МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШУЙСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ТЕХНОЛОГИИ
КУРСОВАЯ РАБОТА
ТЕМА: «ХУДОЖЕСТВЕННАЯ КОВКА МЕТАЛЛОВ».
ВЫПОЛНИЛ: СТУДЕНТ 4к. 4гр.
МТФ-ФТО КОЧЕТКОВ А.Ю.
НАУЧНЫЙ РУКОВВОДИТЕЛЬ:
____________________________
____________________________
План.
Из истории художественной ковки металла.
Издревле русские кузнецы (с VI-VIII веков н.э.) владели всеми приемами свободной ковки, кузнечной сварки, горновой пайки меди, умели производить термическую обработку изделий.
При том уровне техники от мастера требовалось много умения, навыка, опыта в обращении с металлом. Различить, например, сорта стали можно было только по цвету и характеру искры или излому, а степень нагрева при ковке, закалке и сварке - по цвету раскаленного металла (каленого) на глаз; о температуре отпуска стали мастер судил по цветам побежалости и т.д.
Интересно, что древнерусские кузнецы с большим искусством производили не только украшения к костюмам - пряжки, перстни, застежки, браслеты, подвески, ожерелья, оплечья или украшения конской сбруи, но и петли на ларцы и сундуки, оковки для них, дверные замки, мечи, шлемы, кольчуги, боевые топоры, всевозможную бытовую утварь и великое множество других железных кованых изделий.
Приемы свободной ковки, известные с древних времен, сохранились и до наших дней. Кузнечная сварка была в основе изготовления холодного оружия из многослойной стали. Ее еще называют сварочным булатом. Больших успехов добились мастера из Дамаска. Дамасской сталью стала называться многослойная сварочная сталь.
Во времена могущества Киевской Руси кузнецы принимают активное участие в строительстве Новгородских, Киевских и Псковских величественных соборов. Мастера кузнечного дела куют не только пояса для стягивания стен, сводов, арок, но и высокохудожественные решетки для окон, парадные ворота, двери с накладными цветами, витыми ручками-стукалами, устанавливают на вершинах куполов соборов "расцветшие" узорчатые кресты.
В XVII в. многие кузнечные мастера переходят на изготовление больших и малых оград для дворцово-парковых ансамблей. Старые русские кузнецы не только обладали знаниями технологии ковки в совершенстве, но и славились высоким художественным вкусом.
Решетки и ограды, созданные ими, замечательно смотрелись на любом фоне, были выразительны в архитектурном окружении, в близком рассмотрении и на расстоянии. Их красота заключалась в соответствии художественных элементов и их ритмичности. Облик старых московских улиц и переулков просто неповторим.
Оригинальность объясняется присутствием легких кованых кружев на балконах домов, на оградах парков, скверов, церквей. Мастера классицизма великие архитекторы и зодчие Бова, Жилярди, Баженов, Казаков любили использовать кованый металл при проектировании и создании архитектурных ансамблей.
Весьма оригинальны ограды, выполненные в стиле русского барокко, который был популярен во второй половине XVIII в. Игривый кованый узор, выполненный с использованием растительных мотивов, контрастирует с мощными каменными столбами. Симметричный рисунок, составленный из сердцевидных изгибов стеблей, называемых мастерами "червонками", характерен для русского декоративного искусства XVII-XIX вв. С.-Петербург - северная столица России - всегда славился своими решетками мостов и набережных, парков и дворцов. Решетка Летнего сада со стороны Невы признана лучшей из декоративных оград в мире. Авторами этого удивительно гармоничного, легкого металлического кружева из копий, лепных розеток и вытянутых прямоугольников являются русские архитекторы Фельтен и Егоров. Выкована эта решетка, кстати сказать, тульскими мастерами.
В конце XIX - начале XX в. в Москве, С.-Петербурге, Одессе и других городах наибольшее число решеток и оград выполнено в стиле модерн. Асимметрия кованых извивающихся стеблей создает какой-то текучий орнамент из сливающихся и переплетающихся диковинных растений. Зачастую рисунок с решеток органически переходит на стену дома и далее в камне или гипсе развивается по фасаду, заканчивающийся мощными волками на карнизе дома или парапете крыши.
С развитием прокатного и кузнечно-штампованного производств постепенно в архитектуре все реже стал примениться декоративный кованый металл. Его заменяют сварные конструкции из прокатных профилей круглого, квадратного и прямоугольного сечения.
Художественная ковка стала упрощаться, все меньше осталось настоящих мастеров, умеющих отковать ограду, реставрировать или починить старинную решетку.
Поэтому возрождение этого вида ремесла имеет огромное значение для современного декоративно-прикладного искусства.
Металл, используемый для ковки.
В кузнечном ремесле приходится иметь дело с различными сплавами, цветными металлами, со сталями разных марок. Для нагрева до ковочной температуры одинаковых по размерам заготовок, но разных типов металла требуется сжечь разное количество топлива.
Теплопроводность металла - это скорость нагрева заготовки по сечению. Чем меньше теплопроводность металла, тем больше опасность образования трещин при нагреве. Например, теплопроводность сталей, особенно легированных, в пять раз меньше теплопроводности меди и алюминия. С теплоемкостью связан расход топлива для нагрева заготовки до нужной температуры. Наибольшую теплоемкость имеет стать при температуре 800-1100°С. Значит чем выше теплоемкость металла, тем больше расходуется топлива. Для кузнечных работ применяются ковкие и пластичные металлы и сплавы. Из черных металлов этими качествами обладают некоторые стали - сплав железа с углеродом. В зависимости от количества содержания углерода стали различаются как низкоуглеродистые (до 0,25% углерода), средние (0,25-0,6%) и высокоуглеродистые (0,6-2%). Увеличение содержания углерода увеличивает твердость стали, но уменьшает ковкость и теплопроводность. По своему строению сталь представляет из себя тело, образованное из кристаллических зерен, связанных между собой силой межкристаллического сцепления. В сплав стали обязательными компонентами являются железо, углерод, кремний, сера, марганец, фосфор. При содержании углерода до 0,1% сталь мягкая, хорошо куется, сваривается кузнечным способом, не принимая закалки. Такую сталь в практике называют железом. Сталь, которая отвечает всем требованиям художественной ковки, содержит от 0,1 до 0,3% углерода и до 1% других примесей. Такая сталь называется поделочной.
Сталь средней твердости содержит углерода от 0,08 до 0,85%. Она хорошо куется при надлежащем нагреве, хорошо закаливается, но плохо сваривается.
Таблица 1
Температуры начала и конца ковки углеродистых сталей
Чугун - это сталь, содержащая до 2% углерода, он хрупкий, не поддающийся ковке сплав.
Другие примеси, кроме углерода, также влияют на качество металла. Так сера и фосфор - вредные примеси.
При содержании серы более 0,04% сталь становится красноломкой, т.е. при нагреве до красного каления металл разрушается под ударами молота, а фосфор (более 0,05%) делает сталь хрупкой в холодном состоянии. Никель повышает прочность стали, а хром - твердость и износостойкость, но зато теплопроводность стали снижается, марганец уменьшает вредное влияние серы и увеличивает твердость, прочность, снижает теплопроводность. Кремний повышает прочность и упругость, но снижает вязкость и свариваемость. Для маркировки легированных сталей, применяемых в основном для изготовления кузнечного инструмента, работающих при ударных и высокотемпературных режимах приняты специальные обозначения наиболее распространенных легирующих элементов: С - кремний, Г - марганец, Н - никель, Т - титан, X - хром, Ю - алюминий, А - пониженное содержание серы и фосфора. Например, марка 18ХГТ - сталь содержит до 0,18% углерода, до 1% хрома, марганца, титана. Инструментальные углеродистые стали содержат 0,6-1,3% углерода, 0,15-0,6% марганца, 0,15-0,35% кремния, 0,03-0,35% серы и фосфора. Такие стали обозначают буквой У. Следующая за ней цифра обозначает процентное содержание углерода. Например, сталь У9 - сталь инструментальная с содержанием углерода 0,9%.
В кузнечном деле используются и цветные металлы: медь, алюминий, магний, титан и их сплавы: латуни (сплав меди с цинком) марок Л90, Л80, Л68, Л62 и др. (цифры обозначают содержание меди в процентах); оловянистые бронзы (сплав меди с оловом) - БрЦ4-3 (4% олова и 3% цинка) и др. Хорошей ковкостью отличаются алюминиевые сплавы.
Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен, между которыми располагаются в виде тонких прослоек неметаллические вкрапления различных оксидов, карбидов и других соединений. Размеры зерна составляют 0,01-0,2 мм и оно тоже имеет кристаллическое строение.Что же происходит в металле во время ударов молота?
При ковке деформация происходит вследствие скольжения зерен относительно друг друга, потому что прочность зерен больше, чем связь между ними. В результате ковки зерна металла вытягиваются в направлении течения металла и это ведет к образованию мелкозернистой структуры (рис. 29).
Рис. 29. Рекристаллизация стали: 1 - молот; 2 - наковальня; 3 - состояние кристаллов до ковки: 4 - кристаллы, подвергающиеся ковке; 5 - кристаллы после ковки
 Вместе с ними вытягиваются и неметаллические вкрапления, которые придают металлу волокнистое строение. Это можно видеть невооруженным глазом. Прочностные качества металла зависят от температуры конца ковки: чем выше температуре металла в момент окончания деформации, тем лучше механические свойства металла (зерно крупнее).
Вместе с ними вытягиваются и неметаллические вкрапления, которые придают металлу волокнистое строение. Это можно видеть невооруженным глазом. Прочностные качества металла зависят от температуры конца ковки: чем выше температуре металла в момент окончания деформации, тем лучше механические свойства металла (зерно крупнее).
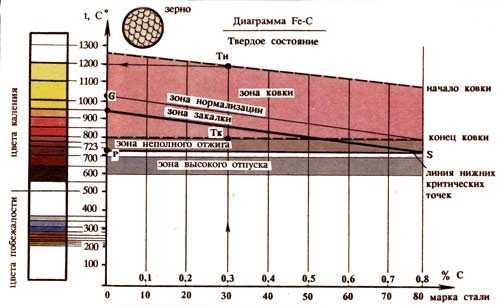
Изменения, происходящие в сплавах при нагреве и охлаждении, можно определить по диаграмме состояния (рис. 30), которая представляет собой графическое отображение фазового состава и структуры сплавов в условиях равновесия в зависимости от температуры и концентрации компонентов.
Рис. 30. Диаграмма "железо-углерод"
Эта диаграмма имеет важное значение для обоснованного выбора тепловых режимов всех видов горячей обработки стали. По оси ординат - температура сплава, по оси абсцисс - содержание углерода. На диаграмме отмечены критические точки, при температуре которых происходят структурные превращения. При рассмотрении диаграммы заметим, что изменения в структуре происходят выше линии РS, так как феррит переходит в аустенит, а это значит улучшается ковкость, пластичность металла. Между линиями GS и PS присутствую зерна феррита. Ниже линии РS аустенит переходит в феррит, т.е. металл имеет высокую степень пластичности, но небольшую твердость и прочность. Между линиями АЕ и GS располагается зона благоприятных температур и структуры металла для ковки.
При температуре нагрева 1500°С, т.е. выше линии АС, сталь пребывает в жидком состоянии.
Кузнец должен уметь выбрать сталь, которая по своим качествам будет соответствовать задуманному изделию.
Завод поставщик прокатанную заготовку маркирует клеймом и окрашивает краской, согласно установленному цвету для каждой марки стали. В табл. 2 приведены установленные цвета для сталей, употребляемых для художественной ковки.
Таблица 2
Цвета для сталей, употребляемых для художественной ковки
При расходовании стали в первую очередь отрубают неокрашенный конец, конец с клеймом расходуется в последнюю очередь. Но часто кузнецу приходится иметь дело с уже побывавшем в обработке металлом или заготовки утеряли клеймо. Как определить марку стали? Оказывается, есть способы определения марки металла в условиях своей мастерской.
 Различные стали имеют характерные им искры. При касании образца с вращающимся наждачным камнем происходит искрение. В мастерской необходимо иметь набор образцов различных марок стали с клеймами, который может служить эталоном при определении марки стали по искре. Этот способ дает возможность определить количество углерода в стали до 0,2% и есть ли в ней вольфрам и хром. Искры хорошо видны на черном фоне, который рекомендуется подкладывать под пучок искр. Расположить образец относительно вращающегося диска при испытании надо так, чтобы пучок искр был длиной примерно 30 см перпендикулярно линии зрения.
Различные стали имеют характерные им искры. При касании образца с вращающимся наждачным камнем происходит искрение. В мастерской необходимо иметь набор образцов различных марок стали с клеймами, который может служить эталоном при определении марки стали по искре. Этот способ дает возможность определить количество углерода в стали до 0,2% и есть ли в ней вольфрам и хром. Искры хорошо видны на черном фоне, который рекомендуется подкладывать под пучок искр. Расположить образец относительно вращающегося диска при испытании надо так, чтобы пучок искр был длиной примерно 30 см перпендикулярно линии зрения.
Глаза необходимо защитить очками.
Длина искры зависит от силы надавливания на вращающийся диск и, стало быть, добиться одинаковой длины искры можно, определив степень и равномерность надавливания и ее сохранять во время испытаний. Неравномерное давление образца на круг может дать искаженный результат. При образовании искры следует внимательно наблюдать за длиной искры, ее количеством, окраской и характером звездочек (рис. 31).
Рис. 31. Определение стали по искре
1) Если содержание углерода около 0,12%, то искра оставляет след прямой линии, имеющей светлое и темно-красное утолщения. Пучок длинный и светлый.
2) Если содержание углерода 0,5%, пучок короче, также светлый, но от первого утолщения начинают отделяться звездочки.
3) Инструментальная сталь с содержанием 1% углерода дает короткий и широкий веер красноватых искр, а от первого утолщения отделяется сноп искр.
4) Характерным для марганцовых сталей является образование звездочек на концах первого утолщения. Вид пучка зависит от содержания углерода.
5) Хромистая сталь дает длинный веер искр, иногда красноватый с разрывом и с отделяющимися звездочками - это очень характерно.
6) Вольфрамовая сталь дает прерывистую темно-красную искру со светлым утолщением на конце.
7) Хромвольфрамовая сталь средней твердости дает двойную искру: красную толстую и длинную и темно-красную тонкую и короткую.
8) Быстрорежущая сталь имеет такие же искры как у хромвольфрамовой стали, но с разрывом.
В качестве дополнения данной темы прошу ознакомиться с табл. 3.
Таблица 3
Таблица определения марок сталей по искре
Известно, что не всякая сталь закаливается. Это тоже способ определения марки стали. Необходимо нагреть кусок стали докрасна и быстро охладить в воде. Если это малоуглеродистая сталь, она не закалится и легко поддается напильнику.
Таблица 4
Таблица температур нагрева стали и соответствующие цвета
Инструменты и приспособления.
Инструменты, которыми приходится пользоваться кузнецу, делятся по своему назначению на опорные, ударные, зажимные, подкладные, захватывающие, мерительные и вспомогательные.
Опорные инструменты: основные наковальни, небольшие наковальни для мелких изделий и шпераки.
Подкладные инструменты.
Подкладной инструмент делится на три группы:
I. Инструмент, который устанавливают под молот или ручник;
II. Инструмент, устанавливаемый на наковальню;
III. Парный инструмент.
 Рис. 35. Подкладные инструменты: 1 - раскатка; 2 - гладилка с цилиндрической поверхностью; 3 - гладилка с квадратной поверхностью; 4 - гладилка с односторонней прямоугольной поверхностью; 5 - гладилка с увеличенной поверхностью; 6- пробойник; 7 - фасонное зубило; 8 - зубило для продольной рубки; 9 - зубило для поперечной рубки; 10- конический прошивень; 11- цилиндрический прошивень; 12 - след рабочих поверхностей гладилок 3, 4, 5.
Рис. 35. Подкладные инструменты: 1 - раскатка; 2 - гладилка с цилиндрической поверхностью; 3 - гладилка с квадратной поверхностью; 4 - гладилка с односторонней прямоугольной поверхностью; 5 - гладилка с увеличенной поверхностью; 6- пробойник; 7 - фасонное зубило; 8 - зубило для продольной рубки; 9 - зубило для поперечной рубки; 10- конический прошивень; 11- цилиндрический прошивень; 12 - след рабочих поверхностей гладилок 3, 4, 5.
К подкладному инструменту относится массивная плита из стали размером 300x400 мм и высотой 150- 200 мм, по четырем боковым граням которой имеются углубления разнообразной формы и высоты: полукруглые, треугольные и т.д. Эта плита применяется при ковке различных фасонных элементов вместо подкладных штампов. На торцевых поверхностях этой плиты имеются сквозные круглые, квадратные и фасонные отверстия различных размеров, которые служат для пробивки разнообразных отверстий на изделиях. В больших кузницах, где изготавливают садовые ограды, балконные решетки и другие крупные изделия, должна быть стальная или чугунная большая плита - правило - толщиной 50-200 мм и в плане 1,5x3 м с ровной, гладкой поверхностью. Она устанавливается на специальных металлических козлах в центре кузницы. В этой плите должны быть сквозные отверстия для установки штырей, болтов и других различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Весь подкладной инструмент I группы должен иметь рукоятки из дерева или толстой проволоки. Заметим, что рукоятки подкладного инструмента забивают во всад головки и не расклинивают, чтобы вибрация и удары через рукоятку не передавались на руку кузнеца. Проволочную рукоятку закручивают вокруг головки в горячем состоянии.
Зубило кузнечное - для рубки заготовок в горячем или холодном состоянии. Головка зубила состоит из трех частей: выпуклой поверхности, по которой наносятся удары молотом; средней части с отверстием - всадом для установки рукоятки; ножа - основной части, которая прорубает металл. Для холодной рубки угол заточки составляет 60-70°, для горячей - 15-30°. Изготавливают зубило из высокоуглеродистых сталей У7, У8, легированных 6ХС или сталей 45; 50. Форма ножа зубила может быть прямой, имеющей кривизну в горизонтальной плоскости или в двух плоскостях. Зубило с прямым ножом используют для поперечной рубки и продольной. Нож зубила для поперечной рубки расположен параллельно, а нож зубила для продольной рубки - перпендикулярно к оси рукоятки.
Односторонняя заточка зубила делается в том случае, когда требуется получить изделие с прямым торцом, т.е. без уклона, если допускается уклон или нужно дать фаску, то применяется зубило с двусторонней заточкой. Зубила с радиусным ножом применяются для вырезки из листового металла различных криволинейных элементов типа цветов, листьев и т.п. Зубила с фасонным боем применяются для вырубки из изогнутых заготовок криволинейных контуров. В зависимости от размеров изделий и вырубаемых рисунков необходимо подбирать нужное по размеру зубило. Рисунок орнамента на поковку наносится зубилом с притупленной режущей кромкой. При работе зубилом под заготовку подкладывают прокладку из железного или медного листа, что предохраняет лицевую часть наковальни от повреждения, а лезвие ножа от затупления. Отрубать заготовки можно на незакаленной площадке наковальни, т.е. около конического рога. Следует помнить, что первые и последние удары по зубилу наносят слабые. Первые - чтобы зубило плавно врезалось в заготовку, а последние - чтобы отрубаемая часть не отлетела и не поранила кого-либо.
Пробойники используются для пробивки отверстий, углублений в поковках и листовых заготовках. Пробойник состоит из трех частей. Удар наносится по верхней части пробойника - головке; средняя часть пробойника с отверстием - всадом для рукоятки, рабочая часть называется бородкой. Сами бородки делаются конусными, что облегчает их выход из формы при изготовлении и позволяет получать отверстия различного диаметра или размера в зависимости от глубины пробоя в металл.
Пробойники изготавливают из стали 40, 45, У7, 6ХС с твердостью рабочей части 45-50 HRC на длине 30 мм и твердостью верхней части головки 30-40 HRC.
Для пробивки отверстий в толстых кованых изделиях применяют прошивки и специальные пуансоны, которые, в отличие от пробойников, не имеют рукояток, а удерживаются клещами. В головках молотков и кувалд отверстия имеют овальную форму, имеют двустороннюю конусность, которая образуется при пробивке отверстий с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем переворачивают на 180° и прошивают отверстие с другой стороны. Подобным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента - пробойниках, гладилках, раскатках и др.
Из кузнечного опыта известно, что для обеспечения извлечения прошивня из пробиваемого отверстия в предварительно помеченное углубление насыпают немного мелкого угля и возникающие при прошибе газы как бы выталкивают инструмент.
Гладилки предназначены для выравнивания шероховатостей на поверхности поковки после обработки ее молотом. Гладилки имеют плоские и полукруглую рабочую поверхность различных форм и размеров. Большие плоскости выравнивают гладилкой с квадратной рабочей поверхностью размером 100х100 мм, а для небольших площадей берут гладилки размером 50x50 мм или с прямоугольной поверхностью. Гладилки с цилиндрической поверхностью применяют при выглаживании гантелей и радиусных поверхностей, подбирая соответствующий размер. Материал гладилок сталь 40, 45, 50. Твердость
 поверхности 40-50 HRC, а твердость верхней части головки 30-40 HRC.
поверхности 40-50 HRC, а твердость верхней части головки 30-40 HRC.
Раскатки (надавки) предназначены для ускорения раздавливания металла вдоль или поперек оси, а также для выбивания цилиндрических пазов на заготовках.
Подкладной инструмент II группы (рис. 36) имеет хвостовик квадратного сечения, который вставляется в соответствующее гнездо наковальни.
Рис.36. Подкладной инструмент второй группы: 3, 4, 5- специальный инструмент; 2- конус; 6- вилка; 7- подсечка
Подсечки используют для рубки заготовок или отрубки ее частей с помощью ручников. Кузнец заготовку накладывает на нож подсечки и, ударяя по ней ручником, отрубает необходимую часть, но не до конца, чтобы не испортить лезвие подсечки. Поэтому проводят глубокую подрубку заготовки, а окончательно разделяют части заготовки на краю наковальни легким ударом ручника. Материал подсечки сталь 50 с твердостью рабочей поверхности 50-55 HRC. Лезвие затачивается под углом 60°.
Конусные оправки предназначены для расширения отверстия в поковке, раздаче колец и выполнения гибочных операций.
Вилки предназначены для гибки и завивки заготовок.
Парный подкладной инструмент III группы (рис. 37).
Рис. 37. Подкладной инструмент третьей группы: а - обжимки: 1 - шестигранные; 2 - цилиндрические; 3 - квадратные; 4 - подбойка; б - гвоздильни; в - кузнечные формы
Предназначен для повышения производительности труда кузнецов и улучшения форм поковок. Инструмент состоит из нижняка (нижнего инструмента), который хвостовиком квадратного сечения вставляется в квадратное отверстие наковальни, и верхняка (верхней части инструмента), имеющего рукоятку для держания.
К этой группе относятся парные обжимки, для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы, и подбойки, предназначенные для расплющивания (раздачи) металла как продольного, так и поперечного. Для работы используются подбойки различных радиусов рабочей части от 8 до 30 мм. Специальные художественные работы выполняются с помощью обжимок - штампов сложных форм рельефов. Материал обжимок, подбоек и штампов стали 45, 50, У7. Твердость рабочих частей 45-50 HRC, а верхней ударяемой части - 30-40 HRC.
Гвоздильня со шляпочными молотками предназначена для высадки головок различной величины и формы гвоздей, болтов и заклепок. Сама гвоздильня представляет собой отдельную форму с рукояткой или специальную плиту с отверстиями. Для придания головке гвоздя, болта или заклепки нужной формы (сферы, призмы, шестигранника и т.д.) применяют шляпочные молотки. Гвоздильни изготовляют ковкой из сталей 45, У7, У7А и термообрабатывают на твердость 45-50 HRC.
 Захватывающие инструменты (рис. 38).
Захватывающие инструменты (рис. 38).
Рис. 38. Виды кузнечных клещей: 1 - рукоятка; 2 - зажимное кольцо (шпандырь); 3 - заклепка; 4 - губки; 5 - заготовка; 6 - продольно-цилиндрические; 7 - продольно-прямоугольные; 8 - поперечно-прямоугольные; 9 - угольные; 10 - кольцевые; 11 - для топоров; 12 - тавровые; 13 - для захвата цилиндра изнутри; 14 - прутково-поперечные
К этому классу относятся различного вида клещи. Они предназначаются для вынимания нагретых заготовок из горна и удерживания их во время ковки. Клещи состоят из двух клещевин, соединенных заклепкой; головная часть клещей с губками предназначена для захвата заготовки, задняя часть является рукояткой. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть по возможности легкими с пружинящими рукоятками, а для надежности во время работы рукоятки клещей стягиваются специальным кольцом - шпандырем. Длина кузнечных клещей составляет 300-1500 мм, материал - сталь 15, 20, 25. Заготовка должна быть плотно захваченной клещами. Но если этого не происходит, необходимо подогнать губки по форме. Для этого губки клещей нагревают в горне, зажав ими заготовку, и обжимают их ударами ручника или молота. Клещи, хорошо подогнанные, значительно повышают производительность труда и снижают травматизм.
Зажимные инструменты (рис. 39) предназначены для зажима нагретых и холодных заготовок перед гибкой, осадкой, высадкой и другими операциями.
Рис. 39. Стуловые тиски: 1 - неподвижная губка; 2 - крепежная планка; 3 - нижний стержень; 4 - шарнир; 5 - рукоятка; 6 - пружина; 7 - подвижная губка.
 Это - различные струбцины, стуловые тиски. Крепятся тиски мощными шурупами, болтами или заклепками к основной опоре слесарного верстака или на отдельном стуле - пне, надежно закрепленном к полу. Верхний уровень губок находится на высоте 900-100 мм от пола. Для увеличения жесткости крепления нижний стержень крепится к стулу или стойке. Губки стуловых тисков отливаются из сталей 35Л, 45Л или отковываются из сталей 20, 25.
Это - различные струбцины, стуловые тиски. Крепятся тиски мощными шурупами, болтами или заклепками к основной опоре слесарного верстака или на отдельном стуле - пне, надежно закрепленном к полу. Верхний уровень губок находится на высоте 900-100 мм от пола. Для увеличения жесткости крепления нижний стержень крепится к стулу или стойке. Губки стуловых тисков отливаются из сталей 35Л, 45Л или отковываются из сталей 20, 25.
Контрольно-измерительные инструменты (рис. 40) необходимы для измерения заготовок и поковок как в процессе ковки, так и после окончания обработки и охлаждения.
Рис.40.Контрольно-измерительные инструменты: I-
 штангенциркуль: 1, 2 - малые губки для измерения внутренних размеров; 3 - стопорный винт; 4 - подвижная рамка; 5 - глубиномер; 6 - нониусная шкала; 7- подвижная губка; 8 - неподвижная губка; II - циркули: 9, 10- нутромеры; 11 - кронциркули
штангенциркуль: 1, 2 - малые губки для измерения внутренних размеров; 3 - стопорный винт; 4 - подвижная рамка; 5 - глубиномер; 6 - нониусная шкала; 7- подвижная губка; 8 - неподвижная губка; II - циркули: 9, 10- нутромеры; 11 - кронциркули
Универсальный мерительный инструмент - стальная линейка для измерения линейных размеров. Применяются различные линейки 250, 500, 1000 мм; стальной металлический метр применяется для тех же целей, что и линейка, но для компактности он состоит из отдельных звеньев, соединенных шарнирно. Точность измерения такой линейкой и метром составляет 0,5 мм.
Штангенциркуль предназначен для линейных замеров, как наружных, так и внутренних, и измерения диаметров заготовок и поковок с помощью малых губок и использования глубиномера 5. Точность измерения штангенциркулем составляет 0,1 мм. Десятые доли миллиметра определяются с помощью шкалы нониуса 6.
Угломеры и угольники предназначены для измерения угловых размеров. Широко используются в кузнечном деле угольники с постоянными углами 30, 60, 90°.
Кронциркули и нутромеры служат для измерения наружного и внутреннего расстояния.
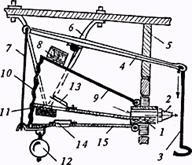
Двурогая наковальня.
 Современные наковальни изготовляют из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня (рис. 32).
Современные наковальни изготовляют из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня (рис. 32).
Рис. 32. Наковальня двурогая: 1- лицо наковальни; 2- квадратное отверстие; 3- хвост; 4- скобы; 5-подставка; 6 - лапы; 7 - конический рог; 8 - незакаленная площадка; 9 - круглые отверстия
Верхняя горизонтальная плоскость 1 называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости 45-50 HRC и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребро должно быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Конический рог 7 предназначен для гибки полос и прутков, а также раскатки и сварки кольцевых заготовок. В некоторых типах наковален имеется промежуточная прямоугольная площадка 8 между рогом и лицом, которая не закалена и предназначена для рубки на ней заготовок.
С противоположной стороны от рога расположен хвост 3, представляющий собой консольную прямоугольную пирамиду, он предназначен для гибки и правки замкнутых прямоугольных заготовок. В хвосте имеется квадратное отверстие 2 размером 35x35 мм, которое используется для установки подкладного инструмента (нижняков) и других приспособлений. Около конического рога располагается круглое отверстие Д15 мм. В некоторых типах наковален делаются два круглых отверстия разных диаметров. Снизу у наковальни имеются лапы 6, за которые она крепится специальными скобами 4 к чурбану - стулу 5 или металлический подставке. В качестве стула обычно используют массивный деревянный чурбан или пень от дуба, клена или березы диаметром 500-600 мм. Можно набирать стул и из отдельных частей, стягивая их железными обручами. Когда нет возможности подобрать необходимый чурбан, то можно использовать металлическую или деревянную бочку, внутрь которой набивают песок, глину, землю, хорошо утрамбовывают, а сверху кладут деревянную прокладку и на нее устанавливают наковальню.
Большое внимание следует уделить установке стула, он должен стоять вертикально и не вибрировать во время работы. Стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Верхний торец стула можно закрыть кровельным железом, что предохранит его от обгорания при попадании окалины или горячих обрубков заготовки. Высота стула зависит от роста кузнеца и составляет 600-700 мм от уровня пола, а точнее - должна доходить до кончиков слегка согнутых пальцев стоящего кузнеца.
При легком ударе по хорошей наковальне раздается высокий, чистый звук, а молоток при ударе отскакивает от нее со звоном.
Наковальни-шпераки.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы или специальные наковальни-шпераки (рис. 33), которые устанавливают четырехгранным хвостовиком в квадратное отверстие основной наковальни. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или землю. Изготовляют шпераки
 методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
Рис. 33. Шпераки: 1 - вставляемый в наковальню (низкий); 2 - вставляемые в землю (высокий)
Ударный инструмент.
 К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли "одноруким", кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг (рис. 34).
К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли "одноруким", кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг (рис. 34).
Рис. 34. Ручники и молоты: 1 - ручник с продольным задком; 2 - ручник с поперечным задком; 3 - ручник с шаровидным задком; 4 - молот с односторонним клиновидным задком; 5 - молот с поперечным двусторонним задком; 6 - молот с продольным двусторонним задком; 7 - кувалда; 8 - клин заершенный
Для управления процессом ковки при работе с молотобойцами кузнецы применяли ручники с легкой головкой, шарообразной формой задка. Для ковки изделий кузнецы применяют ручники с тяжелой головкой с клиновидным продольным и поперечным задком. Эта форма довольно универсальна, так как кроме работы бойком кузнецы работают и задком - разгоняя металл. Головки ручников выковывают из углеродистых и легированных сталей (стали 45, 50, 40Х), бой и задок термически обрабатывают до твердости 48-52 HRC. Рукоятки делают из тонкослойных пород дерева: граба, кизила, клена, березы, ясеня, рябины длиной 350-600 мм. Рукоятка должна быть без трещин и заусенцев, удобно лежать в руке.
Боевые молотки - тяжелые двуручные молоты массой 10-12 кг. Головки боевых молотков бывают трех типов: с односторонним задком, с двусторонним продольным и поперечным задком. Бой молотка предназначен для основной ковки, а верхний клиновидный задок для разгона металла вдоль и поперек заготовки. Головка молота куется из стали 45, 50, 40Х, У7, твердость боя и задка 48-52 HRC на глубину 20-30 мм. Рукоятка молота изготовляется из тех же пород дерева, что и ручника, длина рукоятки подбирается в зависимости от роста молотобойца и массы головки молота и равна 70-95 см.
Работа кузнеца с молотобойцами (одним или двумя) проводится при ковке крупных изделий и называют кузнеца "двуруким" или "трехруким".
Кувалда - тяжелый молот до 16 кг с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила. Ударные инструменты должны быть максимально надежны. Особое внимание уделяется креплению рукоятки с головкой. Отверстие в головке молота - всад, куда вставляется рукоятка, должны быть эллипсовидной формы и иметь уклон от середины к боковым граням 1:10. Это обеспечивает надежное ее крепление после забивки клина и облегчает насаживание головки на рукоятку. Практика показала, что самые надежные - металлические "заершенные" клинья, которые входят на глубину, равную 2/3 ширины головки молота; забивать клин следует наклонно к вертикальной оси. Это позволяет распирать древесину в двух плоскостях.
Удары боевыми молотами подразделяются на три вида: локтевые или легкие, плечевые или средние, навесные - сильные, когда молот описывает в воздухе полный круг. Такими сильными навесными ударами молотобойцы работают при ковке большой массы металла и кузнечной сварке массивных частей.
Горны.
Сталь куют в нагретом состоянии; только разогретый металл становится пластичным и легко поддается деформации. Существует определенный интервал температур начала и конца ковки для каждого сорта стали (см. табл. 1).
В среднем этот интервал составляет 1100-1300°С для начала ковки и 800-900°С для конца ковки. Чем больше в стали углерода, тем ниже температура начала ковки.
Для нагрева металла можно пользоваться различными нагревательными устройствами. Самым древним и простейшим из них является кузнечный горн. Горны подразделяются на переносные и стационарные, открытого и закрытого типа - в зависимости от конструкции.
Простейшие горны.
Для ручной ковки наиболее приемлемы горны открытого типа, позволяющие нагревать и короткие и длинные поковки в любой их части (в том числе и средней). Они просты в обслуживании и удобны в работе, быстро нагреваются. Для разжигания холодного горна горновое гнездо очищают от золы и шлака, продувают фурму, насыпают небольшой слой угля, оставляя отверстия фурмы свободными, затем зажигают древесную стружку или тряпки смоченные керосином, сверху засыпают второй слой угля и дают слабое дутье. Когда уголь разгорится, добавляют еще угля и постепенно увеличивают дутье. В горне, благодаря спеканию угля, образуется твердая корка, под которой развивается высокая температура. Заготовку или ее конец зарывают в горячие угли и засыпают свежим углем. Спекшийся свод из твердой корки должен быть всегда целым; для этого необходимо время от времени подгребать свежий уголь от краев к центру горнового гнезда и слегка обрызгивать его водой. Если под коркой полость становится слишком большой, корку ломают, подгребают свежий уголь, и вскоре образуется новый свод. Заготовку периодически поворачивают, а также регулируют подачу воздуха, поддерживая слегка коптящее и нейтральное пламя. При высоком дутье (избыток воздуха) пламя становится острым, вызывающим местный перегрев и оплавление кромок металла; и к тому же кислород избыточного воздуха вступает в соединение с металлом и образует окислы железа, т.е. окалину.
Окалина вредна, так как она приводит к потерям металла (угар); кроме того, понижается качество заготовки и затрудняется дальнейшая ее обработка резанием. Заготовку нагревать надо возможно быстрее, так как чем дольше поковка находится в горне, тем более возможен ее перегрев, т.е. чрезмерный рост зерен, который ухудшает механические свойства заготовки. Более длительный нагрев заготовки может привести к пережогу, т.е. оплавлению границ зерен и потере связи между ними. Такая заготовка разбивается при ударе на части.
На рис. 43 показаны очень простые конструкции горна.
 Рис. 43. Простейшие горны: 1, 6 - кирпич; 2 - заготовка; 3 - уголь; 4 - решетка колосниковая; 5 - патрубок; 7 - паяльная лампа
Рис. 43. Простейшие горны: 1, 6 - кирпич; 2 - заготовка; 3 - уголь; 4 - решетка колосниковая; 5 - патрубок; 7 - паяльная лампа
Горн можно сделать прямо на земле, используя паяльную лампу, пылесос или ручной вентилятор. Устройство такого горна: поставить три кирпича на торец, на них кладется колосниковая решетка, а на нее устанавливается печурка из четырех кирпичей, в которую засыпается уголь. Паяльная лампа с патрубком располагается снизу. Горн разжигают и можно нагревать заготовку.
Существует еще более простая конструкция горна. Сначала надо вырыть небольшую ямку и в нее поставить паяльную лампу. Рядом складывают печурку из огнеупорного кирпича. В щель между кирпичами закладывают некрупные заготовки. Установив вентилятор с ручным приводом в ямке, а колосниковую решетку выставив на уровне земли, можно прогревать металл и ковать небольшие изделия.
Переносные горны.
 Легкий переносной горн с использованием бытового пылесоса показан на рис. 44.
Легкий переносной горн с использованием бытового пылесоса показан на рис. 44.
Рис. 44. Переносной горн и фурма (вверху): 1 - постамент; 2 - фурма; 3 - зольник; 4 - шланг; 5 - пылесос; 6- колосниковая решетка; 7- корпус фурмы; 8 - патрубок; 9 - донная крышка; 10 - запирающая планка
Из уголков сварен постамент горна, стол горна выложен огнеупорным кирпичом. На верхние горизонтальные уголки кладется фурма. На высоте 15 см от основания к зольнику приваривается патрубок с внутренним диаметром 30 мм, в который вставляется конец шланга пылесоса. Необходимо иметь в виду, что шланг должен быть вставлен в верхнее гнездо пылесоса, работающее на выброс воздуха из пылесоса, а нижнюю чашку пылесоса (под пылесборником) снимают и в таком виде пылесос устанавливают на подставку.
В деревенских кузницах соплом часто служит старая чугунная втулка для колес. Для долговечности такого горна края фурмы рекомендуется замазать глиной с песком.
Вообще, переносной горн - это цельнометаллическая или сборно-разборная
 конструкция, приспособленная для нагрева заготовки небольшого размера в условиях строительных площадок, в альплагерях, за городом. Переносной горн состоит из цельносваренной металлической рамы, на верху которой крепится стол с очагом и вентилятором для нагнетания воздуха. Вентилятор приводится в движение с помощью ножной педали через кривошипный механизм, маховик и ременную передачу.
конструкция, приспособленная для нагрева заготовки небольшого размера в условиях строительных площадок, в альплагерях, за городом. Переносной горн состоит из цельносваренной металлической рамы, на верху которой крепится стол с очагом и вентилятором для нагнетания воздуха. Вентилятор приводится в движение с помощью ножной педали через кривошипный механизм, маховик и ременную передачу.
На рис. 45 показаны американские переносные горны. Закрытый горн имеет ручной привод на вентилятор через мультипликатор, что значительно повышает частоту вращения крыльчатки. Конструкция горна имеет небольшую наковальню и тиски. Ручка имеет двойное назначение. Этот горн с электрическим приводом.
Рис. 45. Американские переносные горны: I - с ручным приводом вентилятора: 1 - рукоятка; II - с электрическим приводом: 2 - электрический привод; 3 - зонт, перемещающийся по вертикали.
Стационарные горны.
Для размещения очага и разогреваемых заготовок необходим постамент или его еще называют стол-лежанка. Это основа стационарного горна. Постамент обычно устанавливают в середине задней стены кузницы и его высота зависит от роста кузнеца. Для удобства переноса заготовки из горна на наковальню и обратно высота постамента должны быть примерно 700-800 мм, а площадь горизонтальной поверхности стола обычно равна 1x1,5 или 1,5x2 м.
Постамент горна должен быть литым, сварным или выкладываться из кирпича, пиленого камня или железобетона в виде ящика, стенки которого сложены из бревен, досок, кирпича или камня, а внутренность заполняется битым мелким камнем, песком, глиной или горелой землей. Горизонтальная верхняя часть стола должна быть выложена чугунными плитами или огнеупорным кирпичом. Горновое гнездо (очаг) может располагаться как в центре, так и у задней или боковой стенки горна. Очаг обычно выкладывают огнеупорным кирпичом и
 обмазывают огнеупорной глиной, т.к. горн - это место где развивается наиболее высокая температура. Размеры очага в плане определяются размерами нагреваемых заготовок. Центральный очаг может иметь в плане круглую или квадратную форму размером 200x200 или 400x400 мм и глубиной 100-150 мм.
обмазывают огнеупорной глиной, т.к. горн - это место где развивается наиболее высокая температура. Размеры очага в плане определяются размерами нагреваемых заготовок. Центральный очаг может иметь в плане круглую или квадратную форму размером 200x200 или 400x400 мм и глубиной 100-150 мм.
Через фурму подается воздух. Что же представляет из себя фурма?
Рассмотрим конструктивный вариант фурмы нижнего дутья (рис. 46).
Рис. 46. Фурма со сменными колосниковыми решетками: 1 - корпус фурмы; 2 - заслонка; 3 - патрубок; 4 - донная крышка; 5 - груз; 6 - колосниковая решетка; 7 - заслонка (общий вид); 8 - уголь; 9 - виды колосниковых решеток
Воздух от вентилятора подводится через патрубок и попадает в корпус фурмы, а через чугунную колосниковую решетку в очаг горения. С помощью заслонки регулируется количество подаваемого воздуха в канале подводящего патрубка. Донная крышка открывается для очистки корпуса фурмы от золы и других отходов горения. В исходном положении крышка прижата к днищу корпуса грузом. Следует применять колосниковые решетки разной конфигурации. Разнообразная форма отверстий необходима для создания пламени различного вида. Равномерно расположенные круглые отверстия формируют факельное, а щелевые - узкое и удлиненное пламя. Располагая фурму горизонтально слева или сзади следует предохранять стенку горна от прогорания. Чтобы не выгорала фурма, ее следует охлаждать изнутри проточной холодной водой. Внутренний диаметр фурмы чаще всего составляет 25-30 мм.
Для сбора и отвода дыма и газа над стационарным горном устанавливается зонт, который может быть кирпичным, железным. Размер нижнего входного отверстия зонта зависит от размера стола горна. Для нормального улавливания отходов горения зонт устанавливается на высоте 400-600 мм. Точнее высота определяется на месте в зависимости от силы дутья, высоты и размеров вытяжной трубы и др. Иногда зонты оснащаются опускающимися крыльями. Металлический зонт может довольно быстро прогореть, а процесс ремонта довольно сложен и трудоемок. Более долговечен и надежен кирпичный зонт, но он получается слишком тяжелым и требуется особая жестко заделанная конструкция его крепления. Даже бывает необходимо укрепить углы стойками (подпорками).
В некоторых кузницах устанавливаются горны с двумя очагами и тогда для более

 качественной вытяжки необходимо делать две вытяжки или общий зонт разделить перегородкой. В таких горнах предусматривают, кроме того, индивидуальное регулирование подачи воздуха.
качественной вытяжки необходимо делать две вытяжки или общий зонт разделить перегородкой. В таких горнах предусматривают, кроме того, индивидуальное регулирование подачи воздуха.
Конструкция открытого стационарного горна показана на рис. 47.
Рис. 47. Стационарный горн открытого типа: 1 - внутренняя труба; 2 - наружная труба; 3 - зонт; 4 - уголь; 5 - колосниковая решетка; 6 - горновая чаша; 7 - фурма; 8 - крышка; 9 - подставка; 10 - труба подвода воздуха; 11 - воздухозаслонка
Он более совершенен. На сварной металлический каркас (подставке) крепятся горновая чаша, колосниковая решетка, а также фурма. Струя воздуха подается в очаг горна по трубе и регулируется воздухозаслонкой. На чугунную колосниковую решетку накладывается уголь, а дым и копоть удаляются через зонт и две трубы. При прохождении дыма через наружную трубу внутренняя нагревается и это улучшает тягу. На дне зольника накапливается зола и шлак, которые удаляются через отверстие при открытии крышки.
Открытые горны при кузнечных работах широко применяются, хотя их коэффициент полезного действия очень низкий и составляет всего 2-5%. Известно, что для нагрева 1 кг металла до ковочной температуры требуется 1 кг каменного угля. К тому же в результате непосредственного соприкосновения металла с каменным углем происходит насыщение поверхности нагреваемого металла серой, что ухудшает механические свойства кованых изделий. Поэтому мастера начинают закладывать заготовки в горн, когда уголь хорошо разгорится и сера выгорит. Чтобы увеличить коэффициент полезного действия открытого горна кузнецы устраивают над очагом куполообразную шапку из запекшегося угля, в которую закладывают заготовку. Под такой защитной коркой заготовка нагревается быстрее и меньше окисляется.
Крупные заготовки лучше нагревать в шахтных горнах. Шахтный горн устанавливается в середине кузницы. Высота горна 0,6 м, площадь стола 1 м2, глубина шахты 0,5 м с сечением у основания 300x300 мм, а вверху 150х 150 мм. Подводка воздуха находится на расстоянии 400
 мм от верха горна. Дно шахты представляет из себя чугунную заслонку, которую можно выдвигать для очистки горна от золы и шлака. Задвинув заслонку на место на нее насыпают тонкий слой золы для предохранения ее от нагревания.
мм от верха горна. Дно шахты представляет из себя чугунную заслонку, которую можно выдвигать для очистки горна от золы и шлака. Задвинув заслонку на место на нее насыпают тонкий слой золы для предохранения ее от нагревания.
Стационарный горн закрытого типа показан на рис. 48.
Рис. 48. Стационарный горн закрытого типа: 1 - зонт; 2 - камера; 3 - топочный люк; 4 - смотровое окно; 5- труба; 6 - металлическая коробка; 7- подставка; 8 - колосниковая решетка; 9 - кирпичная кладка; 10 - трубка; 11 - рабочее окно; 12 - дымоход
Камера горна выложена огнеупорным кирпичом, установлена на металлической подставке. Через топочный люк засыпается уголь на колосниковую чугунную решетку. Для шуровки топлива в топочном люке есть смотровое окно. Воздух от вентилятора по трубе подается в металлическую коробку и далее через отверстия в колосниковой решетке попадает в горновой очаг. Через дымоход и зонт уходят продукты сгорания. Не полностью сгоревший угарный газ сжигается вследствие дополнительной подачи воздуха через трубу. Через рабочее окно производится загрузка и выгрузка заготовок.
Стационарный горн шахтного типа (работающий на мазуте) изображен на рис. 49.
Рис. 49. Горн шахтного типа: 1 - нагревательная камера; 2 - труба; 3 - топочная камера; 4 - окно для поджога смеси; 5 - воронка для мазута; 6 - патрубок (подача воздуха); 7 - сопло; 8 - нижнее отверстие; 9 - основное отверстие; 10 - заслонка; 11 - зонт
Это нагревательное устройство состоит из камеры нагрева и топочной камеры, облицованных изнутри кирпичом. Воздух подается в камеру нагрева по патрубку, через коническое сопло с двумя отверстиями. Горн работает на жидком топливе - мазуте, которое подается сверху через воронку. Мазут стекает по соплу к отверстию, струей воздуха подхватывается, распыляется и сгорает. Поджигают жидкий мазут в смеси с воздухом через специальное окно, введя в него запал (горящий факел). Увеличивая подачу воздуха и топлива добиваются нужного режима горения.
Кузнечные меха.
 Меха изображены на рис. 50.
Меха изображены на рис. 50.
Рис. 50. Меха: 1 - голова; 2 - сопло; 3 - рукоятка; 4 - коромысло; 5 - стенка горна; 6 - стойка; 7 - тяга; 8, 12- грузы; 9, 11, 15 - доски; 10 - кожаная гармошка; 13, 14 - клапаны Голова - основная часть мехов. К ней прикреплены три клиновидные доски: верхняя и нижняя шарнирно, а средняя - жестко. Нижняя и средняя доски имеют клапаны для забора воздуха, это куски кожи, прибитые одной стороной к доскам, перекрывающие круглое отверстие в нижней и средней доске. Сверху над кожей прибит ремешок, ограничивающий подъем клапана. Кожаная гармошка соединяет верхнюю и нижнюю подвижные доски со средней неподвижной. Гармошка состоит как правило из трех отделенных складок, каждая из которых соединяется с внутренним деревянным каркасом, по форме совпадающим с периметром досок. Кожа прибивается к каркасу через тонкие ремешки, чтобы гвоздь не прорвал кожу.
Голова жестко крепится к стене горна, при этом сопло плотно входит в фурму. С помощью цапф осуществляется второе жесткое крепление мехов. Работает мехами либо сам кузнец или его помощник. Клинчатые меха дают спокойное дутье и заготовки нагреваются равномерно. Если надо увеличить подачу воздуха на верхнюю доску, кладут груз, а к нижней подвешивают груз. Размеры горна и проводимые работы диктуют габариты мехов. Они могут быть метровые, полутораметровые и двухметровые. Известно, что на изготовление одного меха шло от одной до трех воловьих шкур. И все было бы замечательно, если бы эти меха не были бы так громоздки, не так быстро изнашивались из-за перегрева. К тому же довольно низкая производительность и трудоемкость процесса качания сделали кузнечные меха экспонатами этнографических музеев.
На вооружение кузнецам взамен мехов приходят механические вентиляторы с ручным или ножным приводом.
В современных кузницах применяют мощные вентиляторы, турбины с электроприводом. Недостатки этих устройств - это повышенная вибрация, шум.
Топливо для горнов.
Топливо для нагрева заготовок используют в нескольких видах: твердое - дрова, древесный уголь, кокс и уголь, жидкое - нефть и его производные (керосин, уайт-спирт, бензин), газообразное - природный газ.
Термическая обработка стали и цветных металлов.
Отжиг - нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью. Отжиг применяют при изготовлении из одного законченного изделия другое или в случае неудачной закалки.
Если закаливать неотожженное изделие, в нем могут возникнуть трещины, структура металла станет неоднородной, качество изделия резко ухудшается.
Мелкие детали отжигают, нагревая на массивных стальных плитах или углях, которые предварительно раскаляют. После детали медленно остывают вместе с нагревателем. Иногда изделие нагревают ацетиленовой горелкой, которую постепенно отводят от изделия, делая процесс охлаждения медленным. Этот метод хорош для отжига небольших стальных изделий.
Нормализация - нагрев стали до температуры 900°С с последующим охлаждением в нормальных условиях (на воздухе) для улучшения внутренней микроструктуры стали и повышения механических свойств и для подготовки ее к последующей термической обработке.
Закалка - придание стальному изделию высокой прочности и твердости. Но от закалки сталь становится более хрупкой. Этот недостаток устраняется в процессе отпуска стали. При закалке металл нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах (воде, масле и т.п.). Из одной и той же заготовки можно получить различные структуры и свойства, в зависимости от режима закалки изделия. Для достижения наилучших результатов стальные изделия постепенно нагревают до температуры 750-850°С. Затем разогретое изделие быстро охлаждают до температуры примерно 400°С. Охлаждение должно происходить не меньше чем на 150°С в секунду, то есть охлаждение должно произойти всего в 2-3 секунды. Скорость дальнейшего охлаждения до нормальной температуры может быть любой, так как структура, полученная при закалке, достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния. Охлаждающей средой чаще всего бывает вода или трансформаторное масло. В воде металл остывает с большей скоростью, чем в масле: температура воды 18°С - за секунду металл остывает на 600°С, а в масле всего на 150°С. Для повышения закаливающей способности в воду иногда добавляют до 10% поваренной соли или 10-12% серной кислоты, например при закалке плашек или метчиков. Более высокий нагрев и чрезмерно быстрое охлаждение водой приводит к нежелательным результатам - деформации стали и появлению в ней излишнего качества - напряжений. Для закалки инструментов из углеродистой стали применяют закалочные печи с температурой нагрева до 900°С, а для инструментов из легированных и быстрорежущих сталей - до 1325°С. Печи для закалки изделий бывают: камерные или пламенные, в которых изделие нагревают открытым пламенем; муфельные - нагревающие за счет сопротивления электрических обмоток; печи-ванны - представляющие собой тигли, наполненные расплавами солей, к примеру хлористым барием. В ваннах закалочное нагревание производить удобнее, т.к. температура содержащегося в ней расплава всегда постоянна и закаливаемое изделие не может нагреться выше этой температуры. К тому же известно, что нагрев в жидкостной среде происходит быстрее, чем в воздушной.
Таблица 5
Таблица состава закалочных ванн
В малогабаритных мастерских для закалочного нагрева лучше пользоваться муфельными электрическими печами, например МП-8. В холодную муфельную печь помещают изделие или деталь и затем включают для медленного нагрева до требуемой температуры. При таком способе нагрева возникающее в изделии напряжение минимально.
Отпуск смягчает негативные явления при закалке, повышает вязкость и уменьшает хрупкость изделия. Еще отпуск устраняет большую часть внутренних напряжений, возникающих при закалке. Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета - от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
Таблица 6
Таблица температуры нагрева стали и соответствующие цвета
При закалке многих инструментов, например молотков, чеканов, резцов и других, требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался бы сырым, незакаленным. В этом случае инструмент нагревают немного выше рабочего конца до требуемой температуры, после чего опускают в воду только рабочую часть. Вынув инструмент из воды, быстро зачищают шкуркой или трением о землю его рабочую часть. Оставшееся в неохлажденной части тепло поднимет температуру охлаждаемого конца и появится на нем нужный цвет побежалости, после этого инструмент окончательно охлаждают.
Таблица7
Таблица определения температуры нагрева по цветам побежалости
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т.е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла - 100 г, огнеупорной глины - 75 г, графита - 25 г, буры - 14 г, карборунда - 30 г, воды - 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры.
Углеродистые стали при закалке лучше охлаждать сначала в воде до температуры 400-35°С, а затем в масле. Это предотвращает возникновение внутреннего напряжения. Во время охлаждения изделие рекомендуется быстро перемещать сверху вниз.
Тонкостенные длинные детали (например, ножи) для охлаждения опускают в воду или масло строго вертикально, в противном случае они могут сильно деформироваться.
Зубила целесообразно закалить в мокром песке, который увлажняют раствором соли.
Тонкие сверла закаливают в сургуче. Для этого разогретый до светло-красного цвета конец сверла погружают в сургуч и оставляют там до полного охлаждения.
Химико-термическая обработка стали.
Благодаря такой обработке меняется не только структура металла, но и химический состав его верхнего слоя и деталь может иметь вязкую сердцевину, выдерживающую ударные нагрузки, высокую твердость и износность. Из существующих способов химико-термической обработки стали в условиях небольшой мастерской можно выполнять только цементацию. Цементация - это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин - 25%, тальк - 50%: вода - 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе. В состав пасты входят: сажа - 55%, кальцинированная сода - 30%, щавелевокислый натрий - 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть. Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий. В состав жидкости входят: сода - 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент. Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
Нагрев заготовки - ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С - в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются. Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке. Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм.
Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме "железо-углерод", где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке. Пережог - неисправимый брак. Если заготовку ковать нагрев до температуры ниже Тн, то это приведет к образованию трещин. При температуре на 20-30°С выше температуры Тк в металле происходит раскристаллизация и структура остается мелкозернистой. На этом этапе надо заканчивать ковку.
При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
Итак. При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева - слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Техника безопасности при кузнечных работах.
· Работы с раскаленным металлом относятся к разряду работ повышенной опасности. Большое значение должно быть уделено качеству ручного и съемного инструмента, одежде и средствам защиты.
· Одежда кузнеца: куртка из плотной хлопчатобумажной ткани с длинными рукавами, застегивающимися манжетами, нижняя часть куртки должна перекрывать верхнюю часть брюк, которые также сшиты из прочной ткани; брюки в свою очередь должны быть такой длины, чтобы закрывать верх ботинок; ботинки лучше иметь на толстой кожаной подошве. Рукавицы рекомендуется иметь из брезента, а некоторые должны иметь асбестовые накладки. Фартук - также из толстого брезента, асбестовой ткани или кожи должен прикрывать грудь и быть длиной ниже колен. На фартуке может быть сделан один карман на груди или справа у пояса.
· Кузнец должен иметь головной убор из фетра, ткани или налобная повязка. Головной убор предохраняет волосы от загрязнения и перегрева.
· Перед началом работы в кузнице необходимо убедиться в исправности молота, ручника, установки наковальни, горна и воздуховодов. При нормальной установке наковальни се рабочая поверхность должна находиться над уровнем пола на высоте 650-800 мм. То есть кузнец, стоя на полу, мог касаться сжатым в кулак пальцами поверхности наковальни. Между наковальней и горном должно быть не менее 1,5м. При проверке наковальни "на удар" звук должен быть чистым, звонким, без дребезжания. Это свидетельствует об отсутствии трещин. До начала работы установить защитные экраны: для предохранения окружения от поражения отлетающей окалиной или частицами металла, а также от вредного теплового воздействия.
· Разрешается работать только проверенным на исправность инструментом, расположенным на рабочем месте с максимальным удобством, не допуская ничего лишнего.
· Пол должен быть ровным и сухим. В кузнице должна быть емкость с песком для засыпки скользких мест.
· В бачке для охлаждения металла должна быть чистая вода и емкость с машинным маслом.
· Во время работы следует пользоваться защитной маской или очками с небьющимся стеклом, а при работе с нагретыми до белого каления поковками - очками со светофильтрами.
· Нельзя смотреть не защищенными глазами на яркий свет (пламя). Это может привести к ослаблению или потере зрения.
· При работе нельзя отвлекаться и разговаривать.
· При ковке заготовки необходимо следить за температурным режимом.
· Ковка перегретого или охлажденного ниже нормы металла запрещается, так как это может быть причиной несчастного случая.
· Поковку надо брать клещами, губки должны плотно обхватывать ее, а рукоятки клещей должны не смыкаться, а пружинить.
· Ручки инструмента при ударах надо держать только сбоку от себя, а не перед собой.
· Молотобоец должен стоять вполоборота к кузнецу, а не напротив. Команды для молотобойца следует подавать четко и громко: "наложи", "бей сильно", "бей раз", "бей до команды", "стой" и показывать молотком место удара. Наносить удары можно только по листу ковки.
· Исключаются холостые удары по наковальне.
· Окончание ковки производят по команде "стой", а не снятием поковки с наковальни.
· При рубке металла зубило ставить только строго вертикально. Рубку производят только по краю наковальни, делая первый и последний удары слабыми. Отрубленный конец поковки следует направлять от себя и в безопасную сторону.
· Удары кувалдой наносить прямо, всем бойком.
· По окончании работы отключают воздуходувное устройство и приводят помещение в порядок.
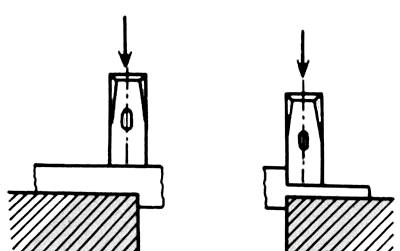
Ковка стали - начальная стадия процесса термообработки, при которой не меньше внимания, чем ковке, должно быть уделено рабочей температуре болванки. Особое внимание следует уделить тому, чтобы не опуститься ниже температурного предела, когда из-за переохлаждения в стали начнут развиваться внутренние напряжения. Существует техника, которую японцы именуют «мокрой ковкой» . Она предусматривает увлажнение поверхности наковальни и молота водой в ходе ковки. Вода при этом не охлаждает заготовку, а содействует отделению с поверхности окалины, предотвращая ее «вбивание» внутрь клинка. В отличие от горячей стали, окалина не ковка и оставляет на поверхности следы («кратеры»).
Начинать ковку удобнее с формирования хвостовика. Но для начала нужно получить предварительную заготовку, если у вас есть пруток, то переведите его в прямоугольник (квадрат), а затем разгоните в полосу нужной толщины с припуском на мехобработку. Удобно перед очередным помещением клинка в горн на подогрев произвести его выравнивание и проверку, чтобы не тратить время на это после доставания его из горна. Особое внимание должно быть уделено позиционированию заготовки - она должна располагаться строго параллельно плоскости наковальни. Боек молота должен воздействовать на поверхность всей плоскостью: в противном случае в клинке формируются неравномерно деформируемые области, которые в последствие упрочняются (с формированием внутренних неоднородностей).
Далее взяв полосовую заготовку, отступите нужное расстояние и выполните «перебивку», с двух сторон заготовки по ребру наносятся удары для получения ступенчатого перехода тела клинка в хвостовик. Это можно сделать или острым носком молотка или при помощи подкладного инструмента. Потом отделенную под хвостовик часть оттягиваете на конус.

Все, хвостовик готов и теперь за него можно браться клещами, а в дальнейшем доработать электроточилом. Теперь приступаем к формированию непосредственно тела клинка. Для этого нужно сначала оформить острие, это можно сделать как ковкой, так и просто отрубив лишнее зубилом.
Скруглив острые углы и выровняв линии, мы получаем готовую контурную заготовку клинка. В принципе, на этом можно и остановится, а спуски сформировать на наждаке.

Но можно пойти дальше и оттянуть кромку и оформить спуски ковкой. Здесь нужно учесть расширение металла и ширину изначальной заготовки брать меньше, чем планируется получить на готовом ноже. Общая ошибка при формировании плоскости заточки - приподнимание заготовки над наковальней. Эту плоскость надо ковать на заготовке, лежащей на наковальне - противоположная ковке сторона остается плоской, в то время как вы молотом формируете плоскость заточки.

Полезно начинать работу с профилирования «неудобной» стороны, по завершению чего перевернуть заготовку на другую сторону. Очень важно подвергнуть равномерной ковке обе стороны клинка. В противном случае из-за неравномерной структуры клинок «поведет» или вообще будет сформирован асимметричный профиль. Другой часто встречающейся проблемой является продольный изгиб заготовки. Старая присказка насчет того, что нельзя бить по лезвию, ошибочна. Вы можете бить по лезвию, но для этого необходима особая техника. Для этого используют полную длину наковальни, помещают изогнувшийся участок на него и легкими ударами устраняют кривизну. Если лезвие уже сформировано, удары наносятся киянкой на деревянном блоке - лезвие и обух при этом не страдают. После всех трудностей и неудач вы получили заготовку клинка отдаленно напоминающую нож вашей мечты, чем меньше потребуется обдирочных работ в дальнейшем тем лучше.

После ковки и обдирки должны быть сформированы контур и спуски, но толщина самой режущей кромки (РК) должна быть не меньше 1 мм, во избежание ее поводки «волной» при закалке, общая симметричность всех частей так же является важным моментом и влияет на возможные закалочные деформации. В кованом клинке имеется большое количество внутренних напряжений, которые при закалке могут привести к его искривлению. Для уменьшения этого, клинок перед закалкой следует отжечь. Поместите клинок обухом вниз в горн, нагрейте клинок до красного цвета при слабом дутье, далее выключив дутье, оставьте клинок остывать вместе с горном на ночь, а сами идите отдыхать.
Следующим этапом изготовления ножа будет термообработка клинка.
В зависимости от химического состава сталей, размеров поковок и требований, предъявляемых к готовым деталям, в кузницах возможно применение следующих видов термической обработки сталей.
Отжиг состоит в нагреве сталей до определенной температуры, выдержке и затем очень медленном охлаждении, чаще всего вместе с горном или печью.
Нагрев стали для отжига проводится в кузнечном горне или печи. Для того чтобы при нагреве в горне не допустить выгорания углерода с поверхности стали, поковки укладывают в металлические ящики, пересыпают их сухим песком, древесным углем или металлической стружкой и нагревают до температуры, необходимой для отжига данной марки стали. Продолжительность нагрева принимают в зависимости от размеров поковок, примерно по 45 минут на каждые 25 мм наибольшей толщины поперечного сечения. Нагрев выше температуры для отжига и длительная выдержка при этой температуре недопустимы, так как возможно образование крупнозернистой структуры, что резко уменьшит ударную вязкость металла.
Охлаждение поковок можно осуществлять несколько быстрее, чем вместе с горном и печью, если воспользоваться следующими рекомендациями. Углеродистые качественные конструкционные стали следует охлаждать приблизительно до 600°С на воздухе с целью получения мелкозернистой структуры, а затем, чтобы избежать возникновения внутренних напряжений, охлаждение осуществлять медленно в печи или в ящике с песком или золой, установленном в горне. Инструментальные углеродистые стали следует охлаждать в печи или горне до 670°С, а затем скорость охлаждения можно ускорить, открыв заслонки печи и удалив топливо из горна.
В зависимости от цели изменения структурных превращений (диаграмма состояния показана на рисунке) применяют следующие разновидности отжига.
Поковки из углеродистых сталей охлаждают со скоростью 50-150 градус/ч, а из легированных сталей - 20-60 градус/ч. В результате в металле снимаются внутренние напряжения, он становится более мягким и пластичным, но менее твердым. Низкий отжиг состоит в нагреве поковок до температуры, немного превышающей критическую 723°С (примерно до 740-780°С), с периодическим изменением температуры ниже и выше точки 5 и медленном охлаждении до 670°С, после чего охлаждение можно ускорить. Такой отжиг применяют для уменьшения твердости, увеличения пластичности и улучшения обрабатываемости поковок из инструментальных сталей.
Рекристаллизационный отжиг состоит в нагреве сталей до температуры 650-700°С и охлаждении на воздухе. С помощью этого отжига снимают наклеп и исправляют структуру сталей, нарушенную во время ковки при низких температурах.
Нормализационый отжиг (нормализация) состоит в нагреве поковок до температуры 780-950°С, непродолжительной выдержке при ней и последующем охлаждении на воздухе. Нормализацию, как правило, применяют для устранения крупнозернистой структуры, образовавшейся в результате вынужденного или случайного увеличения времени нахождения заготовок в печи для исправления структуры перегретой стали (перегрева), измельчения зерна, смягчения стали перед обработкой резанием и получения при резании более чистой поверхности, а также общего улучшения структуры перед закалкой. В результате нормализации сталь получается несколько тверже и менее пластичной, чем после низкого отжига. Нормализация по сравнению с отжигом более экономичная операция, так как не требуется охлаждения вместе с горном или печью.
Закалку применяют для увеличения твердости, прочности и износостойкости деталей, получаемых из поковок. Нагрев стали под закалку осуществляют в горнах или нагревательных печах. Детали в горны укладывают так, чтобы холодное дутье воздуха не попадало непосредственно на сталь. Нужно следить, чтобы нагрев происходил равномерно. Чем больше углерода и легирующих элементов содержит сталь, чем массивнее деталь и сложнее ее форма, тем медленнее должна быть скорость нагрева под закалку. Продолжительность выдержки при закалочной температуре ориентировочно принимается равной 0,2 от времени нагрева. Слишком длительная выдержка при закалочной температуре не рекомендуется, так как при этом интенсивно растут зерна и сталь теряет прочность.
Охлаждение является исключительно важной операцией закалки, так как от него практически зависит получение требуемой структуры в металле. Для качественной закалки необходимо, чтобы в процессе охлаждения детали температура жидкости оставалась почти неизменной, для чего масса жидкости должна быть в 30-50 раз больше массы закаливаемой детали. Для достижения равномерной закалки нагретую деталь надо быстро погрузить в охлаждающую жидкость и перемешать ее в жидкости до полного охлаждения. Если закаливают только конец или часть изделия (например, лезвие топора), то его опускают в закалочную жидкость на требуемую глубину и перемещают вверх-вниз, так чтобы не было резкой границы скорости остывания между закаливаемой и незакаливаемой частями изделия и не появились трещины в переходной части. Клинки погружают или строго вертикально или под углом лезвийной частью вниз.
Выбор охлаждающей среды зависит от марки стали, величины сечения детали и требуемых свойств, которые должна получить сталь после закалки. Стали с содержанием углерода от 0,3 до 0,6% обычно охлаждают в воде, а с большим содержанием углерода - в масле. При этом следует учитывать конфигурацию деталей и их сечение. При закалке стали сложным является получение желаемого двухскоростного охлаждения ее. В интервале температур 650-450°С требуется быстрое охлаждение со скоростью 20-30°С/с. Это позволяет избежать коробления и трещин.
Понятно, что лучшей закалочной средой была бы двухслойная жидкость, в которой верхний слой - вода с температурой 18-28°С, а нижний - машинное масло. Но, к сожалению, такую двухслойную жидкость получить нельзя, потому что масло всплывает на поверхность. При определенном навыке можно применять следующий режим охлаждения. На несколько секунд погрузить деталь в воду, а затем быстро перенести ее в масло. Ориентировочное время охлаждения в воде до переноса в масло составляет 1-1,5 с на каждые 5-6 мм сечения детали. Такой способ охлаждения получил название «через воду в масло» или прерывистой закалки. Ее применяют для закалки инструмента из углеродистой стали.
При большом сечении детали наружные слои охлаждаются быстрее, чем внутренние, и поэтому твердость на поверхности получается больше, чем в середине. Углеродистые стали, например стали 40 и 45, закаливаются на глубину 4-5 мм, а глубже будут частично закаленная зона и незакаленная сердцевина. Легирующие элементы - марганец, хром, никель и др. способствуют более глубокой закалке. Некоторые клинки нуждаются в большой прочности на поверхности при сохранении мягкой и вязкой сердцевины. Такие клинки рекомендуется подвергать поверхностной закалке. Один из самых простых способов такой закалки состоит в загрузке детали в печь с высокой температурой (950-1000°С), быстром нагреве поверхности до закалочной температуры и охлаждении с большой скоростью в проточной охлаждающей среде. Часто закалку выполняют сразу после ковки без дополнительного нагрева, если температура поковки после ковки будет не ниже закалочной температуры.
Закалка может быть сильной, умеренной и слабой . Для получения сильной закалки в качестве охлаждающей среды применяют воду при 15-20°С до погружения в нее детали и водные растворы поваренной соли и соды (карбоната натрия). Умеренная закалка получается при использовании воды со слоем масла толщиной 20-40 мм, нефти, мазута, мыльной воды, жидкого минерального масла, а также горячей воды. Слабая закалка получается, если применять в качестве охлаждающей среды струю воздуха или расплавленный свинец и его сплавы.
Закалка требует внимания и умения. Плохая закалка может испортить почти готовые детали, т. е. привести к образованию трещин, перегреву и обезуглероживанию поверхности, а также к желоблению (короблению), которое в значительной степени зависит от способа и скорости погружения детали в охлаждающую жидкость.
Закалка - не окончательная операция термической обработки, так как после нее сталь становится не только прочной и твердой, но и очень хрупкой, а в поковке возникают большие закалочные напряжения. Эти напряжения достигают таких значений, при которых в поковках появляются трещины или детали из этих поковок разрушаются в самом начале их эксплуатации.
Например, только что закаленный кузнечный молоток нельзя использовать, так как при ударах им о металл от него будут откалываться кусочки металла. Поэтому для уменьшения хрупкости, внутренних закалочных напряжений и получения требуемых прочностных свойств стали после закалки поковки подвергают отпуску.
Отпуск состоит в нагревании закаленной стали до определенной температуры, выдержке при этой температуре некоторое время и быстрого или медленного охлаждения, как правило, на воздухе. В процессе отпуска в металле структурных изменений не происходит, однако уменьшаются закалочные напряжения, твердость и прочность, а пластичность и вязкость увеличиваются. В зависимости от марки стали и от предъявляемых к детали требований по твердости, прочности и пластичности применяют следующие виды отпусков.
Высокий отпуск состоит в нагреве закаленной детали до температуры 450-650°С, выдержке при этой температуре и охлаждении. Углеродистые стали охлаждаются на воздухе, а хромистые, марганцовистые, хромо-кремниевые - в воде, так как медленное охлаждение их приводит к отпускной хрупкости. При таком отпуске почти полностью ликвидируются закалочные напряжения, увеличивается пластичность и вязкость, хотя заметно уменьшается твердость и прочность стали. Закалка с высоким отпуском по сравнению с отжигом, создает наилучшее соотношение между прочностью стали и ее вязкостью. Такое сочетание термообработки называют улучшением. Средний отпуск состоит в нагреве закаленной детали до температуры 300-450°С, выдержке при этой температуре и охлаждении на воздухе. При таком отпуске увеличивается вязкость стали и снимаются внутренние напряжения в ней при сохранении достаточно большой твердости. Низкий отпуск состоит в нагреве закаленной детали до температуры 140-250°С и охлаждении с любой скоростью. При таком отпуске почти не уменьшается твердость и вязкость стали, но зато снимаются внутренние закалочные напряжения. После такого отпуска детали нельзя нагружать динамическими нагрузками. Чаще всего его используют для обработки режущего инструмента из углеродистых и легированных сталей.
При изготовлении слесарного, кузнечного или измерительного инструмента ручной ковкой кузнецы часто применяют закалку и отпуск с одного нагрева. Такую операцию называют самоотпуском и выполняют следующим образом. Нагретую под закалку поковку охлаждают в воде или масле не полностью, а до температуры несколько выше температуры отпуска, которую можно определить при извлечении поковки из закалочной среды, по цвету побежалости на предварительно обработанной на наждачном круге поверхности поковки. После этого поковку окончательно охлаждают путем погружения ее в воду или масло.
При отсутствии измерительных приборов температуру нагрева поковки определяют по цвету побежалости. Для этого перед нагревом поковки для отпуска на ней, в нужном месте, зачищают небольшой участок наждачной бумагой или другим абразивом. Нагревают поковку и наблюдают за изменением цвета металла по зачищенной поверхности. При этом цвета побежалости будут соответствовать следующим приблизительным температурам нагрева поковки:
| Цвета побежалости | Температура, °С |
| Серый | 330 |
| Светло-синий | 314 |
| Васильковый | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Коричнево-красный | 265 |
| Коричнево-желтый | 255 |
| Темно-желтый | 240 |
| Светло-желтый | 220 |
При более высокой температуре поверхность стали темнеет и остается такой до температуры 600°С, когда появляются цвета каления. Режимы термообработки сталей необходимо соблюдать очень строго, так как только правильная термообработка позволяет получать клинки с заданной прочностью, износостойкостью, обрабатываемостью, пластичностью и т. п.
После термообработки пришло время окончательной механической обработки, ее можно провести на нехитром приспособлении или воспользоваться электроточилом, но это тема для отдельного разговора.
При которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара. обыкновенная ковка - уплотнение и придание желаемых форм предмету.
В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую.
Инструменты
Процесс ковки Нагрев болванки
Для изготовления предметов путём ковки берётся отлитая стальная болванка. Её необходимо сперва нагреть. Для этого вблизи молота устраиваются нагревательные печи или горны. Их размер, форма и количество зависит от производства и размера болванок. Для мелких вещей применяются обыкновенные кузнечные горны. Для крупных - пользуются сварочными печами, нагреваемыми дровами или каменным углем, а для нагревания больших устраивают газовые печи.
Печь сперва разогревают до тёмно-красного каления. Затем в неё помещают горячую болванку. В холодных заготовках внутренние слои всегда находятся в более или менее напряжённом состоянии из-за условий, в которых они после отливки затвердевают. Если в горячую печь положить холодную болванку, то наружные слои, нагреваясь и удлиняясь, вызовут возникновение трещин в малоподатливых внутренних слоях). Она должна оставаться горячей после отливки, ей не надо давать остыть ниже тёмно-красного каления и сразу же после вынимания из формы для отливки её следует поместить в печь. Если это не удалось, и болванка начала остывать, то прежде чем поместить её в печь, её надо зарыть в горячий мусор для более медленного остывания. Если она остынет сильно, то надо её подогреть на полу мастерской. Даже после подогрева на полу в болванке могут возникнуть внутренние трещины. Чтобы избежать такой порчи, её надо сначала подогревать только с концов. Тогда нагрев будет идти по направлению ее оси, от её концов к середине, и расширение всех концентрических слоев будет равномерней. Предварительный подогрев достаточно осуществить до 300°, что легко узнать по дыму и зажиганию масла, налитого на поверхность изделия.
Болванки кладут в печь по одной или несколько, в зависимости от их величины. Вначале жар держат небольшой. Затем его постепенно увеличивают и доводят до требуемой степени. Чем сильнее нагрев, тем сталь делается мягче, легче её обрабатывать под молотом и тем успешнее идёт ковка. Однако этим опасно злоупотреблять - чем сильнее нагрета сталь, тем она больше стремится кристаллизоваться при остывании, из-за чего может уменьшиться связь между отдельными кристаллами (зёрнами), и они могут разъединиться даже от одного или нескольких ударов молота. Таким образом, болванка при ковке получит надрыв, трещину, а иногда даже отваливается целыми кусками. Это называется перегревом стали. Перегрев стали не следует путать с пережогом стали. Пережог влияет не на кристаллическую структуру металла, а уже на его химический состав, заставляя его изменяться: когда сталь долго находится под воздействием печных газов, сварочного жара, она мало-помалу теряет свой углерод и приближается к железу. Пережжённая сталь ни на что не годится, тогда как перегретую ещё можно поправить.
Чем твёрже сталь, тем больше она стремится к кристаллизации и тем ниже температура, при которой она кристаллизуется. Поэтому степень нагрева надо сообразовать с твёрдостью стали:
Низкая температура тоже не годится для ковки. Во-первых, она сильно затрудняет обработку. Во-вторых - при перемещении малоподвижных частиц во время ковки образуются сильные натяжения, которые иногда вызывают внутренние надрывы и трещины. Надо вести нагрев так, чтобы внутренняя часть болванки успела прогреться надлежащим образом. И хотя наружные слои всегда прогреваются сильнее, но это уравновешивается быстро вследствие их охлаждения во время ковки.
Вообще, для успешной ковки надо принять за необходимое правило, что кроме степени нагрева имеет очень важное значение и равномерность нагрева. Для этого после посадки болванки в печь, надо температуру поднимать очень медленно, наблюдая, чтобы она нагревалась одинаково со всех сторон.
Время нагрева зависит главным образом от величины и от жаровой способности печи. На Обуховском заводе для нагрева 1800-пудовой болванки требуется около 27 часов, для 900-пудовой около 12 часов, для 300-пудовой около 8 часов.
Стальная болванка - это не одно сплошное однородное тело. Она переполнена внутри раковинами и пустотами различной формы и величины. Поэтому сразу после выдачи болванки из печи их уплотняют - ударами молотка обковывают кругом, начиная от середины к нижнему концу болванки, затем к верхнему, прибыльному. Это называется «обжимкой». Образовавшаяся во время нагрева окалина на поверхности частью сама отваливается при обжимке, частью отбивается ломиками и счищается метлой. Поэтому заготовка отливается значительно большего размера и веса по сравнению с задуманным предметом. Отношение площади поперечного сечения болванки к площади готового изделия принимали раньше от 6 до 10. Теперь, при более плотных отливках, довольствуются отношением от 3 до 4.
Заготовка
Обработку стальной болванки под молотом можно разделить на две части: на заготовку и на окончательную отделку.
Заготовка предназначена для того, чтобы уплотнить болванку и придать ей в грубом виде необходимые размеры и формы. Формы и размеры заготовок и способы ковки зависят от вида изделий. Заготовки по виду разделяются: на заготовки сплошных цилиндров, пустотелых цилиндров, колец, заготовки плоских вещей и т. п. Способы ковки при этом также имеют разные названия.
Заготовка сплошных цилиндров
При такой заготовке обжимка болванки производится на вырезном нижнем бойке, где после каждых нескольких ударов молота её поворачивают на 1/8 оборота и, после образования восьмигранника, подвигают на ширину верхнего бойка и продолжают ковку. Когда, таким образом, обожмут всю болванку, её опять подвигают на старое место и, ударяя молотом по граням, образуют шестнадцатигранник. Сообразно диаметру цилиндра продолжают ковку, пока она не примет надлежащих размеров. При такой обработке она уменьшается в диаметре, а металл при обжимке перемещается по направлению оси, и вследствие этого болванка удлиняется, вытягивается, отчего и самую обработку называют вытягиванием.
В случае, если при таком вытягивании заметят на поверхности болванки трещины или другие пороки, останавливают ковку, пока их не вырубят кузнечными зубилами. Верхний конец, так называемый прибыльный, заключающий в себе всегда пустоты, считается негодным для употребления и потому 1/4 по весу болванки отрубается, что носит название отрубки прибыли. Для рубки употребляется стальной топор, который накладывается на верх и вдавливается молотом в её тело. Потом на верх топора накладываются бруски квадратного сечения и продолжают нажимать молотом, пока топор не углубится до половины тела болванки; наконец, её поворачивают на 180° и таким же образом продолжают рубку с противоположной стороны. Подобным образом разрубается на части заготовленная болванка, когда она предназначается для изготовления нескольких предметов.
При заготовке больших изделий молот за один нагрев не успеет обжать и заготовить всей болванки, поэтому сперва обжимают и заготовляют нижнюю половину, потом переносят державку на отделанный уже конец, подогревают остальную часть, обрабатывают её таким же самым образом, и, наконец, отрубают прибыль.
Если цилиндр должен иметь на конце уступы или фланцы, диаметр которых больше, чем поперечник болванки, тогда после обжимки и отрубки прибыли нижний боек удаляется прочь, а на его место устанавливается болванка стоймя (на попа) и ударами молота осаживается, причём диаметр её, в особенности на концах, увеличивается. Для выковки вала меньших размеров или такой длины, что он не помещается стоймя под молотом, пользуются услугами так называемой балды, подвешенной на цепи, посредством ударов которой осаживают конец вала. Для заготовки изделий кольцеобразной формы, как, например бандажей, скрепляющих орудийных колец и проч., сперва, как было сказано выше, болванку обжимают, вытягивают, очищают от окалины и трещин, отрубают прибыль и разрубают на куски; после вторичного нагрева каждый кусок немного осаживают или сплющивают в виде лепёшки. Потом пробивают отверстие посредством пробоя или прошивня, вдавливая его сперва с одной стороны до половины, потом, повернув болванку - с другой. Дальнейшая обработка кольца, то есть разводка, производится уже на оправке в особой стойчатой наковальне. Разводку бандажных шин производят на особой наковальне с рогом, где, кроме того, посредством раскатки делают выступ, называемый ребордой.
Для изготовления более длинных пустотелых цилиндров, как, например, скрепляющих орудийных оболочек, сперва отрезают на токарном станке прибыльную часть болванки, потом высверливают вдоль оси насквозь отверстие около 30 см. в диаметре и, после ее нагрева, просовывают в отверстие железный пустотелый стержень и на нём её обжимают. Такая обработка носит название ковка на штревеле. Чтобы стержень не нагревался и не сжимался вместе с болванкой, внутри него постоянно циркулирует вода. Когда ковка окончена, вынимают штревель из цилиндра посредством особого прибора, представляющего собой гидравлический пресс или домкрат. Он состоит из пустотелого цилиндра с двойными стенками, между которыми пускается вода для выдвигания второго цилиндра, который упирается в гайку, навинченную на конец штревеля. На другом конце первого цилиндра укреплена муфта, упирающаяся в откованную оболочку. Вода выдавливает второй цилиндр, который тянет за собой штревель. Заготовка для вещей прямоугольного поперечного сечения производится на плоских наковальнях, где, после предварительной обжимки, болванку сплющивают сперва наплоско, потом поворачивают на 90° и куют на ребро. Надо заметить, что вообще при ударе молота удлинение совершается по направлению её оси, по перпендикулярному же направлению перемещению частиц мешает трение о поверхность бойка и наковальни. Чтобы расширить размеры болванки по этому последнему направлению, раздают металл посредством раскатки. Для этого на поверхность, по направлению её оси, накладывают полуцилиндрический валик, называемый раскаткой, и ударом молота вдавливают его в тело. После такой раскатки по всей поверхности болванки металл расползается по направлению стрелки, а причинённые неровности выглаживаются потом ударами молота. Такой обработке подвергаются броневые плиты. Для изготовления коленчатого вала, заготовляется сперва прямоугольный брус, в котором, посредством топора, делают два надреза. Потом молотом отгибают оба конца, отрубают топором образовавшиеся выступы и, наконец, обжимают, закругляют и отделывают шейки. Эта сложная работа требует много времени, частых нагревов, ловкости и опытности кузнеца. Вырез производится на долбёжном станке. Цапфельное кольцо (с шейками) для орудий заготовляется следующим образом. Отрезанный диск от болванки сплющивают, после нагрева, под молотом в продолговатый брус и пробивают в нём продольную щель посредством клинообразного прошивня. Потом коническими оправками расширяют постепенно эту щель, пока отверстие не примет круглой формы, и, наконец, на горизонтальной оправке разводят до надлежащих размеров.
Вообще для разных предметов требуются разные заготовки. От умелости выбора приёмов, от рациональной последовательности переходов из одной формы в другую, в особенности при более сложных конструкциях, зависит успешность ковки и уменьшение расходов на лишний нагрев и угар металла.
Окончательная отделка
После заготовки предмет имеет довольно грубую и неровную поверхность, для выравнивания которой оставлен некоторый запас против требуемых размеров. Для этого предмет очищают ещё раз зубилом от всех трещин, волосовин и лёгкими и частыми ударами молотка проходят кругом всю его поверхность. Наконец, окончательно проверяют предмет посредством кронциркулей, линеек, или шаблонов ипри необходимости его выправляют и т. п.
Для придания более чистого и гладкого вида употребляются разного рода гладилки и штампы, а иногда во время ударов молота поливают поверхность водой, вследствие чего приставшая окалина лучше отскакивает и предмет выходит чище. Такое выглаживание производится всегда в самом конце, когда изделие уже остыло до буро-красного каления и поэтому носит название холодной ковки или наклепки.
После наклепки замечаются всегда такие же явления, как и при закалке, то есть металл делается твёрже и менее тягучим, образуются внутренние натяжения. Вследствие малой подвижности металла, при сильной наклёпке, нарушается связь между частицами и даже иногда получаются внутренние трещины. Если отполированный разрез сильно наклёпанного бруска подвергнуть действию слабой кислоты, то образовавшийся при этом рисунок прямо показывает на внутреннее изменение металла. Вначале предполагали, что наклёпка увеличивает абсолютную плотность стали, однако, дальнейшие опыты показали обратное. Так, например, при волочении проволоки, после первого прохода через волочильную доску, плотность её уменьшилась с 7,839 до 7,836; после второго до 7,791, после третьего до 7,781. Кстати, при наклёпке меди или серебра результаты получаются совершенно противоположные.
Так как влияние наклёпки аналогично закалке, то, чтобы придать металлу желаемую твёрдость и упругость, очень часто прибегают к наклёпке. При изготовлении таких изделий, как, например, резцы, инструменты, клинки и пр., этот способ оказывает большую услугу, но что касается более крупных вещей, при которых получается только поверхностная наклёпка, вызывающая внутренние натяжения, этот способ, вместо пользы, приносит изделию только вред. Лучшим доказательством служит пример изготовления локомотивных или вагонных осей, у которых шейки отделаны штамповкой. При пробе на изгиб таких осей часто случается, что при ударе груза посередине оси отламывается её конец, как раз в том месте, где была отштампована шейка. Хотя все эти вредные натяжения можно уничтожить, или, по крайней мере, уменьшить отжигом, однако никто не может поручиться, что во время самой наклёпки не образовались уже трещины, которых отжиг исправить не в состоянии. При изготовлении более сложных поковок, где неизбежно применять штамповку, гораздо лучше совершать это при высоком нагреве, тем более, что сталь в раскалённом состоянии хорошо выдерживает штампование и отчётливо воспроизводит форму штампа; чтобы воспрепятствовать образованию натяжения, надо делать её в несколько приёмов, каждый раз подогревая сталь до надлежащей температуры.
После обработки болванки под молотом, не прибегая даже к наклёпке, всегда появляются внутренние натяжения, происшедшие вследствие неравномерного остывания концентрических слоев, и вследствие того, что разные части приходится ковать при разных температурах. Чем больше диаметр откованной болванки и чем резче переход от одной формы к другой, тем неравномернее происходит остывание и тем резче будут проявляться внутренние натяжения. Для избежания трещин и искривления откованных изделий, зарывают их сейчас же после ковки в горячий мусор. Подобное зарывание может принести пользу, когда вещь довольно простой формы и когда она ещё красная. В противном случае надо непременно подвергать изделие отжигу, то есть осторожно его подогреть до температуры около 700°, затем, замазав печь, дать ему медленно остыть до полного охлаждения.
Выше было упомянуто, что назначение ковки, кроме сообщения требуемой формы, заключается ещё в уплотнении металла вследствие пороков, встречаемых внутри болванки. Газовые пузыри, образующиеся при затвердевании стали, размещаются, главным образом, снаружи. Большинство из этих пузырей, имея сообщение с окружающей атмосферой, окисляется под действием печных газов и покрывается внутри слоем окалины, которая не дозволяет им свариваться при обжимке болванки под молотом, а потому они только сплющиваются в виде прослоек и вытягиваются в виде волосовин. Толщина рыхлого слоя откованного предмета зависит от величины пузырей, глубины их размещения в болванке и от большей или меньшей обработки под молотом. Поэтому всякое откованное изделие, подвергающееся окончательной отделке на токарных или строгальных станках, должно иметь соответствующий запас металла, для удаления рыхлого слоя.
Чтобы получить чистую и гладкую поверхность, достаточно оставить, для удаления рыхлого слоя запас на обточку для мелких предметов. Кроме уплотнения пороков в болванке, ковка изменяет и свойства самого металла. Если сравнить изломы кусков стали, взятых от одной и той же болванки до и после её проковки, то они представляют большую разницу. Первый из них крупнокристаллический с блестящими и сильно развитыми плоскостями отдельных зёрен, второй же мелкозернистый, матовый и как бы аморфного сложения. При испытании этих брусков на разрыв оказывается, что как упругость и прочное сопротивление, так и удлинение кованого бруска гораздо больше.
Поэтому долгое время полагали, да ещё и до сих пор многие придерживаются такого убеждения, что ковка, вследствие сильного давления, производит сближение частиц между собой, их сжатие, а тем самым и уплотнение самого металла, и благодаря только такому действию, сталь приобретает другие свойства. Придавая ковке такое значение, старались подвергать болванку как можно большей обработке и давать по возможности большее отношение площади поперечного сечения болванки к площади изделия. Однако, более тщательные исследования не оправдали этого взгляда. Во-первых, опыт показал, что удельный вес кованой стали меньше, чем литой. Ещё в 60-х годах Н. В. Калакуцкий доказал, что удельный вес литой стали, при отсутствии пороков, есть предел её уплотнения и что ковка, увеличивая гравиметрическую плотность болванки, уменьшает её абсолютную плотность. Из его опытов видим, что удельный вес куска стали от литой болванки равен 7,852; удельный же вес куска от этой болванки после нагрева его до светло-красного каления и хорошей проковки равнялся 7,846. Во-вторых, что повторительные нагревы и проковка не влияют уже на увеличение сопротивления и вязкости. В-третьих, что простым нагревом до известной температуры и соответственным охлаждением можно достигнуть таких же результатов относительно структуры, повышения упругости и вязкости металла. Это последнее явление было впервые замечено Д. К. Черновым и опубликовано в «З. И. Т. Общества», 1868 г.
Этот факт объясняется тем, что сталь при нагревании, начиная с некоторой температуры, принимает воскообразное состояние, то есть что отдельные зерна её размягчаются и слипаются между собой в виде тестообразной несжимаемой массы. Если станем охлаждать эту массу, тогда частицы опять собираются в отдельные зерна или кристаллы и эта группировка продолжается до тех пор, пока сталь не остынет до некоторой определенной температуры около 700°, ниже которой кристаллизация совершаться уже не может. Чем больше нагрета сталь, то есть чем больше размягчена, и чем медленнее и спокойнее она остывала, тем более свободы и времени имели частицы для этой группировки. Если же во время этого охлаждения воспрепятствуем частицам свободно собираться в отдельные зерна ударами молота или вальцовкой, или посредством быстрого охлаждения не дадим времени к подобной группировке, или, наконец, если сталь нагреем только до температуры и позволим ей медленно остывать от этой температуры, ниже которой кристаллизация невозможна, то во всех этих случаях получим более или менее мелкозернистое сложение. Если остановить ковку при температуре выше 700°, то группировка частиц опять возможна и структура стали будет зависеть от этой температуры. Если же, наконец, нагреем болванку до очень высокой температуры и позволим болванке некоторое время остывать без ковки, то кристаллизация может принять такие размеры, что сталь теряет свойства ковкости и носит название перегретой стали.
Надо заметить, что эти замечательные исследования были сделаны г. Черновым ещё в 1860-х гг., и что они послужили исходной точкой для всех дальнейших исследований и теперешних теорий стали. Таким образом, на перемену структуры, от которой зависит вязкость и прочность стали, имеет влияние главным образом степень нагревания и условия остывания. Ковка препятствует кристаллизации и уплотняет пороки в болванке. Для успешности ковки надо стараться ковать быстро, чтобы не оставлять какого-нибудь места болванки долгое время без ударов молота. Поэтому при обжимке и вытягивании больших болванок, лучше довольствоваться зараз меньшей степенью обжимки и обрабатывать их в несколько приемов, проходя ударами молота каждый раз всю нагретую часть. Кроме того, нельзя допускать, чтобы болванка, нагретая до высокой температуры, дожидалась долго ковки или остывала в печке. При таких благоприятных условиях кристаллизация совершается очень быстро и болванка получает свойства перегретой стали. Лучше тогда дать болванке спокойно остыть, снова её нагреть до надлежащей температуры и затем ковать.
При обработке стальных болванок имеет очень важное значение, как с экономической стороны, так и относительно влияния ковки на качество изделия, сила молота, то есть отношение веса бьющей части к весу обрабатываемой болванки. Если принять вес бабы G и вес болванки g, то общепринятое отношение G/g = 2 доходит до 1. Однако, это отношение очень условное и зависит от многих причин, главным образом от формы изделия, приёмов ковки, сорта стали, допускающей более или менее сильный нагрев и, наконец, от приспособлений, имеющихся при молоте. Для обжимки болванок или для изготовления цилиндрических валов отношение G/g = 1 может быть допускаемо только в крайних случаях; вообще, для успешности действия куют при отношении 2. Так, например, под 5-тонным молотом можно свободно отковать орудийную трубу из болванки в 3 тонны, но для изготовления такого же веса коленчатого вала, следует употребить, по крайней мере, 15-тонный молот. Чем тяжелее молот в сравнении с весом болванки, тем энергичнее идёт ковка и тем глубже передаётся давление внутренним слоям. Слабые удары передаются только поверхностным слоям, которые поэтому уплотняются и вытягиваются больше внутренних и откованная болванка при этих условиях имеет вогнутые концы (фиг. 25). Подобного рода явления замечаются чаще всего на ковке больших болванок. Поэтому для их успешной ковки приходится иметь громадных размеров молоты или же прибегать к частым подогревам.
В настоящее время для ковки стальных болванок стали применять гидравлические прессы, называемые пресс-молотами или жомами. Оставив в стороне описания устройства и действия разных систем жомов, представителем которых является ковальный пресс Витворта, сравним только в общих чертах действие парового молота и жома на болванку. Мгновенный удар молота, с громадной вначале живой силой и с полнейшей потерей в конце своего действия, распространяясь по верхней плоскости болванки, переходит по реакции и на нижнюю, соприкасающуюся с наковальней; промежуточные же слои, исполняя только передаточную роль, перемещаются, а вместе с тем и уплотняются гораздо меньше. Жом, с момента соприкосновения бойков с болванкой, своим растущим от 0 до 3 тонн давлением передаёт его, во все время нажимания, одинаково всем слоям металла. Расползанию наружных слоев металла, в плоскости нормальной к направлению давления, мешает трение о поверхности бойков, и вследствие этого, во время давления жома, главным образом перемещаются частицы внутренних слоев, которые уплотняются больше наружных, то есть жом производит действие обратное молоту. Это, впрочем, может быть устранено применением более узких бойков. Предположение о лучших качествах металла, откованного под жомом, чем под молотом, пока ещё не оправдывается, тем более, что качество плотного металла зависит, главным образом, от температуры нагрева болванки, от температуры, при которой была остановлена ковка и от условий, при которых она остывала. Жом имеет большое преимущество перед молотом в экономическом отношении, так как он ускоряет ковку в несколько раз в сравнении с молотом. Однако, надо заметить, что силой жома чересчур нельзя злоупотреблять. Очень большой нажим сразу делает на поверхности складки и наплывы металла, а при недостаточном нагреве возможны надрывы и трещины в сердцевине болванки. Подобным образом, как при ковке под молотом, лучше довольствоваться и здесь небольшими нажимами и стараться поскорее пройти всю нагретую часть болванки. Если наклёпка, то есть ковка при сравнительно низкой температуре под молотом, имеет дурное влияние на качество металла, вследствие образования внутренних натяжений, то тем более при ковке под жомом она не должна допускаться Кроме того, надо стараться по возможности хорошо прогревать центральные слои болванки, которые претерпевают самую большую работу при давлении жома. Потеря или угар металла, вследствие образования окалины, зависит от степени и продолжительности нагрева, от величины болванки и от количества повторительных нагревов. Для первого нагрева, в зависимости от диаметра, угар составляет от 1 до 3 %, для каждого последующего подогрева болванка теряет по весу около 1 %.
В основе всех рассуждений на тему какой нож лучше - из кованой стали или из прокатной, лежит прочный стереотип, что при ковке сталь улучшается, а при прокатке, должно быть, портится или как минимум не улучшается. Иногда еще можно услышать фразы "штампованная сталь" или "штампованный нож", которым придается крайне негативный оттенок и воспринимается, как что-то заведомо некачественное, худшее, нежели столь благородно звучащее - "кованый нож".
Необходимо внести ясность, что на самом деле штампованная сталь сама по себе не существует отдельно от того или иного конкретного изделия, получаемого методом штамповки, а ножи как раз методом штамповки не производят вообще. Штамповка это процесс формовки материалов посредством давления штампом определенной формы. Но к клинкам ножей это не относится, потому что технологически нет нужды - нечего там штамповать. Про ширпотребные китайские кухонники мы тактично не упоминаем, так как большинство из них всё-таки очень трудно называть полноценными ножами.
Если обобщить, именно клинок ножа, с его характерной формой и габаритами, может быть получен двумя способами:
1. Объемная горячая формовка из заготовки стали почти любой формы, то есть методом ковки, причем преимущественно ручной - молотком на наковальне. Это подразумевает случаи единичного производства клинков, когда над каждым из них работает кузнец с молотком и вручную формует клинок требуемого размера и конфигурации.
2. Резка . Начиная от человека с ножовкой по металлу, заканчивая лазерным станком с программным управлением. Осуществляется методом вырезания из заготовки заведомо плоской формы, которая в свою очередь может быть получена либо прокаткой, либо ковкой. Причем самое интересное, что на сегодняшний день практически любая кованая заготовка для будущего клинка производится методом ковки из стального прутка, который в свою очередь был получен опять же методом проката.
Так что такое кованая сталь и чем она отличается от не кованой, если всё равно изначально получается из прокатной?
Ясно, что нас интересует не просто технологическая разница, но различие результативное, по факту, чем так называемый "кованый нож" лучше ножа из прокатной стали? Ведь не даром можно слышать от многих производителей, что их ножи кованные, а потому заведомо лучшие. Без каких-либо объяснений и доказательств. И подавляющее большинство потенциальных покупателей замечательно подкупается подобными лозунгами, кстати так же, как и словом "булат". Производители это прекрасно осознают и пользуются ситуацией, а именно, отсутствием у покупателя понимания процессов, происходящих со сталью во время производства.
Чтобы разобраться во всей этой путанице, важно обозначить главный момент: решающим является вопрос терминологии. Не определившись с терминами, трудно что-либо согласовать и уложить по полкам. Жонглируя словами "простой, булатный, порошковый, кованый, прокатный" и их сочетаниями можно вводить человека в заблуждение бесконечно долго. Это фразы, которыми оперируют коммерчески продвинутые производители, сути происхождения стали они не отображают, и о свойствах каждого конкретного ножа они ничего не говорят.
Поэтому необходимо чётко разделить понятия: что такое нож кованый и нож не кованый .
Кованый нож , а точнее говоря, кованый клинок - это когда из заготовки стали, неважно какой формы, человеком вручную формуется контур и геометрия клинка, вытягивается хвостовик, оттягиваются будущие спуски.
Применяется такой метод только в условиях единичного производства ножей одним мастером или немногочисленной группой мастеров. С точки зрения целесообразности метод обоснован в случаях :
1. Если изначальная заготовка стали не совсем подходящей формы. Например, из круглого подшипника одним только способом резки клинок не получить.
2. Ковка клинка в чистовой размер как способ экономии материала. Это объединяет как древних кузнецов, которые знали истинную цену сырью для производства оружия и инструмента, так и современных мастеров, бережливо кующих клинки из полосы дорого купленной стали, просто потому что отрезать лишнее и выбрасывать - расточительно.
3. Когда усиленная деформация осуществляется с целью повлиять на некоторые составляющие структуры стали. В частности, если стоит задача несколько раздробить плотные скопления карбидов в сталях с их высоким содержанием и неравномерным распределением.
Кстати, такой подход дробления твердых фаз принципиально характерен вообще для производства сталей с изначально высоким содержанием крупных карбидов и их скоплений - быстрорежущих, некоторых штамповых сталей (не путать слова "штамповый" и "штампованный")
После непосредственного производства, то есть выплавки, в своем самом первичном виде эти стали содержат настолько крупные скопления карбидов, что их подвергают прокатке и ковке, то есть сильной горячей деформации, до тех пор, пока карбиды не измельчатся до определенного размера. Явление называется карбидной неоднородностью и имеет несколько чётко обозначенных степеней.
В противном случае, к примеру, быстрорежущая сталь с недостаточно раздробленными включениями карбидов считается бракованной. Поскольку крупные карбидные включения являются очень твердыми и хрупкими, то зуб пилы, фрезы, или сверло, на режущую кромку которого попадает такой нежелательный фрагмент, обречено на неизбежное выкрашивание.
Если проводить аналогию с ножом, режущая кромка которого геометрически отличается от режущей кромки фрезы, как яхта от ледокола, то для тонкой и острой РК ножа наличие огромных, твёрдых и хрупких элементов в структуре сказывается еще более плачевно.
Это к слову о так называемых "булатах", как исторических, так и новодельных, у которых степень карбидной неоднородности настолько высока, что густые скопления карбидов в виде различных узоров можно без труда разглядеть невооруженным глазом на расстоянии вытянутой руки.
И это в противовес не имеющим никакого узора современным порошковым быстрорежущим сталям, в составе которых содержание сверхтвёрдых карбидов тугоплавких металлов очень велико, но они имеют минимально возможный размер и максимальное распределение, что позволяет таким сталям демонстрировать колоссальные результаты по удержанию остроты режущей кромки.
Ручная ковка стали , в комплексе с другими циклами термообработки, нацеленными на создание необходимой структуры - это метод, позволяющий получить качество ножа, отличное от качеств, свойственных подавляющему большинству других ножей из той же самой стали, но производимых на потоке, к которым применяются стандартные режимы ТО.
Для неискушенных пользователей, разница в стоимости между такими ножами зачастую перекрывает разницу в реальных преимуществах. Поэтому в условиях множественного производства ножей ручная ковка клинков и применение специальных режимов термообработки являются необоснованными с точки зрения экономики предприятия, выпускающего ножи в большом количестве.
Все так называемые "кованые ножи" в условиях современного поточного производства - это когда из прокатного прутка методом ковки на пневмомолоте получают поковку-полосу, из которой потом болгаркой вырезают клинки. После чего, как правило, сразу следует закалка, то есть о какой-либо предварительной термообработке, нацеленной на подготовку структуры к закалке, устранение структурных напряжений после ковки, а так же уменьшение зерна металла, речи не идёт.
Соответственно, совсем не факт, что эти клинки будут лучше, чем так же вырезанные из полос, прокатанных и отожженных сразу на металлургическом заводе, минуя стадию расковки на пневмомолоте из кругляка кузнецом, квалификация которого всегда остается загадкой для покупателя. И хотя в каталогах многих отечественных производителей сегодня можно встретить модели ножей со следами, дескать, "ручной ковки", не обольщайтесь - от того что по заранее вырезанной пластине для рельефа немножко постучали молотком за пару бестолковых нагревов, сталь лучше, увы, не становится.
И тут назревает самый важный вопрос : тогда от чего же всё-таки сталь становится лучше?
Ответ простой: сталь становится лучше от применения осознанной целевой и качественной термообработки. И нужно понимать, что качественная термообработка это не просто хорошая закалка клинка, но весь комплекс мероприятий, связанных с температурным воздействием на сталь, в том числе это относится и к горячей деформации стали.
Причём без громадной принципиальной разницы, происходила ли она под воздействием динамической нагрузки, то есть с ударами молота, либо под более плавным воздействием - при прокате в стане. Поэтому попытка производителя на словах выдать якобы "кованый" нож в качестве заведомо лучшего, нежели прокатный, должна подвергаться здравому скептицизму и вызывать встречные вопросы с просьбой описать технологическую последовательность производства этих хвалёных кованых ножей.
Однако, в жизни между двумя методами горячей деформации, ковкой и прокатом, разница всё же есть. И очень часто она серьёзно сказывается на качестве обрабатываемой стали, а значит и на качестве конечного изделия.
Продолжение следует....







