rrënjën e shtresës dhe skajeve. Ajo shpjegohet me faktin se metali i shkrirë nga elektroda do të fluturojnë në banjën e saldimit. E vetmja pengesë e kësaj metode është sipërfaqja e shtresës do të mbulohet me peshore të trashë.
Saldimi i prejardhjes është më i lehtë, por do të jetë më e vështirë për të marrë një shërbim cilësor të vendndodhjes së lidhjes. Fakti është se metali i shkrirë dhe shllak do të rrjedhin nën hark dhe mund të mbahen vetëm nga fuqia e tensionit sipërfaqësor dhe fuqia e ARC-së aktive. Por këto dy forca mund të jenë të pamjaftueshme dhe metalet e shkrirë do të rrjedhin.
Seam horizontale është më e komplikuar në ekzekutim sesa vertikal. Arsyeja është ënjtja e metaleve të shkrirë nga dush saldimi në buzë të poshtme. Si rezultat, formimi i një substrate në buzë të sipërme është e mundur. Me saldimin e metalit me trashësi të lartë, vetëm një buzë e lartë është bërë, më e ulët ndihmon të mbajë metalin e shkrirë në dushin e saldimit. Saldimi i seams qoshe horizontale në komponimet e këqija nuk shkakton vështirësi dhe teknika nuk ndryshon nga saldimi në pozicionin më të ulët.
Seams vertikale të saldimit të harkut - një nga metodat e punës me të sipërfaqet metalike. A keni nevojë të gatuani një grilë metalike ose sythe të mirëpritur për Wicket kopsht? Saldim - vendimi më i mirë Një problem i tillë. Kjo vlen jo vetëm për këto qëllime. Me të, ju mund të riparoni, për shembull, metal të thyer dyert e garazhit, Shtizën një fragment të një gardh hekuri.
Saldimi i harkut të seams vertikale kryhet në teknologjinë e vet, e cila duhet të jetë e njohur dikush që së pari merr makinën e saldimit në duar. Përveç azov më të rëndësishëm, të cilat janë përshkruar në të ndryshme manualet metodologjike Për fillestarët dhe profesionistët, ne do të përpiqemi të shqyrtojmë disa pika. Pa to, është thjesht e pamundur të fillosh punën.
Saldimi i ARC quhet një metodë e tillë e përzierjes së dy ose më shumë pjesëve metalike, në të cilën harku elektrik përdoret për të ngrohur materialin. Nën ekspozimin e saj në buzë të pjesëve të salduara është shkrirë së bashku me elektrodën, duke formuar një "banjë" nga një metal i lëngshëm. Ftohtë metalik dhe kompleksi i saldimit është formuar.
Parimi i funksionimit është shumë i thjeshtë. Një transformator është i lidhur me elektrodën dhe pjesët metalike. Me ndihmën e energjisë elektrike të gjeneruar nga një transformator, ngrohja është ndezur temperatura të larta 7000 gradë Celsius. Me këtë pikë shkrirjeje, elektroda është e përzier me metalin e produktit, dhe të gjitha skorjet dalin, duke formuar një film mbrojtës.
Saldimi i harkut të seams vertikale varet nga shumë parametra, përtej të cilit është e dëshirueshme për të monitoruar dhe kontrolluar atë. Në mënyrë tipike zgjidhni vlerat e nevojshme të parametrave të mëposhtëm:
Forcë rryme elektrikePërdoret për saldim është një nga karakteristikat më të rëndësishme. Ato janë përshkruar në udhëzimet e aplikuara në makinën e saldimit.
Nëse një përshkrim i tillë për ndonjë arsye nuk u kthye, atëherë forca aktuale përcaktohet në varësi të diametrit të elektrodës. Çfarë është më e trashë, aq më e fuqishme pajisja, aq më e madhe është e tanishme saldimi. Mund të punojë edhe se harku elektrik do të "notojë", të luhatet, të ndryshojë gjatësinë e saj.
Prandaj, cilësia e shtresës në këtë situatë do të përkeqësohet, gjerësia e saj do të rritet, dhe thellësia e dështimit do të ulet shumë.
Pas përcaktimit të saktë të forcës aktuale, llogaritni kohëzgjatjen e harkut. Me fjalë të tjera, kjo është distanca nga elektroda në sipërfaqe. produkt metalik. Kur punoni, patjetër që e ruajmë këtë distancë të pandryshuar. Nga kjo do të varet nga cilësia e të gjithë punëve në tërësi.
Gjatësia më optimale e harkut është distanca midis vlerës minimale dhe maksimale të harkut të shkurtër.
Ai tejkalon një ose dy milimetra diametri i elektrodës. Saldimi i harkut të seams vertikale përdor një hark jashtëzakonisht të shkurtër. Diametri nuk duhet të kalojë diametrin e elektrodës.
Në shumicën e transformatorëve, rryma e vazhdueshme është marrë nga "straightening" e ndryshueshme. Kur punoni, polarizimi i drejtpërdrejtë dhe i kundërt. Në rastin e parë, produkti është i bashkangjitur në "Plus", dhe elektrodën e saldimit në "minus". Kur kundërt - clamps ndryshojnë vende.
Polarizimi i kundërt përdoret zakonisht kur saldim metal i hollënë mënyrë që të mos e djegin. I njëjti polarizëm është i pajisur me çeliku të lartë aliazh për të shmangur mbinxehjen e tyre.
Me seams gatim vertikale, pikat e elektrodës dhe metalit të shkrirë do të dripped poshtë. Për të shmangur këtë natyrore (nga pikëpamja e fizikës) të procesit, ARC elektrike duhet të bëhet më e shkurtër. Me këtë metodë, për shkak të forcave të tensionit sipërfaqësor, pikat e metaleve të lëngshme do të jenë më të lehta për të lëvizur nga elektroda në thellimin e kraterit.
Aktuale zgjedhin minimumin ose mediumin. Kjo ju lejon të gatuani pa hapa dhe derdhje metalike në produkt.
Seams vertikale mund të përgatiten nga poshtë dhe pastaj ngadalë (sipas shkallës së gatishmërisë së shtresës) të shkojnë lart. Në këtë rast, i gjithë metali i shkrirë mbush të gjitha recesses që janë më poshtë.
Pozita e elektrodës mund të jetë gjithashtu e ndryshme. Në thelb, këndi i prirjes është nëntëdhjetë gradë, ndërsa arge elektrike ndikon në mënyrë më efektive në sipërfaqen që është ngjitur. Kur saldimi në një kënd prej dyzet e pesë ose gjashtëdhjetë gradë, vërehet një shkrirje e pabarabartë e shkrirjes, procesi i saldimit është më i keq.
Saldimi i harkut të seams vertikale në teknologjinë e saj karakterizohet nga tiparet individuale të punës. Përdoren dy metoda të birrës - "ARC përpara" dhe "shkallët".
Metoda e shkallëve karakterizohet nga lëvizja e zigzag, gradualisht në rritje sikur në shkallët nga poshtë lart. Kompleksiteti në zbatim është se vonesa në vendin e tranzicionit (heqja në shkallë) nuk është realizuar jo më vonë se metalet e ngurtësohet në kraterin e shtresës. Tjetra, një tranzicion i qetë në hap është më i lartë, etj. Nëse koha nuk është për të përballuar dhe lënë pa përfunduar, rezulton nga fryrja. Në rastin e oversexposure - fluks dhe peshore.
Disa welders përdorin metodën "ARC mbrapa". Në këtë rast, nuk justifikon veten për arsye të thjeshtë se, si rezultat, ne marrim konveksitet të tepruar të shtresës së saldimit. Shumica Metal i lëngët në të njëjtën kohë rrjedh në qendër të kraterit dhe ngrin.
Përveç metodave të listuara saldim ARC Profesionistët dhe saldatorët me përvojë përdorin mundësi të tjera kur punojnë me seams vertikale. Kështu që rezultati është me cilësi të lartë, mos nxitoni, dhe përpiquni të përmbushni të gjitha rregullat e nevojshme. Fat i mirë në punë!
Duke prodhuar saldim të seams në pozicionin horizontal dhe tavan, nevojitet kualifikimi më i lartë i saldatorit. Kjo është për shkak të faktit se kur punojnë në plane të tilla, proceset e ndryshme të pakëndshme janë të mundshme, për shembull, efektin e gravitetit, sipas të cilit metalet e shkrirë rrjedh nga hapësira e punës, dhe pika e mëvonshme e pikave të kaluara në dushin e saldimit. Për të parandaluar këto procese, duhet të kryhet saldimi, sipas harkut më të shkurtër, me luhatje të rregullta tërthore.
Saldim në aeroplanët që ndryshojnë nga fundi, Ka nje numer i madh i nuancat. Pra, është e nevojshme që metali i nxehtë të ketë ruajtur nga daljet nga banjo me ndihmën e forcës së tensionit sipërfaqësor. Për ta bërë këtë, ju duhet të bëni urgjentisht më pak madhësi Banjo, dhe është e nevojshme për ta bërë këtë si vijon: në mënyrë periodike hiqni fundin e elektrodës në anën, duke i dhënë kohë kristalizimit të pjesshëm të metaleve të shkrirë. Gjithashtu, ju mund të zvogëloni gjerësinë e rollers, për madhësinë e diametrave 2-3 elektrodë. Përveç kësaj, forca e reduktuar aktuale përdoret me rreth 10-20%, duke përdorur elektroda të reduktuara (diametër në rangun prej 4-5 mm).
Prodhim seams me saldim vertikal, ata mund të bëhen në dy mënyra - heqjen ose prejardhjen. Duke përdorur teknikën e heqjes së shtresës, metali, i cili doli të jetë në pozicionin themelor, mban metalin e shkrirë në dushin e saldimit. Avantazhi i kësaj metode është thjeshtësia e provokimit të rrënjëve të shtresave dhe skajeve, që nga metali, ngjyrosja në dushin e saldimit, përmirëson kushtet e transferimit të nxehtësisë. Por, shtresat e jashtme rezultojnë nga një i përafërt. Një tjetër gjë është një ofrues horizontal - për të marrë shtresën e përsosur në këtë rast është shumë e vështirë, si rrjedhja e shllakut dhe metalit të nxehtë të drejtë nën hark, dhe nuk vazhdojnë vetëm për shkak se presioni i presionit të ARC vepron në të.

Haroring seams horizontale Ajo kërkon një përgatitje më të lartë të saldatorit, si në situata të tilla, është e vështirë të punosh me përhapjen përgjatë skajeve të ulëta, metal të nxehtë. Nëse saldatori nuk është i kualifikuar mirë, shkurtimet e prerjes në buzë të sipërme mund të ndodhin. Metale saling i trashë, Të bëjë squeaks për një buzë (më shpesh nga lart), ndërsa e dyta (më e ulët), buzë ndihmon për të ndaluar metalin e lëngshme në banjo. Por, vetë procesi i punës nuk shkakton ndonjë vështirësi, dhe teknika nuk është praktikisht e ndryshme nga saldimi më i ulët.
Saldim tavan, Më saktësisht, pozita e saj është edhe më e vështirë, dhe për një masë më të madhe, është më mirë të shmangësh fare. Në përgjithësi, saldimi në aeroplanët mund të ndryshojnë jo vetëm me metodën dhe parimin e veprimit, por edhe me kompleksitetin e punës dhe kualifikimet e nevojshme të atij që do ta bëjë këtë punë. Saldimi i tavanit kryhet duke përdorur qarqe periodike të shkurtra midis fundit të elektrodës së saldimit dhe dushit saldim. Në të njëjtën kohë, metalet që bien në banjë është disi i kristalizuar, duke zvogëluar volumin e dushit të saldimit. Rritja e harkut në saldim tavan, ju mund të zgjasë harkun e prerjes. Në një situatë të tillë, saldimi i këtyre shtresave është shumë i përkeqësuar për shkak të mungesës së ndarjes së shllakut të saldimit dhe gazrave të ndryshme.
Ka ende të ashtuquajturat teknikë të një tape dhe një lidhje me çast. Nuk është praktikisht ndryshe nga saldimi i lartpërmendur. Por në këtë rast, në varësi të asaj se sa kohë është shtresa, ju duhet të përdorni lloje të ndryshme të elektrodave dhe të përdorni teknika të ndryshme pirja. Për shembull, seams deri në 50 cm ngjitur në pasazh, dhe seams deri në 100 cm ngjitur nga mesi në secilën nga secilën nga skajet. Përveç kësaj, në zona të mëdha, segmentet janë thyer në të vogla (rreth 20 cm), dhe saldimi kryhet nga blloqe ose kaskadë. Kështu, lejon të ndikojë në strukturën e metalit, pasi ajo do të duhet të jetë saldator, domethënë, detyra e saldimit do të bëhet pa asnjë problem.
Titujt e artikujve zbulojnë përmbajtjen e tyre. Në artikullin e fundit, përveç kësaj, përshkruhen defekte që dalin në procesin e saldimit elektrik dhe metodat për eliminimin e tyre.
Para se të vazhdoni të studioni teknologjinë e kryerjes së shtresës vertikale të saldimit, ne rekomandojmë leximin e artikujve të mësipërm (pyetjet që konsiderohen në to nuk do të përsëriten këtu). Nëse lindin pyetje shtesë (për shembull, lidhur me makinat e saldimit, maska, elektroda, etj), ne rekomandojmë përdorimin e shërbimit të kërkimit të faqes. Ju mund të bëni një pyetje në seksionin "Komentet" dhe administrata e faqes patjetër do të japë një përgjigje në të ardhmen e afërt.
Para kryerjes së saldimit të pjesëve, është e nevojshme për të përgatitur metal. Prerja e buzës kryhet sipas trashësisë së pjesëve të salduara dhe llojit të lidhjes. Detajet e përgatitura janë fikse në kërkesat (të specifikuara dokumentacioni i Dizajnit) Vendndodhja e ndërsjellë. Për këtë, ato janë të lidhura me seams të shkurtër tërthor ("patches") në increments e disa dhjetëra milimetra. Letrat nuk lejojnë që detajet të kalojnë njëri-tjetrin.
Gjatë saldimit të pjesëve, metalin vertikal të shkrirë metalike nga dushi i salduar, nën veprimin e peshës së vet, do të rrëshqasin poshtë. Për të përjashtuar pikat, duhet të përdoret si një hark i shkurtër. Për të arritur këtë, maja e elektrodës është e nevojshme për të sjellë afër dushit të salduar. Nëse përdoret një elektrodë me saldimesh dalluese, atëherë duhet të përshkruhet në një nga pjesët e salduara.
Seams vertikale mund të gatuajnë "top-down" ose "poshtë-up".
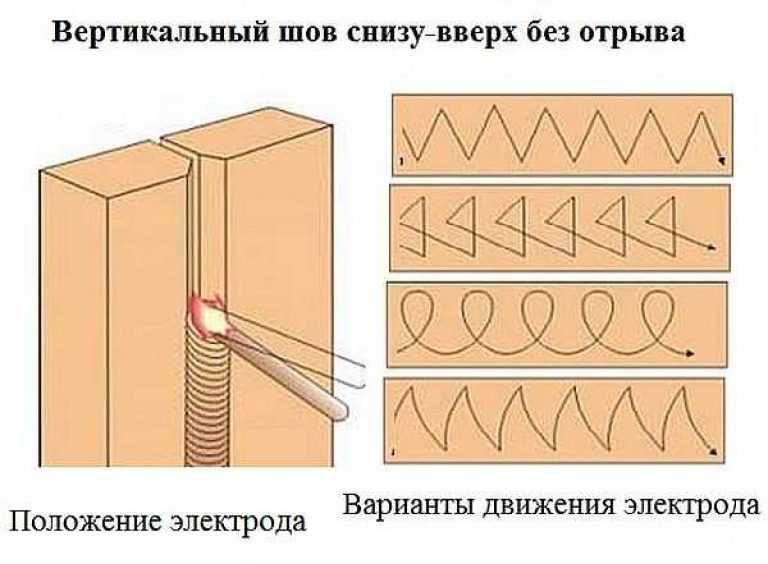
Vini re se është më i përshtatshëm për të gatuar vertical Seam Saldim elektrik me lëvizjen e elektrodës "nga poshtë-lart". Kjo është për shkak të faktit se në këtë rast arka elektrike "shtyn" banjën e ngjitur dhe e pengon atë poshtë. Kjo thjeshtëson në masë të madhe prodhimin e shtresës së cilësisë së lartë. Skema për kryerjen e këtyre këpucëve të saldimit është treguar në figurë.
Në videon tjetër, është treguar se si të gatuaj rregullimin vertikal nga saldimi elektrik me lëvizjen e elektrodës "poshtë-up-up". Teknika e krijimit të shkurtër të rulit është demonstruar:
Si rezultat, është marrë një shtresë shumë e sheshtë.
Në videon tjetër, tregohet se si të gatuaj rregullimin vertikal nga saldimi elektrik me lëvizjen e elektrodës "poshtë-up-up-up". Kjo pritje teknologjike mund të jetë më e përshtatshme për fillestarët, pasi gjatë ndarjes së elektrodës së saldimit, metali ka kohë për të ftohur. Është e lejuar të thjeshtësohet, përshkruani elektrodën në raftin e kraterit të salduar. Në të njëjtën video, ka shumë të zakonshme të dobishme për saldatorin e këshillave. Për shembull, efekti i rrymës për formën e shtresës është treguar. Në përgjithësi, rryma e saldimit duhet të jetë 5 ... 10 dhe më pak e rekomanduar për llojin e zgjedhur të elektrodës dhe trashësisë metalike. Por, siç tregohet në video, nuk është gjithmonë e drejtë dhe përcaktohet kryesisht eksperimentalisht.
Saldimi me lëvizjen e elektrodës "lart poshtë" përdoret kur është e lidhur kryesisht, sheets hollë Metal. Kur saldimi kjo metodë, nxehtësia e harkut të saldimit po përpiqet (pa ngrohur dushin e ngjitur). Prandaj, për të marrë shtresë të mirë saldimi, e tanishme duhet të vendoset disa vlera të tjera (me 5 ... 10a) se kur saldimi me lëvizjen e elektrodës "nga poshtë-lart".
Teknika e saldimit "top-down" është shumë më e komplikuar nga një e mëparshme, prandaj ne do të ndalemi në më shumë detaje. Kur kryejnë seams vertikale me lëvizjen e elektrodës "Top-Down", është pingul në sipërfaqen e sipërfaqes. Pas ndezjes së harkut dhe formimit të pikave të para të metaleve të shkrirë, ajo është e përkulur dhe vazhdon të shkrijë metalin bazë. Ngadalë duke lëvizur elektrodën (dhe duke vazhduar të mbajë një hark të shkurtër) maja e saj duhet të parandalojë rrjedhën e metalit nga dushi i salduar. Në të njëjtën kohë, maja duhet të hiqet në anën dhe poshtë, është e nevojshme për të kryer lëvizje tërthore tërthore. Kjo do të kontribuojë në të ngrirë të pikave të depozituara dhe formimin e shtresës. Në të njëjtën kohë, nuk duhet të lejohet për një përqendrim të ngrohjes afatgjatë në një nga një vend.
Duke bërë puna e saldimit Të mundshme (sidomos në saldatorët rishtar) defekte të seams salduar. Për më tepër, disa prej tyre janë kritike, disa - jo. Ne të gjithë i kushtojmë vëmendje kësaj teme dhe tani nuk do të përsërisim.
Tani do të banojmë vetëm në defekte që janë karakteristike të seams vertikale. Ato shfaqen me zgjedhjen e gabuar të rrymës dhe madhësinë e harkut. Tabela tregon skemën e tyre paraqitje Dhe ata treguan shkaktuan shkaqet e tyre.
Me lloje të tjera të defekteve që rrjedhin nga saldimi elektrik, dhe metodat për eliminimin e tyre mund të gjenden në artikull. Në përfundim, ne sugjerojmë të shohim një video tjetër rreth saldimit vertikal. Ju urojmë suksese!







