جوشکاری جوشکاری - خط فلز مذاب در لبه های دو سازه اتصال حاصل از قرار گرفتن در معرض فولاد قوس الکتریکی. نوع و پیکربندی درزها برای هر مورد به صورت جداگانه انتخاب شده است، انتخاب آن بستگی به عوامل این عوامل به عنوان قدرت تجهیزات مورد استفاده، ضخامت و ترکیب شیمیایی آلیاژهای جوش داده شده. چنین جوش نیز در هنگام جوشکاری رخ می دهد لوله های پلی پروپیلن آهن لحیم کاری
این مقاله انواع جوش های جوشکاری و تکنولوژی اعدام آنها را مورد بحث قرار می دهد. ما درزهای عمودی، افقی و سقف کاوش خواهیم کرد و همچنین یاد می گیریم که چگونه سلب کردن و چک آنها برای نقص انجام می شود.
طبقه بندی درزهای بر روی گونه ها بر روی بسیاری از عوامل انجام می شود، که اصلی آن نوع اتصال است. برای این پارامتر، درزهای تقسیم شده به:
هر یک از گزینه های ارائه شده را در جزئیات بیشتر در نظر بگیرید.
این روش ترکیب در جوشکاری قسمت های پایان لوله ها، مشخصات مربع و ورق فلز استفاده می شود. اتصالات قطعات قرار داده شده است به طوری که فاصله 15-2 میلی متر باقی می ماند بین لبه های خود را (مطلوب برای رفع قطعات توسط گیره). هنگام کار با ورق فلز، ضخامت آن از 4 میلیمتر تجاوز نمی کند، در یک طرفه تنها در یک طرف قرار دارد، در ورق های 4 تا 12 میلی متر، می تواند هر دو دو برابر باشد، یکسان است، با ضخامت 12 میلی متر - فقط دو برابر

اگر ضخامت دیواره قطعات آن 4-12 میلیمتر باشد، سلب مکانیکی لبه ها و تله های لبه لبه ها در یکی از روش های زیر ضروری است. ترکیب یک فلز به خصوص ضخیم (از 12 میلیمتر) توصیه می شود که با استفاده از سلب کردن X شکل انجام شود، گزینه های دیگر در اینجا به دلیل نیاز به مقدار زیادی از فلز برای پر کردن درز حاصل می شود، که جریان را افزایش می دهد الکترودهای
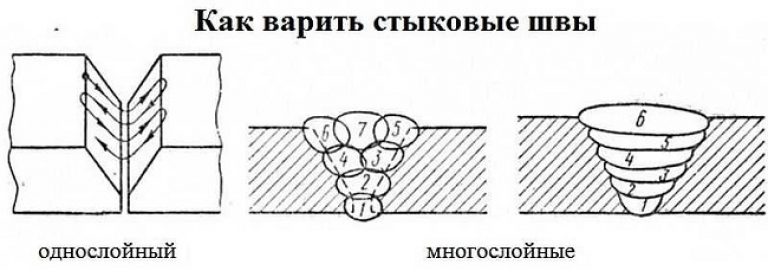
با این حال، در برخی موارد، یک جوشکار می تواند یک راه حل برای ساخت فلز ضخیم با یک درز، که نیاز به پر کردن چندین پاساژ دارد. درز چنین پیکربندی چند لایه نامیده می شود، تکنولوژی جوشکاری درزهای چند لایه در تصویر نشان داده شده است.
ترکیبات چربی به طور انحصاری هنگام جوشکاری ورق جوش با ضخامت 4-8 میلیمتر استفاده می شود، در حالی که صفحه در هر دو طرف در نظر گرفته می شود که امکان ورود به رطوبت را از بین می برد و خوردگی بعدی آنها را از بین می برد.
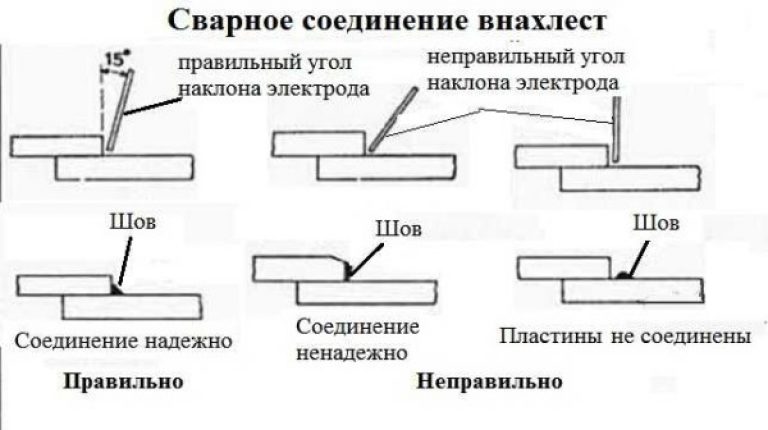
تکنولوژی انجام چنین درز به شدت خواستار انطباق است گوشه ی راست گرایش الکترود، که باید در محدوده 15-40 درجه متفاوت باشد. در صورت انحراف از هنجار، فلز پرکننده از خط مشترک منتقل می شود، که به طور قابل توجهی قدرت اتصال را کاهش می دهد.
ترکیب نام تجاری به شکل Leer "T" انجام می شود، می توان آن را از دو و از یک طرف انجام داد. تعداد درزها و نیاز به بخش برش بخش بستگی به ضخامت آن دارد:
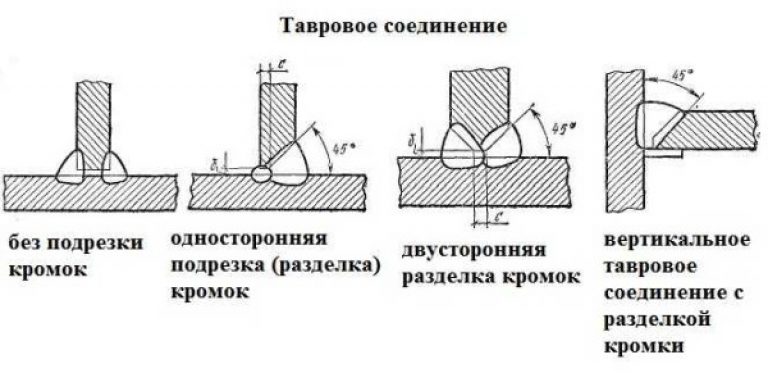
یکی از انواع ترکیبات تطبیقی \u200b\u200bیک جوش زاویه ای است که برای اتصال دو عمود بر روی صفحات دیگر فلز استفاده می شود.
علاوه بر طبقه بندی با نوع ترکیب، درز به گونه های بسته به موقعیت در فضا تقسیم می شود، بر اساس آن آنها عبارتند از:
مشکل انجام دادن درزهای عمودی کشویی فلز مذاب است که به دلیل گرانش است. در اینجا لازم است از یک قوس کوتاه استفاده کنید - الکترود را به عنوان نزدیک به فلز نزدیک نگه دارید. جوش های عمودی جوش نیاز به پیاده سازی دارند کار مقدماتی - سلب کردن و برش، که بر اساس نوع ترکیب فلز و ضخامت انتخاب شده است. پس از آماده سازی، قطعات در موقعیت مورد نیاز ثابت می شوند و پیش نویس اتصال با "چسباندن" عرضی ساخته می شود که مانع از جابجایی بلتس می شود.

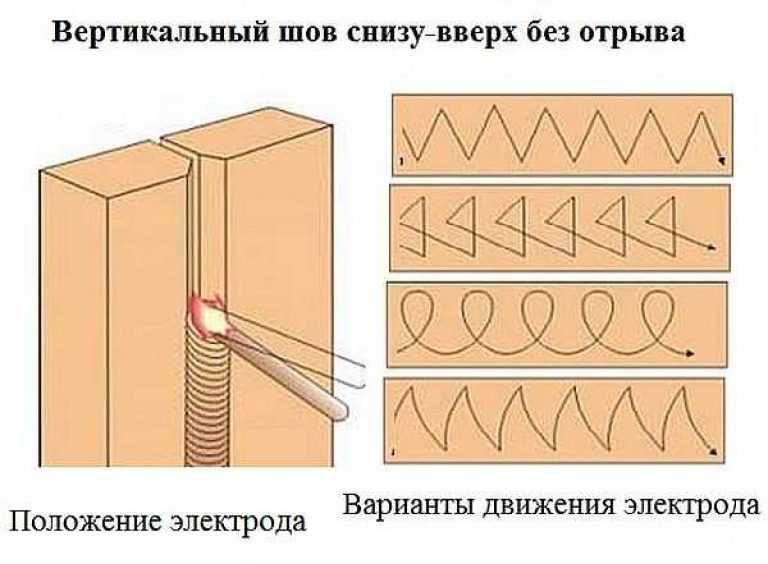
جوشکاری درز عمودی را می توان در بالا به پایین و پایین به بالا انجام داد، از لحاظ کار، آخرین نوع ترجیح داده می شود. الکترود باید عمود بر قطعات متصل به قطعات حفظ شود، مجاز است آن را در لبه های دهانه جوش داده شده توصیف کند. حرکت الکترود بر اساس ضخامت جوش مورد نیاز انتخاب شده است، مفصل با دوام ترین با جابجایی عرضی الکترود از طرف به سمت و با نوسان حلقه شکل به دست می آید.
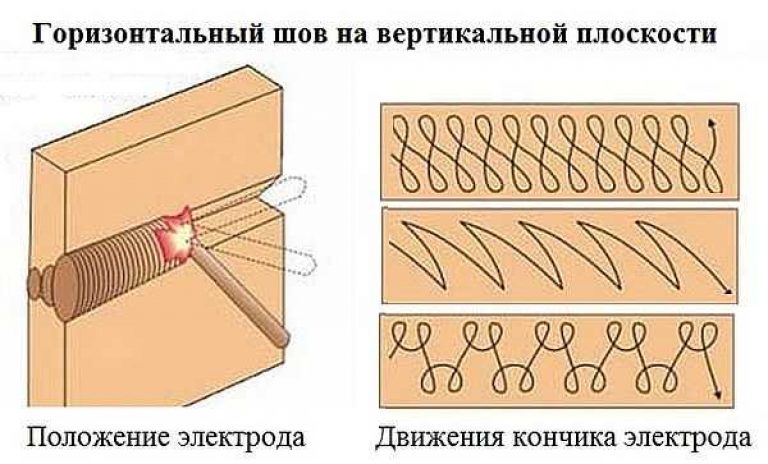
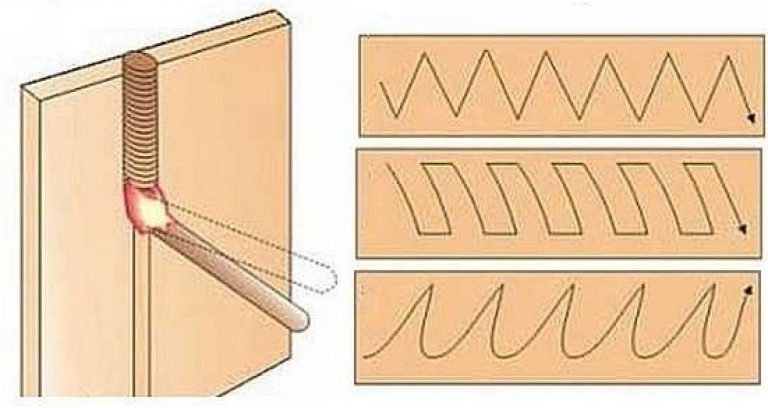
در هواپیماهای عمودی، درزهای نوع افقی از چپ به راست یا راست چپ نمایش داده می شود. جوشکاری درزهای افقی این توسط تخمگذار از حمام پیچیده است، که نیاز به حفظ زاویه قابل توجهی از گرایش الکترود - از 80 تا 90 0 است. به منظور جلوگیری از هجوم فلز در چنین موقعیتی لازم است که الکترود را بدون نوسانات عرضی، روش غلطک های باریک حرکت دهید.
سرعت الکترود انتخاب شده است به طوری که مرکز قوس از طریق مرز بالای بند عبور می کند و مدار پایین تر از حمام مذاب به انتهای بالای غلتک قبلی نمی رسد. توجه ویژه باید به لبه بالایی پرداخت شود، بیشتر آموزش داخلی نقص های مختلف قبل از شروع جوشکاری آخرین غلتک، لازم است که جوش شکل از سرباره و ناگار را پاک کنید.
سخت ترین انجام شده درزهای سقف است. از آنجایی که در چنین موقعیت فضایی، حمام مذاب به شدت به تنش سطح فلز منتقل می شود، خود را باید به اندازه کافی باریک ساخته شود. عرض استاندارد غلتک بیش از دو برابر عرض از الکترود استفاده می شود، و الکترود باید در کاغذ با قطر تا 4 میلی متر استفاده شود.
هنگام تخمگذار یک درز، الکترود باید در زاویه از 90 تا 130 0 به هواپیماهای اتصال نگه داشته شود. غلتک توسط حرکات نوسان الکترود از لبه به لبه تشکیل شده است، در حالی که در موقعیت شدید سمت راست الکترود به تأخیر افتاده است، که از زیان اجتناب می کند. توجه داشته باشید که جوشکار بدون تجربه برای درزهای سقف توصیه نمی شود.
پس از تشکیل جوش بر روی سطح قطعات متحد، سرباره باقی می ماند، قطره های فولاد و مقیاس مذاب، در حالی که خود را درز می تواند شکل محدب داشته باشد و بر روی هواپیما فلز انجام شود. از بین بردن این کمبودها اجازه می دهد تا سلب کردن، که در مراحل انجام می شود.
در ابتدا، از طریق چکش و اسکنه، لازم است که مقیاس و سرباره را حذف کنید، سپس با کمک یک چرخ دنده، مجهز به یک دیسک ساینده یا یک دستگاه سنگ زنی، هواپیما ترکیبی را هماهنگ کرد. دانه دایره ساینده بر اساس سطح صاف مورد نیاز انتخاب شده است.

نقص جوش، اغلب در متخصصان بی تجربه یافت می شود، معمولا نتیجه حرکت ناهموار الکترود یا نیروی نادرست انتخاب شده و مقدار فعلی است. برخی از نقص ها حیاتی هستند، برخی می توانند اصلاح شوند - در هر صورت، کنترل درز برای حضور آنها اجباری است.
در نظر بگیرید که نقص ها چیست و چگونه آنها را بررسی کنید:

نقص در قالب ترک ها نیز می تواند تشکیل شود، که در مرحله خنک کننده فلزی ظاهر می شود. ترک ها دو پیکربندی هستند - در کنار هم در کنار هم قرار می گیرند. بسته به زمان تشکیل ترک، پس از برداشت مفصل به علت بارهای بیش از حد، که نوع خاصی از درز نمی تواند مقاومت کند، ظاهر می شود.
ترک های سرد یک نقص حیاتی هستند که می تواند منجر به تخریب کامل ترکیب شود. در صورت تحصیل خود، لازم است که مکان های آسیب دیده جوش را دوباره جوشانید اگر برای برش و دوباره ساخته شده باشد.
تمام پارامترهای حالت جوش را می توان به پایه و اختیاری تقسیم کرد. پارامترهای اصلی، مقدار و قطبیت جریان، قطر الکترود، ولتاژ بر روی قوس، سرعت جوشکاری است. پارامترهای اضافی ترکیب و ضخامت پوشش الکترود، موقعیت الکترود و موقعیت محصول است.
جریان جوشکاری این باعث می شود آن (در همان سرعت جوشکاری) رشد عمق تحریک (استان)، که توسط تغییر در انرژی الگو توضیح داده شده است (گرما در هر واحد از طول جوش) و به طور جزئی با تغییر فشار رندر شده توسط ستون قوس به سطح حمام جوشکاری.
جنس و قطبیت فعلی نیز بر شکل و اندازه های درز تاثیر می گذارد. در طول جوشکاری قطب معکوس، عمق استان 40-50٪ بیشتر از جریان قطب مستقیم مستقیم است که توسط مقادیر مختلف گرما منتشر شده بر روی آند و کاتد توضیح داده شده است. هنگامی که جریان متناوب جوش داده شده است، عمق استان 15-20٪ کمتر از زمانی است که جوشکاری با جریان ثابت قطب معکوس.
قطر الکترود بسته به ضخامت فلز جوش داده شده، موقعیتی که در آن جوش انجام می شود، و همچنین از نوع اتصال و شکل لبه های آماده شده برای جوشکاری انتخاب شده است. هنگام جوشکاری، ورق ورق ها ضخیم تا 4 میلیمتر در موقعیت پایین تر قطر الکترود معمولا برابر با ضخامت فلز جوش داده شده است. با جوشکاری، الکترودهای با قطر 4-6 میلیمتر با قطر 4-6 میلی متر تحت شرایط تضمین ارائه کامل قطعات و تشکیل مناسب درز استفاده می شود.
ولتاژ عمدتا عرض عرض را تعیین می کند. استرس دارای نفوذ بسیار جزئی در عمق استان است. اگر با افزایش ولتاژ افزایش یابد، سرعت جوش افزایش می یابد، عرض جوش کاهش می یابد.
قدرت فعلی به طور عمده بستگی به قطر الکترود، و همچنین در طول بخش کار خود، ترکیب پوشش، موقعیت جوش است. بزرگتر فعلی، عملکرد بالاتر، I.E. فلز بیشتر تمیز می شود.
با این حال، با الکترود بیش از حد برای این قطر، الکترود به سرعت در بالای حد مجاز گرم می شود، که منجر به کاهش کیفیت درز می شود و افزایش می یابد.
روش های جوشکاری اتصالات لب به لب بدون لبه Bevel:
توجه داشته باشید. حداکثر ارزش های فعلی باید توسط گذرنامه الکترودها روشن شود.
روش جوشکاری ترکیبات لب به لب با یک لبه لبه ها:
علاوه بر این. مقادیر جریان بر اساس گذرنامه الکترود ها تصفیه شده است.
افقی، عمودی و سقف های سقف.
اعدام این درزها به مهارت های خاصی نیاز دارد. احتمال انتشار فلزات ذوب شده بسیار بالایی وجود دارد. به طوری که این اتفاق نمی افتد، جوشکاری باید توسط یک قوس بسیار کوتاه تولید شود. علاوه بر این، نوسانات عرضی الکترود نیز مورد نیاز خواهد بود.
چه چیزی می تواند لایه فلزی مذاب را در یک حمام جوش نگه دارد؟ فقط قدرت تنش سطحی. اصطلاح "فیلم تنش سطحی" استفاده می شود. و نازک تر یک جرم وجود خواهد داشت، احتمال بیشتری وجود دارد که آن را به وسیله نیروی (فیلم) از تنش سطحی نگهداری شود. شما می توانید این را به صورت زیر به دست آورید: پایان الکترود باید به صورت دوره ای دور از حمام برداشته شود، که به طور جزئی به طور جزئی کریستالیزه می شود. بعد - جریان کاهش یافته (10 یا 20٪) و الکترودهای قطر کوچکتر استفاده می شود. این همه کاهش عرض غلتک جوشکاری را کاهش می دهد. برای جوش های سقف، الکترودهای با قطر 4 میلیمتر بهینه هستند، الکترودهای با قطر 5 میلیمتر برای جوش های افقی (شامل و عمودی) گرفته می شوند.
درز سقف سخت ترین. جوشکاری با پایان کوتاه مدت انتهای الکترود بر روی حمام جوشکاری انجام می شود که طی آن حمام جوشکاری فلز به طور جزئی کریستالیزه شده است که حجم حمام جوشکاری را کاهش می دهد. در عین حال، فلز الکترود مذاب به حمام جوش وارد می شود. در طول طول قوس، زیرزمینی شکل می گیرد. هنگامی که جوش این جوش ها ایجاد می شود شرایط نامطلوب برای جداسازی سرباره و گازها از فلز مذاب حمام جوشکاری.
درز عمودی می تواند به دو روش تکمیل شود - در تبار و افزایش. ترجیحا جوشکاری در حال افزایش است. در این مورد، پایه، در حال حاضر به طور جزئی کریستالیزه شده است، فلز دارای بالا (در الکترود) فلز مذاب است. با استفاده از این روش، مناسب برای هدایت ریشه درز و لبه ها است. این به این واقعیت توضیح داده شده است که فلز مذاب از الکترود به حمام جوش داده می شود. تنها نقص این روش، سطح جوش با مقیاس های درشت پوشیده می شود.
جوشکاری نزول آسان تر است، اما خدمات کیفیتی از محل اتصال را سخت تر می کند. واقعیت این است که فلز مذاب و سرباره تحت قوس نشت می شود و تنها می تواند توسط قدرت تنش سطحی و قدرت قوس فعال برگزار شود. اما این دو نیرو ممکن است ناکافی باشند و فلز مذاب جریان یابد.
درز افقی در اعدام پیچیده تر از عمودی است. دلیل تورم فلز مذاب از حمام جوش به لبه پایین تر است. در نتیجه، تشکیل یک بستر در لبه بالایی امکان پذیر است. با جوشکاری فلز ضخامت بالا، تنها یک لبه بالا ساخته شده است، پایین تر کمک می کند فلز مذاب را در حمام جوش نگه دارید. جوشکاری گوشه های گوشه ای افقی در ترکیبات شیطانی باعث مشکلات نمی شود و تکنیک از جوشکاری در موقعیت پایین تر متفاوت نیست.
جوشکاری قوس الکتریکی عمودی - یکی از روش های کار با سطوح فلزی. آیا شما نیاز به آشپزی یک پنجره مشبک فلزی یا حلقه های خوشایند برای باغ Wicket دارید؟ جوشکاری - بهترین تصمیم چنین مشکلی این نه تنها برای این اهداف اعمال می شود. با آن، شما می توانید تعمیر، به عنوان مثال، فلز شکسته درب گاراژ، قطعه قطعه ای از یک حصار آهن.
جوشکاری قوس الکتریکی درزهای عمودی به تنهایی، تکنولوژی ویژه ای انجام می شود که باید هر کسی را که برای اولین بار دستگاه جوشکاری را در دست می گیرد شناخته شده است. علاوه بر مهمترین Azov، که در انواع مختلف شرح داده شده است راهنماهای روش شناسی برای مبتدیان و حرفه ای، ما سعی خواهیم کرد برخی از نقاط را در نظر بگیریم. بدون آنها، این کار به سادگی غیرممکن است.
جوشکاری قوس به نام یک روش ترکیب دو یا چند بخش فلزی است که در آن قوس الکتریکی برای گرم کردن مواد استفاده می شود. تحت قرار گرفتن در معرض لبه قطعات جوش داده شده با الکترود ذوب می شود، تشکیل یک "حمام" از یک فلز مایع. فلز سرد و ترکیب جوش تشکیل شده است.
اصل عملیات بسیار ساده است. ترانسفورماتور به قطعات الکترود و فلز متصل است. با کمک برق تولید شده توسط ترانسفورماتور، گرمایش گرم می شود دمای بالا 7000 درجه سانتیگراد. با استفاده از این نقطه ذوب، الکترود با فلز از محصول مخلوط شده است، و تمام اسلحه ها بیرون می آیند، تشکیل یک فیلم محافظ.
جوشکاری قوس از درزهای عمودی بستگی به بسیاری از پارامترها، فراتر از آن است که مطلوب برای نظارت و کنترل آن است. به طور معمول مقادیر لازم پارامترهای زیر را انتخاب کنید:
زور جریان الکتریسیتهبرای جوشکاری استفاده می شود یکی از مهمترین ویژگی ها است. آنها در دستورالعمل های اعمال شده به دستگاه جوش شرح داده شده اند.
اگر چنین توضیحی برای بعضی از دلایل غیرفعال نشود، پس از آن، قدرت فعلی بسته به قطر الکترود تعیین می شود. آنچه که ضخیم تر است، دستگاه قدرتمند تر، بیشتر جریان جوشکاری بیشتر است. این ممکن است حتی کار کند که قوس الکتریکی "شنا"، نوسان، طول آن را تغییر خواهد داد.
بر این اساس، کیفیت درز در این وضعیت بدتر خواهد شد، عرض آن افزایش می یابد، و عمق شکست کاهش می یابد.
پس از تعیین صحیح نیروی فعلی، طول قوس را محاسبه کنید. به عبارت دیگر، این فاصله از الکترود به سطح است. محصول فلزی. هنگام کار، ما قطعا این فاصله را بدون تغییر ذخیره می کنیم. از این به کیفیت تمام کار به عنوان یک کل بستگی دارد.
بهینه ترین طول قوس، فاصله بین حداقل و حداکثر مقدار قوس کوتاه است.
این یک یا دو میلی متر قطر الکترود بیش از یک یا دو میلی متر است. جوش قوس جوش های عمودی از یک قوس فوق العاده کوتاه استفاده می کند. قطر نباید از قطر الکترود تجاوز کند.
در اکثر ترانسفورماتورها، جریان ثابت با "صاف کردن" متغیر به دست می آید. هنگام کار، هر دو قطب مستقیم و معکوس. در اولین مورد، محصول به "پلاس" متصل شده و الکترود جوشکاری به "منهای" متصل است. هنگامی که معکوس - گیره تغییر مکان ها.
قطب معکوس معمولا هنگام جوشکاری استفاده می شود فلز نازکبه طوری که آن را از طریق آن را سوزاند. قطبیت مشابه با فولاد با آلیاژ بالا مجهز شده است تا از گرمای بیش از حد آنها جلوگیری شود.
با جوش های پخت و پز عمودی، قطره های الکترود و فلز مذاب از بین می رود. برای جلوگیری از این طبیعی (از نقطه نظر فیزیک) فرآیند، قوس الکتریکی باید کوتاه تر شود. با استفاده از این روش، به علت نیروهای تنش سطحی، قطره های فلز مایع آسان تر از الکترود به عمق دهانه حرکت می کند.
کنونی حداقل یا متوسط \u200b\u200bرا انتخاب کنید. این اجازه می دهد تا شما را بدون جهش و نشت فلز بر روی محصول.
درز عمودی می تواند از زیر تهیه شود و سپس به آرامی (با توجه به درجه آمادگی درز) بالا برود. در این مورد، کل فلز مذاب تمام وقفه های زیر را پر می کند.
موقعیت الکترود نیز می تواند متفاوت باشد. اساسا زاویه گرایش نود و درجه است، در حالیکه الکتریکی به طور موثر بر روی سطح جوش داده شده تاثیر می گذارد. هنگامی که جوشکاری در زاویه ای از چهل و پنج یا شصت درجه، ذوب ذوب ناهموار مشاهده می شود، فرآیند جوشکاری بدتر است.
جوشکاری قوس جوش های عمودی در تکنولوژی آن با ویژگی های فردی کار مشخص می شود. دو روش دمیدن استفاده می شود - "قوس رو به جلو" و "پله".
روش پله ها توسط جنبش Zigzag مشخص می شود، به تدریج افزایش می یابد، به طوری که در پله ها از پایین به بالا افزایش می یابد. پیچیدگی در پیاده سازی این است که تاخیر در سایت انتقال (بلند کردن در نردبان) بعد از فلز سخت تر از فلز تراشه انجام شد. بعد، انتقال صاف به مرحله بالاتر است، و غیره اگر زمان مقاومت نیست و بدون پایان دادن به ترک، آن را به نظر می رسد bulge. در مورد Overexposure - هجوم و مقیاس.
برخی از جوشکار از روش "Arc Back" استفاده می کنند. در این مورد، خود را به دلیل ساده ای که، به عنوان یک نتیجه، ما را به دست می آوریم. بیشتر فلز مایع در همان زمان جریان به مرکز دهانه و یخ زده است.
علاوه بر روش های ذکر شده جوش قوس الکتریکی حرفه ای ها و جوشکار با تجربه از گزینه های دیگر هنگام کار با درزهای عمودی استفاده می کنند. به طوری که نتیجه با کیفیت بالا، عجله نکنید و سعی کنید تمام قوانین لازم را برآورده کنید. موفق باشید در کار!
با تولید جوشکاری درز در موقعیت افقی و سقف، بالاترین حد ممکن از جوشکار مورد نیاز است. این به خاطر این واقعیت است که هنگام کار در چنین هواپیماها، فرآیندهای مختلف ناخوشایند ممکن است، به عنوان مثال، اثر گرانش، که تحت آن فلز مذاب جریان می یابد از فضای کاری، و قطره بعدی قطرات از حمام جوشکاری. به منظور جلوگیری از این فرآیند، جوشکاری باید با توجه به کوتاه ترین قوس، با نوسانات عرضی منظم انجام شود.
جوشکاری در هواپیماها که از پایین متفاوت هستند، این دارد تعداد زیادی از ظرافت بنابراین، لازم است که فلز داغ از خروج از خروجی از حمام با کمک نیروی تنش سطحی حفظ شود. برای انجام این کار، شما باید فورا انجام دهید اندازه کمتر حمام، و لازم است این کار را انجام دهید به شرح زیر است: به طور مرتب انتهای الکترود را به سمت، زمان را به کریستالیزاسیون جزئی از فلز مذاب تقسیم کنید. همچنین می توانید عرض غلتک ها را در مورد اندازه 2-3 قطر الکترود کاهش دهید. علاوه بر این، نیروی جریان کاهش یافته توسط حدود 10-20٪ استفاده می شود، در حالی که با استفاده از کاهش الکترود های کاهش یافته (قطر در محدوده 4-5 میلیمتر).
ساخت درز با جوشکاری عمودی، آنها را می توان به دو روش ساخته شده است - بلند کردن یا فرود. با استفاده از تکنیک بلند کردن درز، فلز، که معلوم شد در موقعیت اساسی قرار گرفته است، فلز مذاب را در حمام جوش نگه می دارد. مزیت این روش، سادگی تحریک ریشه های درزها و لبه ها، از آنجا که فلز، رنگ آمیزی در حمام جوش، شرایط انتقال حرارت را بهبود می بخشد. اما، درزهای خارجی به نظر می رسد خشن. چیز دیگری یک ارائه دهنده افقی است - برای دریافت درز کامل در این مورد بسیار دشوار است، به عنوان سرباره و فلزات داغ نشت درست در زیر قوس، و تنها به این دلیل اجرا نمی شود به این دلیل که فشار فشار فشار قوس بر روی آن اجرا نمی شود.

هدر دادن درزهای افقی این نیاز به آماده سازی بالاتر از جوشکار دارد، همانطور که در چنین شرایطی، کار با گسترش در امتداد لبه های پایین، فلز داغ کار می کند. اگر جوشکار به خوبی واجد شرایط نیست، شکاف را در لبه بالایی کاهش می دهد. فلزات ضخامت بزرگ، برای یک لبه (اغلب از بالا)، در حالی که دوم (پایین تر)، لبه کمک می کند تا به محدود کردن فلز مایع در حمام کمک کند. اما فرآیند کار خود هیچ مشکلی ایجاد نمی کند و این تکنیک عملا از جوشکاری پایین تر متفاوت نیست.
جوش سقف، دقیق تر، موقعیت آن حتی دشوارتر است و تا حد زیادی بهتر است از آن اجتناب کنید. به طور کلی، جوشکاری در هواپیما ممکن است نه تنها با روش و اصل عمل، بلکه همچنین با پیچیدگی کار، و همچنین صلاحیت لازم از کسی که این کار را انجام می دهد، متفاوت باشد. جوشکاری سقف با استفاده از مدارهای کوتاه دوره ای بین پایان الکترود جوشکاری و حمام جوشکاری انجام می شود. در عین حال، فلز سقوط به حمام تا حدودی کریستالیزه شده است، در نتیجه حجم حمام جوش را کاهش می دهد. افزایش قوس در جوشکاری سقف، شما می توانید قوس برش را افزایش دهید. در چنین شرایطی، جوشکاری چنین جوش ها به دلیل عدم جدایی سرباره جوشکاری و گازهای مختلف بسیار بدتر می شود.
هنوز هم تکنیک به اصطلاح چوب پنبه و اتصال شکاف وجود دارد. این عملا از جوشکاری فوق الذکر متفاوت نیست. اما در این مورد، بسته به اینکه چقدر طول می کشد، شما باید از انواع مختلف الکترود استفاده کنید و از آن استفاده کنید تکنیک های مختلف دمیدن به عنوان مثال، درز تا 50 سانتی متر جوش داده شده به عبور، و درز تا 100 سانتی متر جوش داده شده از وسط تا هر یک از به پایان می رسد. علاوه بر این، در مناطق بزرگ، بخش ها به کوچک (حدود 20 سانتی متر) شکسته می شوند و جوشکاری توسط بلوک ها یا آبشارها انجام می شود. بنابراین، این اجازه می دهد تا بر ساختار فلز تاثیر بگذارد، زیرا باید جوشکار باشد، یعنی وظیفه جوشکاری بدون هیچ مشکلی صورت می گیرد.
سرفصل های مقالات محتوای آنها را نشان می دهد. در آخرین مقاله، علاوه بر این، نقص ناشی از فرآیند جوشکاری الکتریکی و روش های حذف آنها شرح داده شده است.
قبل از ادامه به مطالعه تکنولوژی اجرای جوشکاری عمودی، توصیه می کنیم که موارد فوق را مطالعه کنید (سوالات مورد نظر در آنها در اینجا تکرار نخواهد شد). اگر سوالات اضافی بوجود می آیند (به عنوان مثال، مربوط به ماشین آلات جوشکاری، ماسک ها، الکترودها، و غیره)، ما توصیه می کنیم با استفاده از سرویس جستجوی سایت. شما می توانید یک سوال را در بخش "نظرات" بپرسید و دولت سایت قطعا در آینده بسیار نزدیک پاسخ خواهد داد.
قبل از انجام جوشکاری قطعات، لازم است که فلز را آماده کنید. برش لبه بر اساس ضخامت قطعات جوش داده شده و نوع اتصال انجام می شود. جزئیات آماده شده در مورد مورد نیاز (مشخص شده است مستندات طراحی) محل متقابل برای این منظور، آنها با درزهای عرضی کوتاه ("تکه ها") متصل می شوند و چندین ده میلی متر را افزایش می دهند. مقالات جزئیات را به یکدیگر انتقال نمی دهند.
در طول جوشکاری قطعات، فلز خرد شده عمودی فلز مذاب از حمام جوش داده شده، تحت عمل وزن خود، پایین می آید. برای حذف قطرات، باید به عنوان یک قوس کوتاه استفاده شود. برای رسیدن به این هدف، نوک الکترود باید به حمام جوش داده شود. اگر یک الکترود جوشکاری ناامن استفاده شود، باید بر روی یکی از قطعات جوش داده شود.
درزهای عمودی می تواند پخت و پز "بالا به پایین" یا "پایین به بالا".
توجه داشته باشید که آن را راحت تر آماده است درز عمودی جوشکاری الکتریکی با حرکت الکترود "پایین به بالا". این به خاطر این واقعیت است که در این مورد، قوس الکتریکی "هل" را فشار می دهد و مانع از آن می شود. این به طور قابل توجهی تولید درز با کیفیت بالا را ساده می کند. طرح برای انجام چنین کفش جوش در شکل نشان داده شده است.
در ویدیو بعدی، نشان داده شده است که چگونه به درستی جوشکاری عمودی را با جوشکاری الکتریکی با حرکت الکترود "پایین بالا" آماده کنید. تکنیک ایجاد غلتک کوتاه نشان داده شده است:
در نتیجه، یک بند بسیار صاف به دست می آید.
در ویدیو بعدی، نشان داده شده است که چگونه به درستی جوشکاری عمودی را با جوشکاری الکتریکی با حرکت الکترود "پایین به بالا بالا" آماده کنید. این پذیرش تکنولوژیکی می تواند برای مبتدیان راحت تر باشد، زیرا در طول جداسازی الکترود جوشکاری، فلز زمان زیادی را برای خنک نگه دارد. مجاز به ساده شدن است، الکترود را روی قفسه دهانه جوش داده شده توصیف کنید. در همان ویدیو، برای جوشکار راهنمایی بسیار مفید است. به عنوان مثال، اثر جریان برای شکل درز نشان داده شده است. به طور کلی، جریان جوشکاری باید 5 ... 10 باشد و کمتر برای نوع انتخاب شده الکترود و ضخامت فلز انتخاب شود. اما، همانطور که در ویدیو نشان داده شده است، همیشه منصفانه نیست و به طور عمده به طور تجربی تعیین می شود.
جوشکاری با حرکت الکترود "بالا پایین" استفاده می شود زمانی که به طور عمده متصل می شود، ورق های نازک فلز. هنگامی که جوشکاری این روش، گرما از قوس جوشکاری در حال تلاش است (بدون حرارت دادن حمام جوش). بنابراین، برای به دست آوردن جوشکاری خوب جوش، جریان باید چند مقدار بیشتر (5 ... 10a) را تنظیم کنید تا زمانی که جوشکاری با حرکت الکترود "پایین".
تکنیک جوشکاری "بالا به پایین" بسیار پیچیده تر از آن است، و بنابراین ما جزئیات بیشتری را متوقف خواهیم کرد. هنگام انجام دادن درزهای عمودی با حرکت الکترود "بالا به پایین"، عمود بر سطح سطح است. پس از احتراق قوس و تشکیل اولین قطره های فلز مذاب، کج می شود و همچنان به ذوب کردن فلز پایه ادامه می دهد. به آرامی حرکت الکترود (و ادامه دادن به حفظ یک قوس کوتاه) نوک آن باید جلوگیری از جریان فلز از حمام جوش داده شده. در عین حال، نوک باید به سمت چپ برداشته شود، I.E. لازم است که حرکات نوسان عرضی را انجام دهیم. این به یخ زده از قطره های سپرده شده و شکل گیری درز کمک خواهد کرد. در عین حال، نباید برای غلظت گرمای طولانی مدت در یکی از بعضی از مکان ها مجاز نباشد.
درحین انجام کار جوشکاری ممکن است (به ویژه در جوشکار تازه کار) نقص جوش های جوش داده شده. علاوه بر این، برخی از آنها بحرانی هستند، برخی از آنها - نه. همه ما به این موضوع توجه کردیم و اکنون تکرار نخواهیم کرد.
در حال حاضر ما تنها در نقص هایی که مشخصه درزهای عمودی هستند، ساکن خواهند شد. آنها با انتخاب اشتباه جریان و بزرگی از قوس ظاهر می شوند. جدول نشان می دهد که طرح آنها ظاهر و آنها نشان دادند علت آنها.
با سایر انواع نقایص ناشی از جوشکاری الکتریکی و روش های حذف آنها را می توان در مقاله یافت. در نتیجه، ما پیشنهاد می کنیم یک ویدیو دیگر در مورد جوشکاری عمودی را ببینید. ما به شما آرزوی موفقیت میکنیم







