U jednom mala priča Nemoguće je opisati sve nijanse ovog uzbudljivog slučaja, jer vješti zavarivači pripremaju ne mjesec, a ova vještina dolazi do njih kroz iskustvo. Učinite vješt šavove zavarivač naučiti samo za nekoliko godina. Ipak, vrijedno je dati nekoliko preporuka koje će pomoći kućnim gospodarima da nauče kako zavariti barem na početnom nivou. Poznavanje nekih pravila za rukovanje elektrodama i amaterskim aparatom, amaterski zavarivači već će napraviti ogradu, nadstrešnicu, kapiju ili kapiju.
Saznajući žrtve profesije, stručnjaci mogu odrediti vrstu elektrode, samo ga rado pogledati na njega. Neprofezije, ta znanja u budućnosti vjerovatno ne bi spriječila, već za sada trebaju osigurati preliminarne informacije o metalu elektroda koji se koriste za fuziju. Oni su samo oko 10 vrsta:

Položaj elektrode prilikom dijelova za zavarivanje.
Pored toga, postoje elektrode koji su dizajnirani posebno za rezanje metala, spojeva boja i nehomogenih metala, kao i zavarivanje različitih legura.
Sve elektrode su raspoređene jednako. Njihov štap je zaklon za zaštitni premaz koji podržava paljenje luka zavarivanja i stvara zona bez područja šava. Premaz zatvara štap ne u potpunosti. Jedan kraj je gor da bi se osiguralo stvaranje luka prilikom kontaktiranja površine, druga strana se očisti od premaza za nekoliko centimetara kako bi se elektroda učvrstila na držač. Štapovi su napravljene od različite marke Čelični, pa čak i polimeri, a njihov premaz izrađuje se od fluornističkih kalcijuma, minimalnih i rutilnih kompozicija.
Povratak u kategoriju

Sheme kretanja elektroda za vrijeme zavarivanja.
Da ne biste zapalili metal zavariv, morate biti u mogućnosti pravilno odabrati elektrode. Njihov presjek trebao bi biti izravno proporcionalan debljini povezanih ivica.
Uzgred, debljina elektrode određena je presjekom čelične šipke.
Povratak u kategoriju
Greška koju novaci zavarivači dopuštaju je da ne mogu ispravno pokupiti za zavarivanje trenutne čvrstoće. Izravno ovisi o tome koji se koristi elektroda i koji će se operacija s čelikom izvesti. Ispod će biti trenutni raspon snage koji odgovaraju normalnom radu elektroda različita debljina.

Vrijedno je dodavati da maksimalne vrijednosti pokazuju struju rezanja metala i minimalnu struju njegovog zavarivanja. U praksi se mogu nešto razlikovati, ali odstupanja (male) uzrokuju osobitosti pojedinih aparata za zavarivanje. Optimalni raspon odabran je unutar navedenih vrijednosti. Ako će trenutna biti niža od potrebnog minimuma, neće raditi, jer će se šipka elektrode, kada se obrati na površinu, samo iskre će biti isklesane sa površinom za zavarivanje. Uz struju koja prelazi dozvoljeni maksimum, čelik će se rastopiti i sačuvati.
Evo tablice prepiske i struje:
Općenito, elektrode se uglavnom koriste sa presjekom od 2 do 4 mm, tako da bi se odabir zavarišnih strojeva trebalo izvesti u vezi s tim faktorom.
Povratak u kategoriju

Kvaliteta metalnog zavarivanja nije samo pravilno odabir struje i presjeka šipke. Još uvijek trebate moći ispraviti šipku duž šava, držite ga pod potrebnim uglom i spriječite pregrijavanje zglobova ili preranog prigušivanja luka. Početni dodir štap do zavarenih ivica trebao bi biti poput blage dodirivanja ili vatre vatrene utakmice. Nakon formiranja luka, elektroda ne treba pritisnuti na zavarene površine. Udaljenost između njegovog vrha i metala treba biti od 2 do 5 mm. Postepeno (i prilično brzo) naučite kako da biste izdržali potrebni jazTako da štap nije usna, a luk ne ide.
Ruka zavarivača treba biti opuštena. To će omogućiti elektrodi ne u pravoj liniji, ali sa lakim valnim pokretima (baš kao što slastičar postavlja kremu za tortu), tada su susjedne površine ne bile jednostavno dovoljno vruće, ali pouzdano se međusobno izobliče. Ponovite štap bez uključivanja uređaja. Dodirnite ih čelik, malo usporite ruku, povucite elektrodu uz imaginarni šav. Držite elektrodu u ravninu okomito na čelični lim, ali u odnosu na šav, štap mora biti odbijen iz okomiče na 10-15 stepeni.
Elektroduvaovaya zavarivanje je metoda povezivanja metalnih dijelova, u kojima se kombinirani dijelovi rastopili lučnim pražnjenjem u zoni njihovog kontakta, nakon čega slijedi učvršćivanje i formiranje u blok vezu. Izvor topline za luk zavarivanje To je luk za zavarivanje - električno stabilno pražnjenje u joniziranoj mješavini pare materijala i gasova, karakteriziranih visokom tekućom gustoćom strujom i visokom (4500-6000 ° C) temperaturom, superiorne do talište svih poznatih metala.
Da bi formirao luk i održavanje njegovog paljenja, u prostoru između elektrode i metala za zavarivanje, moraju biti pozitivne i negativno nabijene čestice - elektroni i joni. Proces njihovog formiranja, nazvan jonizacija, provodi se tokom paljenja luka i kontinuirano je podržan tokom izgaranja.
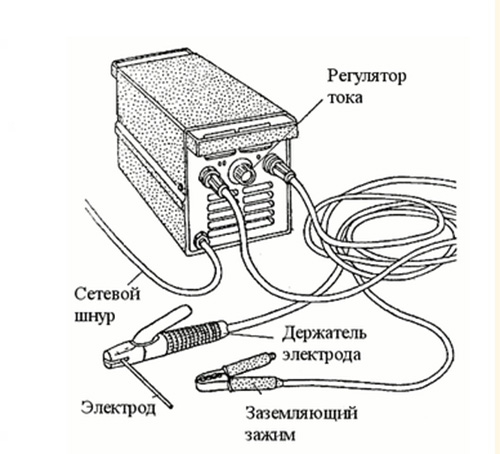
Na donjoj slici prikazuje dijagram za zavarivanje luka i proces formacije šava. Pod utjecajem visoke temperature Arcs (1) Elektroda se rastopi (2), njegovi premazi (6) i zavareni metal (3). Na mjestu se nalazi za zavarivanje (4), u koje se prenose kapi rastopljene elektrode (5). Rastopljeni premaz (6) formira plinski oblak (7) i šljake (8), zaštitu metala od učinaka kisika i azota. Kako se elektroda napreduje, metal se hladi i kristalizira, formirajući zavarivanje (9) sa šljakom (10) na površini.
![]()
Prije nego što započnete sa radom sa mašinom za zavarivanje, potrebno je očistiti zavarivač iz stranih supstanci i zagađenja - ulja, boja, hrđe, razmjera itd. Prisutnost njih na metalu dovodi do kršenja homogenosti šava i formiranje pora. Pročišćavanje se vrši bilo koji odgovarajući alati i materijali - metalna četka, čekić, krpe sa otapalom (na primjer benzin). Teško zagađenje može se tretirati plamenom plinski plamenik (Lamper lampica) sa naknadnom četkom za čišćenje.

S metalnom debljinom preporučuje se više od 3 mm kako bi se rezanje ivica, što vam omogućava da izvršite šav prolazeći tokom debljine metala. Rezanje omogućava dobrodošli s nekoliko šavova (slojeva) malog dijela, to smanjuje napone i deformaciju i poboljšava strukturu zavarenog spoja.
Ugao reza može biti različit - od 25 do 50 °, ovisno o debljini metala, vrsti veze i zahtjevima za čvrstoću šava. Kod kuće, prilikom rada s malim detaljima, rez je najlakše nastupiti stroj za oštrenje. Kada radite s detaljima velikih veličina, možete koristiti gas rezač. Ako se rez iz bilo kojeg razloga ne može učiniti, struja zavarivanje povećava se za metalni trener.
Deformacija se bori uz pomoć teške montaže i zgrabi. Povezani dijelovi su fiksirani u određenom položaju pomoću stezaljki, stezaljki, estriha i drugih uređaja. Ali čak i fiksni proizvod možda nije priča, ako ne postoji u potrebnim mjestima "GRABS" - kratke šavove malog dijela na različitim mjestima izgradnje. Potonje bi trebalo biti postavljeno na takav način da se napredovi šavova međusobno nadoknađuju. U stražnjim vezama, na primjer, hvataljke su izrađeni od različitih strana dijela.
Fizička priroda jačeg zagrijavanja metala sa "direktnom" polarnošću je da protok elektrona koji predstavljaju električne struje premješta iz "minus" do "plus", od katode do anode (u ovom slučaju) - do zavarivanja metala), prenoseći je vaš energetski pokret i grijanje pored grijanja iz električnog luka.
Ponekad postoji potreba za smanjenjem zagrijavanja metala - prilikom zavarivanja tankog zida (kako bi se izbjegli njihovi luk) ili legirani čelici (kako bi se spriječilo paljenje legiranih elemenata). U ovom slučaju, upotreba reverze polariteta, povezivanje elektrode na "+", a materijal za zavarivanje je "-". U ovom slučaju, protok elektrona mijenja svoj smjer i zagrijava više metala, već elektroda.

U oznaci nekih elektroda postoji naznaka polariteta veze koja treba poštivati. Ali, u suštini, bilo koja elektroda može raditi s različitim polaritetom, osim za kvalitet zavarivanja razlikovat će se. Ako je "izvorni" polaritet elektrode nepoznat, morate raditi s njom, mijenjajući ga odabirom one u kojem je osiguran najbolji kvalitet zavarivanja.
Požar dougie. Luk se može pojaviti ili u slučaju raspada plina (zraka), ili kao rezultat kontaktiranja elektroda, sa njihovim naknadnim zadatkom na udaljenosti od nekoliko milimetara. Prva metoda (kvar zraka) moguća je samo pri visokim naponima, na primjer, na naponu od 1000V i jaz između elektroda u 1 mm. Ova metoda zvjerstva se obično ne primjenjuje zbog opasnosti od visokog napona. Kada se stručna snaga napaja visoki napon (više od 3000V) i visoke frekvencije (150-250 kHz), moguće je dobiti raspad zraka tijekom jaza između elektrode i dijela do 10 mm. Ovakav način paljenja luka je manje opasan za zavarivač i često se koristi.
Drugi način paljenja luka zahtijeva razliku u potencijalima između elektrode i proizvoda 40-60V, pa se najčešće primjenjuje. Kad elektroda dođe u kontakt s proizvodom, stvara se zatvoreni lanac za zavarivanje. Trenutno kada se elektroda ukloni iz proizvoda, elektroni koji se zagrijavaju iz kratkog spoja s katodnom spotovima, pretučeni iz atoma i elektrostatičke atrakcije prelaze na anod, formirajući električni luk. Luk se brzo stabilizira (za vrijeme mikrosekunde). Elektroni koji izlaze iz katodnih tačaka ionizirani su gazom plina, a u njemu se pojavljuje struja.
Brzina paljenja luka ovisi o karakteristikama napajanja, na snazi \u200b\u200bstruje u trenutku kontaktiranja elektrode s proizvodom, u vrijeme njihovog kontakta, iz sastava plinskog jaza. ARC avibrana stopa utječe, prije svega, zavarivanje trenutne vrijednosti. Što je veća vrijednost struje (s istim promjerom elektrode), veća vrijednost presjeka katode postaje i veća će biti trenutna na početku paljenja luka. Velika elektronska struja uzrokovat će brzu ionizaciju i prijelaz na stabilan lučni pražnjenje.
Smanjenjem promjera elektrode (I.E., s povećanjem tekućine), vrijeme prijelaza na stalni luk dodatno je smanjen.
Polaritet i rod trenutne aktuelnosti utječu na stopu paljenja luka. Uz stalnu struju i obrnutu polaritetu (I.E., plus tekućeg izvora povezan je sa elektrodom), stopa luka je veća od kada naizmjeničnu struju. Za AC, napon paljenja mora biti najmanje 50-55V, za DC - najmanje 30-35V.
Ponovljena paljenja zavarivačke luka nakon izblijedjenja zbog kratkih spojeva sa kapi elektrode metala, pojavit će se spontano ako je krajnja temperatura elektrode dovoljno visoka.
Najpogodniji način za izkrivanje luka cvrkuva vrh elektrode za metal. Uz ovaj pokret nastaje luk, a premaz se počinje rastopiti. Ovo ne zabija elektrodu. Kako ne bi ostavili tragove na čistom metalu, potrebno je chirkhat duž budućeg šava pomicanja elektrode na početak.
Ako postoji dah na savjetu, treba ga začepiti, kucanje elektrode za metal - poželjno je za koji "masa" nije povezana, u protivnom se elektroda može držati elektrode. Ako je vrh elektrode pretjerano gol, kako bi se izbjeglo da se strši, potrebno je nekoliko puta razjasniti da bi se rastopili goli metal.

Izbor promjera elektrode i snage struje zavarivanja. Prečnik elektrode i struje je odabran, prije svega, uzimajući u obzir debljinu zavarenog metala. Da biste u početku odabrali promjer elektrode i trenutne sile, možete koristiti sljedeću tablicu, vrijednosti u kojima odgovaraju donji šav.
Snaga struje zavarivanja označena je u karakteristikama elektrode na ambalaži.
Prilikom obavljanja zavarivanja u vertikalnim i stropnim položajima, elektrode se koriste promjerom ne više od 4 mm. Ako postoji vrhunska ivica ili je potrebno plakati jaz između dijelova, korijenski šav se može izvesti elektrodom manjeg promjera - 2,5-3 mm.

Procijenjena vrijednost konstantne struje zavarivanja može se izračunati formulom I \u003d K D, gdje I. - Trenutna snaga Do - koeficijent, d. - Prečnik elektrode. Koeficijent Do Odabire ovisno o promjeru elektrode.
Ovaj izračun omogućava vam da odredite vrijednost struje za donji šav prilikom zavarivanja s DC-om. S promjenom ovih uvjeta, u formuli treba napraviti promjene:
Optimalna strujna vrijednost mora biti besprijekorna za vrijeme rada ovisno o specifičnim uvjetima.
Ako se zavarivački transformator ili ispravljač koristi kao trenutni izvor, stvarna struja struje može se razlikovati od napona napajanja instaliranog na uređaju. Ako je nizak (na primjer, na primjer, a stvarna struja zavarivanja bit će niža od vrijednosti da prebacivanje prebacivanja prebacivanja ukazuje.
Prilikom kuhanja vertikalnih šava odozdo prema dolje trenutna čvrstoća postavljena je na 5-10A više nego za zavarivanje odozdo prema gore.
Utječe na potrebnu trenutnu snagu i vrstu zavarene veze (shema složene jedinice). Priključak za zavarivanje zahtijeva manju struju od zavarivanja. Zakasujući spojevi koji zahtijevaju veću toplinu tijekom zavarivanja trebaju povećati struju za 10-15% u odnosu na zavarivanje priključka.
Termička provodljivost zavarenog čelika također utječe na potrebnu trenutnu vrijednost. Što je viši, intenzivniji je metal hlađen u lučnoj oblasti, što je veća trenutna će biti moć osiguranja dobrog inkvizicije. Stoga bi prilikom zavarivanja klomolibddena i kromoksilne struje trebali biti 10% i 20%, odnosno manje od malog ugljičnog čelika, jer potonji ima veću toplotnu provodljivost.
Kada zavarivanje, proizvod iz metala različitih debljina Trenutna sila mora odgovarati donjoj granici za veću debljinu.
Radite sa aparatom za zavarivanje u malom i velikom struju. Ako je struja mala, glavni metal se zagrijava nije dovoljno, kadu je statična, ne želi širiti, oblikovati Wobble na granici šavova, teška šljaka ispunjava luk. Ako više nema povećanja struje, morate aktivno pomicati elektrodu sa strane na stranu, a da ne dajete šljaku na luk.
Ako je struja velika, glavni metal to se jako zagrijava, šljaka postaje previše tečna, a kadu je preterano pomična, teško je kontrolirati tako kupku. Metal može pljusnuti kroz rubove šava, uzrokujući prskanje. Takođe će biti prebrzo rastopljena elektroda, stvarajući dodatne neugodnosti. U ovom slučaju potrebno je smanjiti trenutnu ili povećati brzinu pokreta elektrode, na taj način smanjenje temperature osnovnog metala.
Kontrolišite kupku sa povećanom strujom teže je nego u normalnom. Međutim, s nabavkom iskustva kada će rad aparata za zavarivanje postati uobičajeni i jednostavan posao, možete povećati struju zavarivanja, ubrzavajući u isto vrijeme brzina kretanja elektrode. To će povećati produktivnost. Pored toga, visoka struja povećava metalni protok i pruža glatkiju šav.
Elektroda se mora držati pod uglom od 90-45 stepeni u vodoravnu (prema šavu). Ugao od 75 stepeni je najpovoljniji. Njegova optimalna vrijednost ovisi o tome koji se preuzme sredstvo za obrazac.
Vertikalna je struja elektroda, što se metal više podešava, a šav se dobija manje konveksnog. To je uzrokovano činjenicom da luk vrši pritisak na metalno kupanje, prisiljavajući ga na širenje. Nagnuta elektroda za silu luka čini penjanje i postaje konveksni.

Preveliki nagib vodi do malog nosača, vrlo konveksan šav i nepravilno topljenje premaza. Vožnja ugao nagiba može se formulirati različito na konveksnosti i dubini propaljavanja šava.

Formiranje kupanja. Nakon paljenja luka trebate zagrijati metal i oblikovati kupku. Za ovo napravite 2-3 male zakreće oko početne točke šava. Pored zagrijavanja metala i formiranja kupke u ovom trenutku, formiranjem atmosfere zaštitne pline, neophodno da se u šavovima ne pojavljuje u šavovima.
Kontrola jaza između elektrode i metala. Možda je najvažnija tehnologija zavarivanja kontrola jaza između elektrode i metala. Zadatak je kompliciran činjenicom da je elektroda skraćena u procesu rada, a potrebno je stalno niži dolje da drži stalni zazor. Potrebno je savladati ovu umjetnost. Održavanje ispravnog jaza pomoći će u obliku kvalitetnog, izdržljivog šava.
Ako je klirens mali, glavni metal je jako grijan, a šav se dobija konveksnim sa ne-avionom duž ivica. Ako je klirens velik, luk počinje "skakati", što dovodi do lošeg dobavljača i nepažljivog, krhkog šava. Normalni jaz pruža dobru provinciju, gladak šav, fuziju njegovih ivica s metalom. Dužina luka mora biti umjereno kratka - ne više od debljine presvučene elektrode, obično oko 3 mm.

Učinak duljine luka na kvalitetu zavara: kratki, dugi i normalan luk.
Formiranje brijanja. Za pravilno formiranje šava, kada se elektroda održava, istovremeno s translacijskim pokretom potrebno je napraviti kružni ili zigzag pokreti u odnosu na liniju šava.

Brzina elektrode (brzina zavarivanja) trebala bi biti takva da je rastopljeni metal dovoljan da formira šav. Ako nije dovoljno, subseti će ostati - utor duž ivice šava (vidi nedostatke zavarivanja).
Ako se elektroda prebrzo pomiče, luk nema vremena za zagrijavanje metala, šav se nalazi na vrhu bez propaštanja osnovnog metala. Ako se elektroda prelazi presporo, glavni materijalni pregrijavanje formira se višak rastaljenog metala, a kupa za kupke.
Uz brzinu pokreta elektrode, struja je također vezana. Visoka struja povećava protok i omogućava elektrodu većom brzinom. Što je veća struja, s većom brzinom, elektroda treba provoditi i obrnuto. Kada brzina kretanja odgovara snazi \u200b\u200bstruje, ivice šava dobijaju tankim, dobro prekrivenim sa glavnim metalom, sama šav izlazi izdržljiva i lijepa.

Vertikalni šav. Položaj u prostoru se udvajaju donji, strop, vodoravni i vertikalni šavovi. Prva dva nalaze se u horizontalnim avionima, potonji - u vertikalu.
Vertikalni šavovi mogu se kuhati na dva načina - krećući se prema dolje ili odozdo prema gore. Toplina luka ide iz mjesta zavarivanja, tako da osigura da se osigura dobro prodor pri zavarivanju od vrha do dna, morate malo više instalirati (za 5-10A) nego za zavarivanje prema gore.

Promjenom nagiba elektrode možete držati kupku da padne, pritiskajući ga na snagu luka. Ako i dalje padne, morate povećati brzinu kretanja, povećavajući malo struje i napravite elektrodu pokreta sa strane na stranu, širenjem šava.
Inače, izvršenje vertikalnog šava vrši se prema istim pravilima kao i donja - zavarivanje se vrši s kratkim lukom sa cik-om cirkularnim prijedlogom. Brzina kretanja odabire odgovarajuća struja.
Horizontalni šav. Tehnologija zavarivanja omogućava održavanje vodoravnog šava i s lijeva na desno i desno lijevo. Prva metoda (lijevo na desno) prikladni je za desnu ruku. Elektroda drži okomit na šav ili blago nagnuto. Neivet, veliki nagib će gurnuti kupku s svog mjesta. Ako se rastopljeni metal padne, morate se brže kretati, smanjujući zagrijavanje osnovnog metala ili napraviti "preklapanje" - kretanje elektrode gore. Ako iskustvo za zavarivanje nije dovoljno, bolje je napraviti tanji šarki, ako je potrebno, širi ga s drugim prolazom.

Stropni šav. Kada se izvrši stropna šava, elektroda se drži okomito na strop. Luk mora biti kratak, brzina je konstantna. Da biste zadržali metal u šavovu, možete napraviti male kružne pokrete na bočno, širenjem šava. Stropni šavovi smatraju se najtežim tehnologijom zavarivanja. Oni bi trebali početi, samo steći vještinu proširenja donjeg, horizontalnog i vertikalnog. Bez praktični rad To se ne postiže. Konačno, samo praksa može naučiti kako zavariti metal brzo i efikasno.
Slatko metalno zavarivanje. Slatki čelični zavarivanje zadatak je povećane poteškoće zbog rizika od opekotina. S posljednja se bori na različite načine.

Općenito, prije zavarivanja vrlo tankog čelika, preporučljivo je vježbati na posebnom komadu da prilagodi vlastitu reakciju na uvjete zavarivanja. To će izbjeći gnjavažu snagom spaljenih rupa.
Na primjer, bakar zbog velike toplotne provodljivosti zahtijeva veću energetsku koncentraciju u zoni zavarivanja od ostalih metala, a ako je dio masivan, a zatim bez prethodnog zagrijavanja nije potrebno. Bakar za zavarivanje.
Aluminij je težak materijal za zavarivanje zbog pojave oksidnog filma na površini kapi rastopljenog metala, što ih sprečava sa fuzijom. Aluminijum zavarivanje.
Liveno gvožđe krhke i od značajne temperaturne razlike može puknuti, a velika količina ugljika dovodi do nepoželjnih hemijskih procesa. Zavarivanje livenog gvožđa.
Nehrđajući čelik ima nisku toplinsku provodljivost i za zavarivanje zahtijeva manju struju nego za uobičajeni čelik. Također su potrebne akcije za očuvanje antikorozivne nekretnine. Zavarivanje od nehrđajućeg čelika.
Titan zahtijeva vrlo temeljitu zaštitu od zračnih gasova. Titanijum zavarivanje.
Kada koristite sadržaj ove web stranice, morate staviti aktivne veze na ovu stranicu vidljivi od strane korisnika i pretraživanja robota.
Često priključiti metalne dijelove ili fragmente dijelova. Postoji nekoliko načina da se dobije željeni rezultat. Najčešće se električna metoda zavarivanja koristi za spajanje željeza i čeličnih dijelova.
Kako kuhati električno zavarivanje? Da biste razumjeli princip, morate se sjetiti fizike iz školskog programa. Jedna od žica za zavarivanje je povezana na radni detalji. Kad elektroda dolazi u kontakt s ovom površinom, u mjestu kontakta formira se indukcija, koja je ulijevana rastopnim metalom dok se elektroda premješta. Rubovi metalnih dijelova rastopljeni su pod djelovanjem ogromnih temperatura i pretvaraju se u jedan cijeli broj.
Proučavajući kako kuhati metalno zavarivanje, vrijedi naučiti nešto o samoj metodi. Udaljenost i električni impuls visoke temperature između detalja i elektrode nazivaju se luk. Postoje dva načina za stvaranje takvih uvjeta:
Rezultirajući luk ne bi trebao izlaziti. Ako se i dalje dogodilo prije nego što se električni zavarivanje nastavlja, šavovi se moraju očistiti od razmjera. Zanemarivanje ovog pravila dovodi do formiranja rupe.

Izračun odgovarajuće debljine elektrode prikazat će se u praksi kako naučiti kuhati električnim zavarivanjem. U slučaju nedovoljne struje, elektroda će se kliznuti, a luk će izaći. Sa velikom strujom, metal će se posipati i izgorjeti. Ako koristite zavarivač, elektroda u 1 mm odgovara struji u 30-35 A. Kada koristite elektrodu u 3 mm odgovara trenutnom u 80. A. Ako se struja poveća, glačalo se može smanjiti.
Elektrode su odabrane uključujući hemijski sastav Metal. Postoji nekoliko vrsta ovog aditivnog materijala:
Svi su označeni indeksom i brojevima koji označavaju da je za metal koja tvrdoća i debljina namijenjena za svaku vrstu.
Saznajući kako pravilno kuhati električno zavarivanje, potrebno je zapamtiti da elektrode moraju za pripremu visokokvalitetnih šavova, elektrode moraju odgovarati debljini metala.
Tanki metal (od 1 do 3 mm) Pridružite se priključnici bez praznina i aditiva, postižući dobru službu usklađenih ivica.
Za bolje uklapanje zglobova debljih listova (od 3 do 8 mm), ivice moraju biti ukrašene pod pravim uglom. Između listova ostavljaju jaz na 2 mm. Materijal s debljinom 8 mm povezan je dvostranim zavarivanjem. Za povezivanje debljih aviona, ivice su režene sa kosijom.
 Obuka za kuhanje električnog zavarivanja, započinje najjednostavnijim procesima.
Obuka za kuhanje električnog zavarivanja, započinje najjednostavnijim procesima.
Jednom odjednom, kao iskustvo dobivanje iskustva, šavovi će se pokazati da su svi manji i oprezni.
 Kako kuhati vertikalni električni zavarivanje šava? Glavna stvar je započeti, promatrajući sve preporuke. Vertikalne šavove zavarivanja slične su vodoravnom radu, samo malo teže. Birneti su ugrabljeni na dva ili tri mesta. Tada zavarivanje vodi samo odozdo prema gore, zalijepim kap kap. Postepeno, cijeli jaz se izliva vrućim metalom. Kako naučiti kuhati električno zavarivanje? Izazov je ispuštanje i rubova, topljenjem ih zavarivanjem luka, istovremeno režijom metalnih kapi elektrode okrenuta na stanje tečnosti.
Kako kuhati vertikalni električni zavarivanje šava? Glavna stvar je započeti, promatrajući sve preporuke. Vertikalne šavove zavarivanja slične su vodoravnom radu, samo malo teže. Birneti su ugrabljeni na dva ili tri mesta. Tada zavarivanje vodi samo odozdo prema gore, zalijepim kap kap. Postepeno, cijeli jaz se izliva vrućim metalom. Kako naučiti kuhati električno zavarivanje? Izazov je ispuštanje i rubova, topljenjem ih zavarivanjem luka, istovremeno režijom metalnih kapi elektrode okrenuta na stanje tečnosti.
Možete pivati \u200b\u200bšavove bez kapi, već takozvani "osam", ali to se može nositi samo sa iskusnim stručnjakom. Dakle, ako je zanimljivo znati kako naučiti kuhati vertikalni šav električnim zavarivanjem, preporučuje se gledati rad iskusnog zavarivača, slušati savjete majstora. Ali tada tada samostalno započeti proces.
 Ispravno učinite takozvani "tavra" šav nije tako jednostavan kao što naučite kuhati električnim zavarivanjem. Ovaj se šav koristi ako je potrebno da se obvezuju detalji ispod različiti uglovi. Metalni dijelovi su instalirani tako da zavarivanje teče u sam ugao. Zavareni dijelovi zabilježeni od strane "Vrateća" zgrabe se sa suprotnih strana. Pored toga, jedan rub komada je postavljen nešto višim. Pokretanje postupka zavarivanja s donje ivice. U ovom slučaju pažljivo slijedeći upute, kako kuhati električno zavarivanje, kvaliteta zavarivačke šav može se značajno poboljšati.
Ispravno učinite takozvani "tavra" šav nije tako jednostavan kao što naučite kuhati električnim zavarivanjem. Ovaj se šav koristi ako je potrebno da se obvezuju detalji ispod različiti uglovi. Metalni dijelovi su instalirani tako da zavarivanje teče u sam ugao. Zavareni dijelovi zabilježeni od strane "Vrateća" zgrabe se sa suprotnih strana. Pored toga, jedan rub komada je postavljen nešto višim. Pokretanje postupka zavarivanja s donje ivice. U ovom slučaju pažljivo slijedeći upute, kako kuhati električno zavarivanje, kvaliteta zavarivačke šav može se značajno poboljšati.
 U nedostatku iskustva, proučite kako kuhati cijev električnim zavarivanjem, bolje na gustom metalu. Ovisno o debljini zida cijevi napravite nekoliko prolaza. Višeslojni zavarivanje se poboljšava mehanička svojstva Dobiveni šav, veza postaje jača.
U nedostatku iskustva, proučite kako kuhati cijev električnim zavarivanjem, bolje na gustom metalu. Ovisno o debljini zida cijevi napravite nekoliko prolaza. Višeslojni zavarivanje se poboljšava mehanička svojstva Dobiveni šav, veza postaje jača.
U početku zavari semir na jedan način, a zatim u drugom. S metodom održavanja šava "odozgo prema dolje" koristite 4 mm elektrode koji imaju organsko prskanje. Sa kratkim lukom, naslonjen na formirani "vizir", konzole su vodeće male poprečne oscilacije.
Kada radite u metodi "odozdo prema gore" oštro smanjite brzinu. Zapali poprečnim oscilacijama elektrode izrađeni su od 3-5 mm.
Na cijevima je unapred priprema i raspada sav materijal na tablici zavarivanja ili stalku. Tada su u sredini i zategnuti da bi se dobili odobrenje potrebne za zavarivanje. Sakupljeni zglobovi su se međusobno uhvatili.
Cijevi s malim promjerom povezane su kontinuiranim zavarivanjem, s velikim promjerom - isprekidanim putem. Nakon završetka svih procesa zavarivanja, metalna površina čisti se iz razmjera, smrznutih prskanja, šljake. Izvodi se kontrolna inspekcija za otkrivanje pukotina ili koroda koji se pojavljuju ili pore. U prisustvu slabo zavarenih mjesta obnovljena je obnova šava.
Za svoju sigurnost morate raditi za vrijeme zavarivanja u rukavima za sudenje i rukavice, u masku za zavarivač, u kizu ili gustim kožnim cipelama i u pamučnom ogrtaču. Budite sigurni da biste bili u blizini aparata za gašenje požara ili posuda za vodu.
Prije nekoliko desetina godina nije bilo takvog da sami ljudi mogu odabrati kako kuhati metal. Bilo je jednog ili dva načina. Sada, u eri tehnološkog napretka i zahtjeva za kvalitetu materijala, postoje mnoge metode zavarivanja metala. Najoptimalniji i efikasniji je za zavarivanje ARC aparata. Oni koriste najveći broj Ljudi, tako da je ovo najpopularniji.
Prednost lučnog zavarivanja je temperatura luka koja doseže više od 5 hiljada stupnjeva. Garantuje zavarivanje apsolutno bilo kojeg materijala, jer se može rastopiti čak i najviše jak materijal. Najviša temperaturna zona fokusira se u lučnom pražngu. Smjer luka može se promijeniti na ravnom luku i indirektno valjano.
Razmislite o razlikovanju između luka izravne akcije i indirektnog. Vatra između metala zavarivanja i elektrode karakterizira zavarivanje sa lukom izravne akcije. Indirektni luk počinje da gori između samih elektroda. U ovom se slučaju metal za legure ne obrađuje strujom zavarivanja.

Možete osvijetliti luk samo kad struja teče kroz osnovu elektrode, a kraj elektrode dolazi u dodir s metalom. Nakon toga luk počinje da gori između metala, koji se rastopi u procesu i, bazu elektrode. Nakon toga, ovaj luk, temperatura se trenutno pojavljuje, a metal se počinje rastopiti. Istovremeno s metalom topline, topljenje i elektroda.
Metalni metal ima malu depresiju i formira zavarivanje.

Tamo se i dalje rastopi sa premazom odabrane elektrode. Kada se elektroda rastopi, oko kupke se formira određeni plinski sloj koji štiti šljaku. Ako se ne primjenjuje na elektrode posebno razumljive, rastopljeni metal ne bi bio zaštićen šljakom. Kada, iz nekog razloga, u procesu trenera nije potreban šljak zaštitni gas, moguće je predvidjeti i odabrati elektrode koji se ne liječe mineralnim česticama i različitim ferolinima. To su ovi premazi elektrode, prilikom topljenja, dat će potrebnu zaštitu plina iz vanjskog okruženja.
ARC zavarivanje ne stoji na licu mjesta, ali se kreće kao dobavljač. ARC pomak uzrokuje hladno mjesto i očvršćuje ga. Nakon hlađenja, šav za zavarivanje bit će vidljiv, imajući malu šljaku, što podseća na koru.
Danas postoji velika količina različiti materijali, zahtjevi za svojim trenerom na teško dostupnim mjestima, tako da su zahtjevi za aparat za zavarivanje vrlo ozbiljni. To je uticalo na broj različitih mašina za zavarivanje, koji se već mogu podijeliti u vrstu varijabnog ili istosmjernog izvora na tri glavne vrste.

Ovo je najlakše rješenje, za dobivanje željene struje. Načelo njegovog rada je smanjiti mrežni napon, optimalnoj, za rad zavarivačke mašine, s kojim se mora nositi sa svojim glavnim dijelom - transformator. Nemoguće je dobiti stalnu struju na izlazu pomoću transformatora, jer može omogućiti da daju samo varijablu. U radu je često potrebno regulirati snagu trenutno ugledne struje, koji proizvođači nisu zaboravili, opremili uređaj tako da se premještaju primarno i sekundarno navijanje, struja se mijenja struja. Iako, pored ove metode postoji nekoliko drugih. Ali zato što se koriste izuzetno rijetko, nema potrebe detaljno govoriti o njima.

Transformator za zavarivanje ima sve potrebne mogućnosti kako bi se skuhali visokokvalitetni i tačno, pod uslovom da se na njega odabiru posebne elektrode za AC. U ovom slučaju su šanse visokokvalitetnog metalnog trenera samo povećavaju. Budući da je razgovor nastao o kvaliteti i efikasnosti uređaja, jednostavno se ne može zaboraviti na efikasnost (efikasnost). Činjenica je da transformator zavarivanje doseže odlične rezultate - 90%. Uvijek i svi uređaji različitih aplikacija će biti gubitak efikasnosti (grijanje, vanjsko okruženje), a 10% je relativno mali postotak. Vrijedno je spomenuti da će samo za hlađenje trebati mnogo napora, ali zavarivanje ima vrlo snažni navijačisposobni za hlađenje temperature stotine puta.

Šta bi mogla biti najvažnija efikasnost zavarivanja transformatora? Naravno, njezina cijena i izdržljivost. Iznenađujuće, ali cijena je niska i potpuno opravdava, a vrijeme rada opreme je glavni plus i adut Trump kartice za zavarivanje transformatora.
Njihov glavni cilj je izravnati napetost, pretvoriti i napraviti stalnu struju koristeći netralni. Struktura ovih uređaja je vrlo jednostavna: jedan trenutni transformator za smanjenje, diodni blok (ispravljač) i sustavi za podešavanje zaštite, kao i početak. Ako usporedite sastav ovog ispravljača sa komponentama zavarivanja transformatora, apsolutno je potrebno naglasiti da su ispravljači složeniji od transformatora. Koje je njihovo dostojanstvo, jer je direktno u praksi - rade mnogo stabilnije - struja zavarivanja i luk imaju bolje karakteristike.

Ako je kvaliteta rada ispravljača mnogo veća od prethodnog, tada je kvaliteta nastalog šava značajno bolja.

Ne može se reći o lošoj kvaliteti šavova u transformatorima, međutim ispravljači čine ga još boljim i pouzdanim. Male minuse Ovdje su i dalje prisutne: velika težina ispravljačkog uređaja i djeluje pod vrlo velikom napetošću, što utječe na pogoršanje napona u mreži, tokom svog rada.
Takođe se dešava da za normalnu operaciju 50 Hz stres nije dovoljan, a upotreba transformatora, kao i ispravljači u nekim situacijama nemoguće je. Zbog toga, zahvaljujući trenutnim tehnologijama, novo, široko proizvedene su još mnogo moćnije mašine za zavarivanje. Oni se nazivaju pretvaračem i rade pod učestalošću više od 500 Hz.

Za prijenos energije, impresivni transformator veličine nije potreban, a dovoljno mali, koji će cijelo vrijeme osigurati protok DC-a. Da biste uspoređivali, sve dok se transformator snage ponderira manje, potrebno je odbiti iz svojih identičnih parametara trenutne čvrstoće. Transformator za napajanje Da biste generirali trenutnu u 160a, nije potrebno težiti 20 kg i više. I to smanjuje težinu kompletne montaže pretvarača 5-7 puta. Dok uobičajeni transformator ne izbegne nekoliko desetina kilograma mase.
Težina potpuno opremljenog pretvarača ne prelazi 8 kg (to se događa manje, ali ne i više). Vrlo je zgodan i kompaktan, jer se transport uređaja troši mnogo manje napora.
Inverterske komponente su malo slične ispravljaču.

Inverter uključuje mrežni filter, dva ispravljača, izmjenični pretvarač napona koji radi na vrlo visokim frekvencijama i potonjem - upravljačkim krugom. Oni mogu mnogo duže raditi, bez pauze, jer je njegov rad takav šta je više stabilan. Pored toga, pretvarač omogućava da se zavarivač proširio da odabere struju zavarivanja. Prekidač se nalazi na samom pretvaraču i može se tačno premjestiti na različite vrijednosti Tekuće snage. Jednostavno je potrebno ako trebate kuhati s tankim elektrodama.
Kada odaberete bilo koju vrstu zavarivačke mašine, morate se fokusirati na raspon dozvoljenih promjena u struji zavarivanja. To je ovaj pokazatelj koji ukazuje na njegovu aktivnu moć. Mnogo ovisi o širokom rasponu: izbor elektroda (veliki raspon omogućava upotrebu elektroda velika veličina, ali isto tako i mali). Važno je koliko će uređaj brzo moći osvijetliti luk, od ovome u određenoj mjeri, produktivnost rada ovisi. Kako razumjeti da li će ovaj uređaj brzo osvijetliti luk ili liječiti? Vrlo jednostavno, ovi su parametri posebno naznačeni u specifikacije Bilo koji strojevi za zavarivanje u stupcu - bez praznog hoda. Preporučena vrijednost ovog parametra je 60 - 80 V, ako je još bolje, a luk će se odmah osvijetliti.
Rijetko postoje aparat za zavarivanje ugljen-dioksidkoji se nazivaju poluautomatikom.
Oni imaju profesionalni kvalitet Metalna gruda, radite sa dovoljno tankim metalnim listovima. Trošak poluautomatskih stvari su vrlo impresivni, tako da nisu uobičajeni u kućni proces Zavarivanje i široko korišteno na odgovornijem i velikom nivou.
Bez obzira na to aparat koristili zavarivač, transformator ili inverter zavarivanjeSve isto neće moći pokrenuti postupak bez sastavnog dijela zavarivačke mašine - elektrode. A onda je sljedeća faza za uspješan proces procesa izbor elektroda prema određenim zahtjevima i, ovisno o metalnim materijalima.
Elektroda je slična tankim metalnim štapićem sa zaštitni premaz. Dakle, u stvari je, elektroda je najprirodnije metalni štap, a formirani premaz - ferololozi i minerali. U procesu metla i formiranja zavarivačke kupke, oni će ga zaštititi, stvarajući sloj zaštitnog plina, kroz koji zrak neće moći dobiti i oksidirati zavarivanje.

Elektroda se mora rastopiti u procesu zavarivanja i topljenje potrebno mesto metalni lim. To se provodi donošenjem struje znatne vrijednosti samom elektrode. Električna energijaŠto pogodi elektrodu, počinje proći i doći do mjesta na kojem se ubrzo formira šav, zbog činjenice da će elektroda dodirnuti metalni lim.
Elektrode variraju prema vrsti:

Elektrode su nestandardni, a postoje svi mogući promjeri i dužina. Ovisno o zadacima i složenosti zavarivanja, odabranim ili malim dužinama, što smanjuje napon, ili dugo - njihov glavni zadatak je povećati otpor.
Ne znaju svi da zavarivači razlikuju elektrode: profesionalno i obične. U poluautomatskom zavarivanju koriste se samo prvi. Ovo su volfram elektrode, plazma. Princip rada je isti - topljenje, raspoređuju zaštitni gas.

Premaz elektrode, kao što je već poznato, štiti zavarivačku kupku iz agresivnog učinka zraka, ali također pomaže u izgaranju luka stabilnijim. Na elektrodama možete vidjeti razno premazivanje: kiselo, osnovna, celulozna i druga, niska korištena.
Najvažnije, odabir elektroda - kupujte samo one koji će odgovarati ciljevima zavarivanja. Izbor mašina za zavarivanje direktno mijenja vrstu elektroda. Najčešće se koriste WINI-13 / NJ / 12x13 marke elektrode. Koriste se prilikom rada sa čeličnim i karbonskim listovima sa niskim legurom. P-3C se koristi za zavarivanje varijabilnom i direktnom strujom. Koristi se za iste materijale.
Svi domaći zadatak koji su potrebni rad za zavarivanje, ne može bez ručnog lučnog zavarivanja. Čak i nakon mnogo godina, ovaj aparat nije izgubio relevantnost, ali postao je još popularniji i koristili.
Jedan od postojeći načini je opcija elektro zavarivanja, zajedno sa zaštitnim gasovima (Argon s dodatkom male količine kisika). Elektrode u ovom slučaju koriste se nezalošne i često volfram.
Važno mjesto treba napomenuti kvalitet šava. Tako da je mjesto zavarivanja bilo visokog kvaliteta, a ne oslabljeno po šavovima, morate pravilno odabrati elektrode ispod materijala (trebali bi biti isti kvalitet kao i metal). Tek tada se topi i miješaju hemijsko sastav elektrode i metala neće se razlikovati i pogoršati ga. Rukovanje ručnim lučnim zavarivanjem zahtijeva stalnu struju. Izuzetak je zavarivanje aluminija, što je bolje proizvesti varijabilnu i obrnutu polaritetu struju. Objavljuje se činjenicom da aluminijum ima određeni sloj oksidnog filma, a on, zauzvrat ima vrlo visoko talište (više od 1000 stepeni), a naizmjenična struja je bolja od topljenja.
Zavarivanje sa Argonom je skuplje, u odnosu na uobičajene, a brzina se neće pohvaliti, ali možete samouvjereno reći o prednost ove vrste za proizvodnju proizvodnje. Za početnike zavarivača ne preporučuje se upotreba ovog načina lučnog zavarivanja, kao što oni savladaju i dobro upravlja, malo je složenije. Elektrode za konvencionalno ručno zavarivanje postavljaju jednostavno, ali pokriveno hemijski elementi. Jedan kraj ostaje otkriven, jer će biti priložen u držaču.
Dakle, prvo je obratiti pažnju na početak rada sa ručnim zavarivanjem luka - odabir trenutne čvrstoće. Optimalan izbor Zavarivanje tekućih sila garantiraju šav dobra kvaliteta. Oni koji ne znaju kako kod kuće odabrati snagu trenutne, nije potrebno uznemiriti, već samo da se pogledaju u dokumentaciju za aparat za zavarivanje na kojem bi trebala biti naznačena.

Sljedeći korak će se pogledati brzinom zavarivanja. Brzina kretanja elektrode ovisi o debljini materijala. Deblji metal, duže će biti njegovo topljenje, pa stoga će brzina malo pasti. Glavni pokazatelj odabira brzine je punjenje zavarivačke kupelji od rastopljenog metala. Potrebno je držati elektrodu na jednom mjestu toliko tako da se ova kupka napuni i lagano je prepuna preko ostatka metalnog sloja nekoliko milimetara. Pomicanje elektrode je previše spor, previše neprihvatljiv, jer će se zavarivati \u200b\u200bšav ili bolje rečeno rastopljeni metal širiti i spriječiti daljnji postupak.

Visoko važan trenutak U radu je paljenje luka za zavarivanje. Iz svog izgleda počinje proces zavarivanja metala. Međutim, moguće je upaliti na jedan način, međutim, najjače korišteni metod je kontakt elektrode i površine odabranog metalnog lima. Nema razlike ili Chirkat, u svakom slučaju, luk se treba pojaviti. Ove se akcije vrše samo novom elektrodom. Svaki pridošlište ili iskusni zavarivač olakšat će se i ne treba se bojati toga. Druga metoda izazivanja luka za zavarivanje namijenjena je svim teško dostupnim i malim upravljanim sjedalima. Da bi izazvao luk, potrebno je dodirnuti elektrodu metalne površine, nakon čega je ukloniti nekoliko milimetara. CUT Elektroda mora biti potrebna u izravnom (vertikalno) ugao.

Pod uslovom da je elektroda pod uglom od 45 stepeni, u odnosu na površine, uvjeren je da će šav biti vrlo visoka kvaliteta A rezultat će biti pozitivan. Istovremeno, površina je najbolje savijena "gospodine". Samo na ovom položaju dviju površina moći će primijeniti šavove koji imaju veliki presjek.

Dva elementa koja su oguljena, nanosi se s kratkim lukom, dok pomeraju elektrodu nazad i nazad, za zagrijavanje cijele površine. Zagrejati cijelu površinu je važna, jer će utjecati na jednolično punjenje tečnim metalnim kadom.
Većina. važan element Zaštita i siguran rad na aparatu za zavarivanje zaštitni je štit i rukavice. Ovi su elementi jednostavno svojstveni zavarivanjem i moraju se obući prije uključivanja lučnog stroja. Ako nema zaštitne maske koja se baš na glavi, zavarivač može koristiti štit ove vrste, ali mora ga držati drugom rukom. Kroz zaštitno staklo bit će viđen rastopljeni metal i mjesto zavarivanja. Vrijedno je napomenuti da nije potrebno zadržati štit cijelo vrijeme, od uključivanja zavarivačke mašine i do kraja. Zaštitno staklo koje uključuje jastučić od pleksiglasa, treba zaštititi oči samo tokom perioda paljenja luka.
![]()
Pored rukavica, zavarivač se mora obući u posebno zaštitno odijelo, koje loše gori, pa stoga neće biti moguće zaglađivati \u200b\u200bmaterijale. Dobre pogodne tkanine od cerada i kože. Kad se ne bi trebalo zagarantovati da ni kap rastopljenih metala neće pasti na odjeću ili cipele, tako da svi dijelovi tijela moraju biti zaštićeni.
Da ne bi prekršili sigurnosna uputstva, potrebno je raditi na radu samo na opremi koja je prvobitno provjerena.
Potonji, važna napomena na sigurnost uključuje loše pričvršćivanje zavarenih dijelova. To je ovo pravilo da mnogi zanemaruju domaći ljubitelji za zavarivanje. To je u nekim slučajevima vrlo opasno, jer u suprotnom slučaju, vrući ili rastopljeni dio materijala može pasti na pod ili nogu.
Rezbarenje, Nbinaste, ljepilo. To se mogu kopirati dva metalna dijela bez pribjegavanja električnom zavarivanju. Za mnoge je električno zavarivanje svojevrsna matematika, međutim, završena svoj prvi visokokvalitetni šav, mišićna memorija uključuje se, kalkulator se aktivira, jer je svaki šabinski centimetar novac koji je novac platio. Naučite koristiti aparat za zavarivanje bilo koje vrste je jednostavno, glavna stvar je da se postigne cilj. Na putu u tu svrhu postoji nekoliko trikova, o čemu ćemo danas razgovarati i razgovarati.
Da biste znali kako kuhati električni zavarivanje, potrebno je razumjeti proces. Sve je zapravo jednostavno - zavarivanje metala je proces, kao rezultat kojih se uspostavljaju međuatomske obveznice između dva detalja kada su uzajamno grijanje. Čak i lakše - grijanje na bilo koji način dva komada metala (i u našem slučaju koristeći izravnu struju transformaciju iz mrežne izmjene), moguće je dobiti trajnu i trajnu vezu.
Kao rezultat, dobivamo šavove za zavarivanje, ali prije toga, potrebno je studirati, barem superficilno, cijeli proces dobijanja iz pripreme površine prije obrade gotovog šava. Za električno zavarivanje trebat će određena oprema, a ovo je prije svega aparat za zavarivanje.
Za zavarivač početnika najbolja opcija To će postati jeftina i univerzalna inverterska mašina za zavarivanje. Pored toga, postoje mašine za zavarivanje transformatora i najskuplji uređaji za poluautomatsko zavarivanje, ali mi ih nećemo dirati, jer su prvo previše glomazni i prorocirani, a drugi su dizajnirani za profesionalnu upotrebu uglavnom za popravak automobila.
Inverter zavarivanje ima kompaktnu veličinu, malu težinu i može kuhati metal gotovo bilo koju debljinu. Tanki metal, cijevi, snage metalne konstrukcije, Listovi - sve ovo može se kuhati pretvaračem, a nije previše zahtjevan za parametre mrežne struje i napona. Cijena inverter zavarivanja - U roku od 4-6 hiljada rubalja. Da, ovo su obično kineski modeli, čak i ako su objavili ime brend ćirilica - čelik, brigadir, fiolentne. Dodatna oprema su samo Kinezi, ali ovi jeftini uređaji mogu pomoći u svakodnevnom životu. Sve dodatni dodaci Najčešće uključeno:
Zavarivanje metalnih dijelova vrši se pod utjecajem visoke temperature, koji formira električni luk. ARC nastaje između elektrode zavarivanja i zavarenog predmeta. Pod izlaganjem se metal topi, kao rezultat toga, miješa se metal elektrode s metalom zavarenih dijelova. Kad se veza hladi, zavarimo šav. Veličina šava ovisi o debljini elektrode, brzinom njegovog pokreta, zavarivačkom režimu i obliku zavarenog ivice. Širina šava je od 5 do 17 mm, a dubina aktivnog šava može biti od 1 do 9 mm, ovisno o debljini metala.
Elektroda se sastoji od metalne jezgre i premaza, koji za zavarivanje stvara zaštitnu ljusku za zavarivanje, a nakon zavarivanja oklijevanja i formira šljaku. Ova šljaka mora biti uklonjena u goli metal. Samo tako da možete kontrolirati kvalitetu zavarene veze. Elektroda je fiksirana u držaču, koja je povezana pozitivnim terminalom za zavarivanje, a minus terminala, mase, spojen na zavarivač koji sadrži posebnu stezaljku koja dolazi s uređajem.
Teorija je završena, sada se pretvorimo u vježbanje. Oba zavarene dijelove trebaju biti dobro očistiti hrđu i prljavštini. Na jedan od dijelova pouzdano pričvršćujemo masu mase, a montažno mjesto je također preliminarno očišćeno. Sve, uključite aparat za zavarivanje, nosite zaštitne rukavice i maska za zavarivanje, ponesite elektrodu na zavarene dijelove pri približnom uglu od 50-60 stepeni i provjerite kontakt. Ako postoji kontakt, iskrenim na elektrodi u zoni zavarivanja. Nakon toga, o zavarenim površinama i uklonite elektrodu iz njega za 3-6 mm. U tom trenutku treba nastati luk.
Ako se ne pojavi, prilagodite struju zavarivanje do zumiranja. Konačno, potrebno je postići visokokvalitetni stabilni luk i jednolično sagorijevanje elektrode. Zapravo, ovo je najteže - dobiti pravi luk. Ovdje samo iskustvo i savjet dobrog zavarivača mogu pomoći. Kad elektroda gori na kraju, promijenite ga bez isključivanja uređaja.
Nakon razvoja zglobova, zavarivanje može početi proučavati značajke zavarivanja ne samo čelika, već i zavarivanje livenog gvožđa, za ovo se koriste posebne elektrode na bazi nikla. Neke vrste zavarivačkih šavova pomaknute se u sheme i želimo vam uspjeh u učenju i primanjem vještina u električnom zavarivanju.







