Ковка или кование - обработка давлением, посредством которой тягучий металл (в нагретом состоянии) уплотняется, сращивается, или получает желаемую форму. Человек, занимающийся ковкой, называется кузнецом. Ковку, как правило, производят при нагреве металла до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла, а также от вида операции или перехода. Для стали температурный интервал 800-1100 °С., для алюминиевых сплавов - 420-480 °С.
Различают: КОВКА в штампах КОВКА без применения штампов - т. н. свободная КОВКА. При КОВКЕ в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости (см. Штампование, Ротационная КОВКА). При свободной КОВКЕ (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной КОВКЕ непосредственно на металл или на инструмент воздействуют кувалдой или молотом. Свободную КОВКУ применяют также для улучшения качества и структуры металла.
При ковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение. Машинную КОВКУ выполняют на специальном оборудовании - молотах с массой падающих частей от 1 до 5000 кг или гидравлических прессах, развивающих усилия 2-200 Мн (200-20000 тс), а также на ковочных машинах. Изготовляют по КОВКИ массой 100 т и более. Для манипулирования тяжёлыми заготовками при К. используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет КОВКА в штампах, а в мелкосерийном и единичном - свободная КОВКА. При КОВКЕ используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры. Ковка железа и стали по технологии конца XIX в. процесс КОВКИ нагрев болванки Для изготовления предметов путём КОВКИ берётся отлитая стальная болванка. Её необходимо сперва нагреть. Для этого вблизи молота устраиваются нагревательные печи или горны. Их размер, форма и количество зависит от производства и размера болванок. Для мелких вещей применяются обыкновенные кузнечные горны. Для крупных - пользуются сварочными печами, нагреваемыми дровами, или каменным углем, а для нагревания больших болванок устраивают газовые печи. Печь сперва разогревают до тёмно-красного каления. Затем в неё помещают горячую болванку. (В холодных болванках внутренние слои всегда находятся в более или менее напряжённом состоянии из-за условий, в которых они после отливки затвердевают.
Если в горячую печь положить холодную болванку, то наружные слои, нагреваясь и удлиняясь, вызовут возникновение трещин в малоподатливых внутренних слоях). Такая болванка должна оставаться горячей после отливки, ей не надо давать остыть ниже тёмно-красного каления и сразу же после вынимания из формы для отливки её следует поместить в печь. Если это не удалось, и болванка начала остывать, то прежде чем поместить её в её в печь, её надо зарыть в горячий мусор для более медленного остывания. Если она остынет сильно, то надо её подогреть на полу мастерской. Даже после подогрева на полу в болванке могут возникнуть внутренние трещины. Чтобы избежать такой порчи болванки, её надо сначала подогревать только с концов. Тогда нагрев будет идти по направлению оси болванки, от её концов к середине, и расширение всех концентрических слоев будет равномерней. Предварительный подогрев - достаточно до до 300°, что легко узнать по дыму и зажиганию масла, налитого на поверхность болванки. Болванки кладут в печь по одной или несколько, в зависимости от их величины. Вначале жар держат небольшой. Затем его постепенно увеличивают и доводят до требуемой степени. Чем сильнее нагрев, тем сталь делается мягче, легче её обрабатывать под молотом и тем успешнее идёт КОВКА. Однако этим опасно злоупотреблять - чем выше нагрета сталь, тем она больше стремится кристаллизоваться при остывании, из-за чего может уменьшиться связь между отдельными кристаллами (зёрнами), и они могут разъединиться даже от одного или нескольких ударов молота.
Таким образом - болванка при КОВКЕ получит надрыв, трещину, а иногда даже отваливается целыми кусками. Это называется перегревом стали. Перегрев стали не следует путать с пережогом стали. Пережог влияет не на кристаллическую структуру металла, а уже на его химический состав, заставляя его изменяться: когда сталь долго находится под воздействием печных газов, сварочного жара, она мало-помалу теряет свой углерод и приближается к железу. Пережжённая сталь ни на что не годится, тогда как перегретую ещё можно поправить. Чем твёрже сталь, тем больше она стремится к кристаллизации и тем ниже температура, при которой она кристаллизуется. Поэтому степень нагрева надо сообразовать с твёрдостью стали: мягкая сталь переносит КОВКУ даже при сварочном жаре, около 1300° С. твёрдую инструментальную сталь выше 1000° С ковать уже опасно. для средних сортов стали температура 1000° С совершенно достаточна для КОВКИ и вполне надёжна. Низкая температура тоже не годится для КОВКИ. Во-первых, она сильно затрудняет обработку. Во-вторых - при перемещении малоподвижных частиц во время КОВКИ образуются сильные натяжения, которые иногда вызывают внутренние надрывы и трещины. Надо вести нагрев так, чтобы внутренняя часть болванки успела прогреться надлежащим образом. И хотя наружные слои всегда прогреваются сильнее, но это уравновешивается быстро вследствие их охлаждения во время КОВКИ. Вообще, для успешной КОВКИ надо принять за необходимое правило, что кроме степени нагрева имеет очень важное значение и равномерность нагрева. Для этого после посадки болванки в печь, надо температуру поднимать очень медленно, наблюдая, чтобы болванка нагревалась одинаково со всех сторон. Время нагрева зависит главным образом от величины болванки и от жаровой способности печи. На Обуховском заводе для нагрева 1800-пудовой болванки требуется около 27 часов, для 900-пудовой около 12 часов, для 300-пудовой около 8 часов. обжимка болванки Стальная болванка - это не одно сплошное однородное тело. Она переполнена внутри раковинами и пустотами различной формы и величины. Поэтому сразу после выдачи болванки из печи их уплотняют - ударами молотка обковывают болванку кругом, начиная от середины к нижнему концу болванки, затем к верхнему, прибыльному. Это называется «обжимкой болванки». Образовавшаяся во время нагрева окалина на поверхности болванки частью сама отваливается при обжимке, частью отбивается ломиками и счищается метлой. Поэтому болванка отливается значительно большего размера и веса по сравнению с задуманным предметом. Отношение площади поперечного сечения болванки к площади готового изделия принимали раньше от 6 до 10. Теперь, при более плотных отливках, довольствуются отношением от 3 до 4. заготовка Обработку стальной болванки под молотом можно разделить на две части: на заготовку и на окончательную отделку. Заготовка предназначена для того, чтобы уплотнить болванку, и придать ей в грубом виде необходимые размеры и формы. Формы и размеры заготовок и способы КОВКИ зависят от вида изделий. Заготовки по виду разделяются: на заготовку сплошных цилиндров, пустотелых цилиндров, колец, заготовку плоских вещей, и т. п. Способы КОВКИ при этом таже имеют разные названия. Заготовка сплошных цилиндров. При такой заготовке обжимка болванки производится на вырезном нижнем бойке, где после каждых нескольких ударов молота её поворачивают на 1/8 оборота и, после образования восьмигранника, подвигают на ширину верхнего бойка и продолжают КОВКУ. Когда, таким образом, обожмут всю болванку, её опять подвигают на старое место и, ударяя молотом по граням, образуют шестнадцатигранник. Сообразно диаметру цилиндра продолжаютКОВКУ, пока болванка не примет надлежащих размеров. При такой обработке она уменьшается в диаметре, а металл при обжимке перемещается по направлению оси, и вследствие этого болванка удлиняется, вытягивается, отчего и самую обработку называют вытягиванием. В случае, если при таком вытягивании заметят на поверхности болванки трещины, или другие пороки, тогда останавливают КОВКУ, пока их не вырубят кузнечными зубилами.
Верхний конец, так называемый прибыльный, заключающий в себе всегда пустоты, считается негодным для употребления и потому 1/4 по весу болванки отрубается, что носит название отрубки прибыли. Для рубки употребляется стальной топор, который накладывается на верх болванки и вдавливается молотом в её тело. Потом на верх топора накладываются бруски квадратного сечения и продолжают нажимать молотом, пока топор не углубится до половины тела болванки; наконец, её поворачивают на 180° и таким же образом продолжают рубку с противоположной стороны. Подобным образом разрубается на части заготовленная болванка, когда она предназначается для изготовления нескольких предметов. При заготовке больших изделий молот за один нагрев не успеет обжать и заготовить всей болванки, поэтому сперва обжимают и заготовляют нижнюю половину болванки, потом переносят державку на отделанный уже конец, подогревают остальную часть болванки, обрабатывают её таким же самым образом, и, наконец, отрубают прибыль. Если цилиндр должен иметь на конце уступы, или фланцы, диаметр которых больше, чем поперечник болванки, тогда после обжимки болванки и отрубки прибыли нижний боек удаляется прочь, а на его место устанавливается болванка стоймя (на попа) и ударами молота осаживается, причём диаметр её, в особенности на концах, увеличивается. ДлявыКОВКИ вала меньших размеров, или такой длины, что он не помещается стоймя под молотом, пользуются услугами так называемой балды, подвешенной на цепи, посредством ударов которой осаживают конец вала. Для заготовки изделий кольцеобразной формы, как, например бандажей, скрепляющих орудийных колец и проч., сперва, как было сказано выше, болванку обжимают, вытягивают, очищают от окалины и трещин, отрубают прибыль и разрубают на куски; после вторичного нагрева каждый кусок немного осаживают, или сплющивают в виде лепёшки. Потом пробивают отверстие посредством пробоя или прошивня, вдавливая его сперва с одной стороны до половины, потом, повернув болванку - с другой. Дальнейшая обработка кольца, то есть разводка, производится уже на оправке в особой стойчатой наковальне. Разводку бандажных шин производят на особой наковальне с рогом, где, кроме того, посредством раскатки а, делают выступ, называемый ребордой. Для изготовления более длинных пустотелых цилиндров, как, например, скрепляющих орудийных оболочек, сперва отрезают на токарном станке прибыльную часть болванки, потом высверливают вдоль оси насквозь отверстие около 30 см в диаметре и, после нагрева болванки, просовывают в отверстие железный пустотелый стержень и на нем её обжимают. Такая обработка носит название К. на штревеле. Чтобы стержень не нагревался и не сжимался вместе с болванкой, внутри него постоянно циркулирует вода. Когда К. окончена, вынимают штревель из цилиндра посредством особого прибора, представляющего собой гидравлический пресс, или домкрат. Он состоит из пустотелого цилиндра А с двойными стенками а и а 1, между которыми пускается вода для выдвигания второго цилиндра В, который упирается в гайку С, навинченную на конец штревеля. На другом конце цилиндра А укреплена муфта D, упирающаяся в откованную оболочку. Вода выдавливает цилиндр В, который тянет за собой штревель. Заготовка для вещей прямоугольного поперечного сечения производится на плоских наковальнях, где, после предварительной обжимки, болванку сплющивают сперва наплоско, потом поворачивают на 90° и куют на ребро. Надо заметить, что вообще при ударе молота удлинение совершается по направлению её оси, по перпендикулярному же направлению перемещению частиц мешает трение о поверхность бойка и наковальни. Чтобы К. расширить размеры болванки по этому последнему направлению, раздают металл посредством раскатки. Для этого на поверхность болванки, по направлению её оси, накладывают полуцилиндрический валик, называемый раскаткой, и ударом молота вдавливают его в тело. После такой раскатки по всей поверхности болванки металл расползается по направлению стрелки, а причинённые неровности выглаживаются потом ударами молота. Такой обработке подвергаются броневые плиты. Для изготовления коленчатого вала, заготовляется сперва прямоугольный брус, в котором, посредством топора, делают два надреза. Потом молотом отгибают оба конца, отрубают топором (как показано пунктиром) образовавшиеся выступы и, наконец, обжимают, закругляют и отделывают шейки. Эта сложная работа требует много времени, частых нагревов, ловкости и опытности кузнеца. Вырез, показанный на чертеже пунктиром, производится на долбёжном станке. Цапфельное кольцо (с шейками) для орудий заготовляется следующим образом. Отрезанный диск от болванки сплющивают, после нагрева, под молотом в продолговатый брус и пробивают в нём продольную щель посредством клинообразного прошивня. Потом коническими оправками расширяют постепенно эту щель, пока отверстие не примет круглой формы, и, наконец, на горизонтальной оправке разводят до надлежащих размеров. Вообще для разных предметов требуются разные заготовки. От умелости выбора приёмов, от рациональной последовательности переходов из одной формы в другую, в особенности при более сложных конструкциях, зависит успешность К. и уменьшение расходов на лишний нагрев и угар металла. окончательная отделка II. Окончательная отделка. После заготовки предмет имеет довольно грубую и неровную поверхность, для выравнивания которой оставлен некоторый запас против требуемых размеров. Для этого предмет очищают ещё раз зубилом от всех трещин, волосовин и лёгкими и частыми ударами молотка проходят кругом всю его поверхность. Наконец, окончательно проверяют предмет посредством кронциркулей, линеек, или шаблонов и, если окажется надобность, его выправляют и т. п. Для придания более чистого и гладкого вида употребляются разного рода гладилки и штампы, а иногда во время ударов молота поливают поверхность водой, вследствие чего приставшая окалина лучше отскакивает и предмет выходит чище. Такое выглаживание производится всегда в самом конце, когда изделие уже остыло до буро-красного каления и поэтому носит название холодной К. или наклепки. После наклепки замечаются всегда такие же явления, как и при закалке, то есть металл делается твёрже и менее тягуч и образуются внутренние натяжения. Вследствие малой подвижности металла, при сильной наклёпке, нарушается связь между частицами и даже иногда получаются внутренние трещины. Если отполированный разрез сильно наклёпанного бруска подвергнуть действию слабой кислоты, то образовавшийся при этом рисунок прямо показывает на внутреннее изменение металла. Вначале предполагали, что наклёпка увеличивает абсолютную плотность стали однако, дальнейшие опыты показали обратное. Так, например, при волочении проволоки, после первого прохода через волочильную доску, плотность её уменьшилась с 7,839 до 7,836; после второго до 7,791, после третьего до 7,781. Кстати заметить, что при наклёпке меди или серебра получаем результаты совершенно противоположные. Так как влияние наклёпки аналогично закалке, то, чтобы придать металлу желаемую твёрдость и упругость, очень часто прибегают к наклёпке. При изготовлении таких изделий, как, например резцы, инструменты, клинки и пр., этот способ оказывает большую услугу, но что касается более крупных вещей, при которых получается только поверхностная наклёпка, вызывающая внутренние натяжения, этот способ, вместо пользы, приносит изделию только вред. Лучшим доказательством служит пример изготовления локомотивных или вагонных осей, у которых шейки отделаны штамповкой. При пробе на изгиб таких осей часто случается, что при ударе груза по середине оси отламывается её конец, как раз в том месте, где была отштампована шейка. Хотя все эти вредные натяжения можно уничтожить, или, по крайней мере, уменьшить отжигом (см. Отжиг стали), однако никто не может поручиться, что во время самой наклёпки не образовались уже трещины, которых отжиг исправить не в состоянии. При изготовлении более сложных поковок, где неизбежно применять штамповку, гораздо лучше совершать это при высоком нагреве, тем более, что сталь в раскалённом состоянии хорошо выдерживает штампование и отчётливо воспроизводит форму штампы; чтобы воспрепятствовать образованию натяжения, надо делать её в несколько приёмов, каждый раз подогревая сталь до надлежащей температуры. После обработки болванки под молотом, не прибегая даже к наклёпке, всегда появляются внутренние натяжения, происшедшие вследствие неравномерного остывания концентрических слоев, и вследствие того, что разные части болванки приходится ковать при разных температурах. Чем больше диаметр откованной болванки и чем резче переход от одной формы к другой, тем неравномернее происходит остывание и тем резче будут проявляться внутренние натяжения. Для избежания трещин и искривления откованных изделий, зарывают их сейчас же после К. в горячий мусор. Подобное зарывание может принести пользу, когда вещь довольно простой формы и когда она ещё красная. В противном случае надо непременно подвергать изделие отжигу, то есть осторожно его подогреть до температуры около 700°, затем, замазав печь, дать ему медленно остыть до полного охлаждения. Выше было упомянуто, что назначение КОВКИ, кроме сообщения требуемой формы, заключается ещё в уплотнении металла вследствие пороков, встречаемых внутри болванки. Газовые пузыри, образующиеся при затвердевании стали, размещаются, главным образом, снаружи. Большинство из этих пузырей, имея сообщение с окружающей атмосферой, окисляется под действием печных газов и покрывается внутри слоем окалины, которая не дозволяет им свариваться при обжимке болванки под молотом, а потому они только сплющиваются в виде прослоек и вытягиваются в виде волосовин. Толщина рыхлого слоя откованного предмета зависит от величины пузырей, глубины их размещения в болванке и от большей или меньшей обработки под молотом. Поэтому всякое откованное изделие, подвергающееся окончательной отделке на токарных или строгательных станках, должно иметь соответствующий запас металла, для удаления рыхлого слоя. Чтобы получить чистую и гладкую поверхность, достаточно оставить, для удаления рыхлого слоя запас на обточку толщиной в?" для больших и от?" до?" для мелких предметов. Кроме уплотнения пороков в болванке, К. изменяет и свойства самого металла. Если сравнить изломы кусков стали, взятых от одной и той же болванки до и после её проКОВКИ, то они представляют большую разницу. Первый из них крупнокристаллический с блестящими и сильно развитыми плоскостями отдельных зёрен, второй же мелкозернистый, матовый и как бы аморфного сложения. Испытывая на разрыв эти бруски, оказывается, что как упругость и прочное сопротивление, так и удлинение кованного бруска гораздо больше. Поэтому долгое время полагали, да ещё и до сих пор многие такого убеждения, что К., вследствие своего сильного давления, производит сближение частиц между собой, их сжатие, а тем самым и уплотнение самого металла, и благодаря только такому действию, сталь приобретает другие свойства. Придавая К. такое значение, старались подвергать болванку как можно большей обработке и давать по возможности большее отношение площади поперечного сечения болванки к площади изделия. Однако, более тщательные исследования не оправдали этого взгляда. Во-первых, опыт показал, что удельный вес кованной стали меньше, чем литой. Ещё в 60-х годах Н. В. Калакуцкий доказал, что удельный вес литой стали, при отсутствии пороков, есть предел её уплотнения и что К., увеличивая гравиметрическую плотность болванки, уменьшает её абсолютную плотность. Из его опытов видим, что удельный вес куска стали от литой болванки равен 7,852; удельный же вес куска от этой болванки после нагрева его до светло-красного каления и хорошей проКОВКИ равнялся 7,846. Во-вторых, что повторительные нагревы и проКОВКА не влияют уже на увеличение сопротивления и вязкости. В-третьих, что простым нагревом до известной температуры и соответственным охлаждением можно достигнуть таких же результатов относительно структуры, повышения упругости и вязкости металла. Это последнее явление было впервые замечено Д. К. Черновым и опубликовано в «З. И. Т. Общества», 1868 г. Этот факт объясняется тем, что сталь при нагревании, начиная с некоторой температуры, принимает воскообразное состояние, то есть что отдельные зерна её размягчаются и слипаются между собой в виде тестообразной несжимаемой массы. Если станем охлаждать эту массу, тогда частицы опять собираются в отдельные зерна или кристаллы и эта группировка продолжается до тех пор, пока сталь не остынет до некоторой определенной температуры около 700°, ниже которой кристаллизация совершаться уже не может (см. Критические точки стали). Чем более нагрета сталь, то есть чем больше размягчена, и чем медленнее и спокойнее она остывала, тем более свободы и времени имели частицы для этой группировки. Если же во время этого охлаждения воспрепятствуем частицам свободно собираться в отдельные зерна ударами молота или вальцовкой, или посредством быстрого охлаждения не дадим времени к подобной группировке, или, наконец, если сталь нагреем только до температуры и позволим ей медленно остывать от этой температуры, ниже которой кристаллизация невозможна, то во всех этих случаях получим более или менее мелкозернистое сложение. Если остановить КОВКУ при температуре выше 700°, то группировка частиц опять возможна и структура стали будет зависеть от этой температуры. Если же, наконец, нагреем болванку до очень высокой температуры и позволим болванке некоторое время остывать без КОВКИ, то кристаллизация может принять такие размеры, что сталь теряет свойства ковкости и носит название перегретой стали. Надо заметить, что эти замечательные исследования были сделаны г. Черновым ещё в 1860-х гг., и что они послужили исходной точкой для всех дальнейших исследований и теперешних теорий стали. Таким образом, на перемену структуры, от которой зависит вязкость и прочность стали, имеет влияние главным образом степень нагревания и условия остывания. Ковка препятствует кристаллизации и уплотняет пороки в болванке. Для успешности КОВКИ надо стараться ковать быстро, чтобы не оставлять какого-нибудь места болванки долгое время без ударов молота. Поэтому при обжимке и вытягивании больших болванок, лучше довольствоваться зараз меньшей степенью обжимки и обрабатывать их в несколько приемов, проходя ударами молота каждый раз всю нагретую часть. Кроме того, нельзя допускать, чтобы болванка, нагретая до высокой температуры, дожидалась долго КОВКИ или остывала в печке. При таких благоприятных условиях кристаллизация совершается очень быстро и болванка получает свойства перегретой стали. Лучше тогда дать болванке спокойно остыть, снова её нагреть до надлежащей температуры и затем ковать. При обработке стальных болванок имеет очень важное значение, как с экономической стороны, так и относительно влияния КОВКИ на качество изделия, сила молота, то есть отношение веса бьющей части к весу обрабатываемой болванки. Если принять вес бабы G и вес болванки g, то общепринятое отношение G/g = 2 доходит до 1. Однако, это отношение очень условное и зависит от многих причин, главным образом от формы изделия, приёмовКОВКИ, сорта стали, допускающей более или менее сильный нагрев и, наконец, от приспособлений, имеющихся при молоте. Для обжимки болванок или для изготовления цилиндрических валов отношение G/g = 1 может быть допускаемо только в крайних случаях; вообще, для успешности действия куют при отношении 2. Так, например, под 5-тонным молотом можно свободно отковать орудийную трубу из болванки в 3 тонны, но для изготовления такого же веса коленчатого вала, следует употребить, по крайней мере, 15-тонный молот. Чем тяжелее молот в сравнении с весом болванки, тем энергичнее идётКОВКА и тем глубже передаётся давление внутренним слоям болванки. Слабые удары передаются только поверхностным слоям, которые поэтому уплотняются и вытягиваются больше внутренних и откованная болванка при этих условиях имеет вогнутые концы. Подобного рода явления замечаются чаще всего на КОВКЕ больших болванок. Поэтому для их успешной КОВКИ приходится иметь громадных размеров молоты или же прибегать к частым подогревам. В настоящее время для КОВКИ стальных болванок стали применять гидравлические прессы, называемые пресс-молотами или жомами. Отлагая описания устройства и действия разных систем жомов, о чём будет подробно сказано в статье Пресс-молот, представителем которых есть ковальный пресс Витворта (см. Витвортов жом), сравним только в общих чертах действие парового молота и жома на болванку. Мгновенный удар молота, с громадной вначале живой силой и с полнейшей потерей в конце своего действия, распространяясь по верхней плоскости болванки, переходит по реакции и на нижнюю, соприкасающуюся с наковальней; промежуточные же слои, исполняя только передаточную роль, перемещаются, а вместе с тем и уплотняются гораздо меньше. Жом, с момента соприкосновения бойков с болванкой, своим растущим от 0 до 3 тонн давлением передаёт его, во все время нажимания, одинаково всем слоям металла. Расползанию наружных слоев металла, в плоскости нормальной к направлению давления, мешает трение о поверхности бойков, и вследствие этого, во время давления жома, главным образом перемещаются частицы внутренних слоев, которые уплотняются больше наружных, то есть жом производит действие обратное молоту. Это, впрочем, может быть устранено применением более узких бойков. Предположение лучших качеств металла, откованного под жомом, чем под молотом, пока ещё не оправдывается, тем более, что качество плотного металла зависит, главным образом, от температуры нагрева болванки, от температуры, при которой была остановлена КОВКА и от условий, при которых остывала болванка. Жом имеет большое преимущество перед молотом в экономическом отношении, так как он ускоряет К. в несколько раз в сравнении с молотом. Однако, надо заметить, что силой жома чересчур нельзя злоупотреблять.
В зависимости от наличия или отсутствия воздействия высоких температур различают два вида ковки – горячую и холодную. Горячая ковка подразумевает обработку металлов, нагретых до ковочной температуры. Нагрев металлических заготовок осуществляется в горне.
Каждый металл имеет свою ковочную температуру, зависящую от его физических и химических свойств. Так, ковка железа осуществляется в температурном интервале 1250-800С, для меди данный температурный интервал составляет 100-650С, для титана – 1600-900С, а для алюминиевых сплавов – 480-400С.
При холодной ковке металлические заготовки обрабатываются на специальном оборудовании без нагревания.
Кроме того, выделяют свободную ковку и штамповку. При штамповке металлическая заготовка помещается в соответствующий штамп, ограничивающий ее со всех сторон, и при деформации приобретает форму этой полости. Ковка в штампах применяется главным образом в массовом и крупносерийном производстве.
При свободной ковке заготовка не ограничена совсем или ограничена только с одной стороны. В процессе свободной ковки металл становится прочнее, а его структура приобретает волокнистое строение, что в целом улучшает качество металла. Свободная ковка используется в основном в мелкосерийном и единичном производстве.
Ковка классифицируется и зависимости от способов обработки металла. Выделяют обыкновенную ковку, сварку и обжимку криц. Обыкновенная ковка заключается в уплотнении и придании нужной формы предмету. При сварке происходит сращивание пакетов, состоящих из отдельных частей, нагретых до вара. Наконец, процесс обжимки криц подразумевает уплотнение и сварку частиц, а также выделение шлаков из крицы, как называется тестообразная железная масса.
Также ковка бывает ручная и автоматическая. При ручной ковке воздействие на обрабатываемый металл осуществляется вручную, при помощи кувалды или молота. К преимуществам ручной ковки относится обеспечение большей свободы действия при придании заготовке необходимой формы.
Технологический процесс ручной ковки состоит из ряда последовательных операций, первой из которых является осадка заготовки, позволяющая увеличить площадь ее сечения. При осадке слитка металла или прокатной заготовки исходное сечение становится меньше и приобретает нужный вид для вытяжки заготовки.
При помощи вытяжки увеличивается общая длина заготовки, уменьшенная в результате осадки. В процессе вытяжки удары молотом наносятся вдоль оси заготовки. В качестве разновидности данного процесса может рассматриваться раздача заготовки и ее расплющивание. Раздача помогает увеличить диаметры пустых заготовок, а расплющивание применяется для увеличения общей площади заготовки.
После вытяжки выполняется прошивка – операция по проделыванию углублений или отверстий в заготовке. Далее следует закручивание заготовки, при котором одна часть заготовки поворачивается относительно другой. Следующий шаг – рубка, или разделение заготовки на несколько частей. Также рубка позволяет привести изделие к окончательной форме путем удаления лишнего металла. Как разновидность рубки используется вырубка металла из заготовки.
Затем выполняется гибка заготовки, в процессе которой полностью меняется направление ее оси. Наконец, процесс ковки включает также сварку – соединение в одно изделие нескольких стальных заготовок.
В процессе автоматической ковки выполняются те же технологические операции, однако с применением специального оборудования. К такому оборудованию относятся молоты с различной массой падающих частей (от 40 кг до 5 т), гидравлические прессы, развивающие усилия 2–200 МН или ковочные машины. Машинная ковка позволяет изготовлять поковки массой более 100 т. Для манипулирования тяжелыми заготовками в процессе автоматической ковки используются специальные манипуляторы, кантователи и подъемные краны.
Почему металл при обработке нуждается в том, чтобы его ковали, то есть, наносили удары, пока он в раскаленном состоянии. Что это дает стальной заготовке? Можно ли испортить ее неправильной ковкой или чем-то еще? Ответим на эти вопросы по порядку. Можно с уверенностью сказать, что люди начали около шести тысяч лет назад. Сначала холодная, то есть по не разогретому металлу, а затем и горячая ковка, возникла в Древнем Иране, Месопотамии, древнем Египте. Ковали изначально - медь, серебро и . Затем сыродутное железо. Ковка вообще была единственным способом придать металлу, какую-то форму. Своего пика ковка достигла в средние века, а в девятнадцатом веке, с появлением мощных заводов, стала сходить на нет. Ее заменили другие способы обработки металла, например, прокат и штамповка. Но ручная ковка, как вид , все-таки, окончательно не исчезла.
Профессия кузнеца, который занимается ручной ковкой, существует и до сих пор. В этих небольших кузницах, мастера занимаются изготовлением (в заводских условиях, например, ее сделать невозможно), художественной ковкой, делая такие удивительные и красивые вещи, которые можно создать, только куя железо вручную.
Но кроме придания формы, что еще дает этот процесс обработки металла? Изначально металл получается . Железную руду разогревают до определенной температуры и льют из нее металл, который имеет при этом зернистую структуру. Зерна металла в процессе литья очень сильно укрупняются. Также в металле могут быть внутренние дефекты: микропузыри, микротрещины и т.д. Таким образом, производится с целью уменьшения его зернистости и избавления пороков литья.
То есть помимо придания формы, в кузнице металл делают лучше. После ковки он становится более прочным, меняются физические свойства его структуры. Если говорить по-научному, то, из дендритной (сложно кристаллической), она становится волокнистой. При этом как, точнее, чем, бьют по металлу, совершенно неважно.
Кроме ручных, существуют паровые молоты. Ими работают с заготовками большего веса. Ну, а на заводах, можно встретить настоящих мастодонтов кузнечного дела, огромных и тяжелых прессов. Например, имеются, так называемые, молоты четырехтонники. Вес его активной ударной части (она называется «баба») составляет четыре тонны. Ну, и, соответственно, вес заготовок, которые они обрабатывают, тоже немаленький.
Даже в промышленных масштабах, практически весь , до сих пор подвергается ковке, прокату или штамповке. На него механически воздействуют, чтобы изменить его свойства. И теперь, вы знаете почему.
В основе всех рассуждений на тему какой нож лучше - из кованой стали или из прокатной, лежит прочный стереотип, что при ковке сталь улучшается, а при прокатке, должно быть, портится или как минимум не улучшается. Иногда еще можно услышать фразы "штампованная сталь" или "штампованный нож", которым придается крайне негативный оттенок и воспринимается, как что-то заведомо некачественное, худшее, нежели столь благородно звучащее - "кованый нож".
Необходимо внести ясность, что на самом деле штампованная сталь сама по себе не существует отдельно от того или иного конкретного изделия, получаемого методом штамповки, а ножи как раз методом штамповки не производят вообще. Штамповка это процесс формовки материалов посредством давления штампом определенной формы. Но к клинкам ножей это не относится, потому что технологически нет нужды - нечего там штамповать. Про ширпотребные китайские кухонники мы тактично не упоминаем, так как большинство из них всё-таки очень трудно называть полноценными ножами.
Если обобщить, именно клинок ножа, с его характерной формой и габаритами, может быть получен двумя способами:
1. Объемная горячая формовка из заготовки стали почти любой формы, то есть методом ковки, причем преимущественно ручной - молотком на наковальне. Это подразумевает случаи единичного производства клинков, когда над каждым из них работает кузнец с молотком и вручную формует клинок требуемого размера и конфигурации.
2. Резка . Начиная от человека с ножовкой по металлу, заканчивая лазерным станком с программным управлением. Осуществляется методом вырезания из заготовки заведомо плоской формы, которая в свою очередь может быть получена либо прокаткой, либо ковкой. Причем самое интересное, что на сегодняшний день практически любая кованая заготовка для будущего клинка производится методом ковки из стального прутка, который в свою очередь был получен опять же методом проката.
Так что такое кованая сталь и чем она отличается от не кованой, если всё равно изначально получается из прокатной?
Ясно, что нас интересует не просто технологическая разница, но различие результативное, по факту, чем так называемый "кованый нож" лучше ножа из прокатной стали? Ведь не даром можно слышать от многих производителей, что их ножи кованные, а потому заведомо лучшие. Без каких-либо объяснений и доказательств. И подавляющее большинство потенциальных покупателей замечательно подкупается подобными лозунгами, кстати так же, как и словом "булат". Производители это прекрасно осознают и пользуются ситуацией, а именно, отсутствием у покупателя понимания процессов, происходящих со сталью во время производства.
Чтобы разобраться во всей этой путанице, важно обозначить главный момент: решающим является вопрос терминологии. Не определившись с терминами, трудно что-либо согласовать и уложить по полкам. Жонглируя словами "простой, булатный, порошковый, кованый, прокатный" и их сочетаниями можно вводить человека в заблуждение бесконечно долго. Это фразы, которыми оперируют коммерчески продвинутые производители, сути происхождения стали они не отображают, и о свойствах каждого конкретного ножа они ничего не говорят.
Поэтому необходимо чётко разделить понятия: что такое нож кованый и нож не кованый .
Кованый нож , а точнее говоря, кованый клинок - это когда из заготовки стали, неважно какой формы, человеком вручную формуется контур и геометрия клинка, вытягивается хвостовик, оттягиваются будущие спуски.
Применяется такой метод только в условиях единичного производства ножей одним мастером или немногочисленной группой мастеров. С точки зрения целесообразности метод обоснован в случаях :
1. Если изначальная заготовка стали не совсем подходящей формы. Например, из круглого подшипника одним только способом резки клинок не получить.
2. Ковка клинка в чистовой размер как способ экономии материала. Это объединяет как древних кузнецов, которые знали истинную цену сырью для производства оружия и инструмента, так и современных мастеров, бережливо кующих клинки из полосы дорого купленной стали, просто потому что отрезать лишнее и выбрасывать - расточительно.
3. Когда усиленная деформация осуществляется с целью повлиять на некоторые составляющие структуры стали. В частности, если стоит задача несколько раздробить плотные скопления карбидов в сталях с их высоким содержанием и неравномерным распределением.
Кстати, такой подход дробления твердых фаз принципиально характерен вообще для производства сталей с изначально высоким содержанием крупных карбидов и их скоплений - быстрорежущих, некоторых штамповых сталей (не путать слова "штамповый" и "штампованный")
После непосредственного производства, то есть выплавки, в своем самом первичном виде эти стали содержат настолько крупные скопления карбидов, что их подвергают прокатке и ковке, то есть сильной горячей деформации, до тех пор, пока карбиды не измельчатся до определенного размера. Явление называется карбидной неоднородностью и имеет несколько чётко обозначенных степеней.
В противном случае, к примеру, быстрорежущая сталь с недостаточно раздробленными включениями карбидов считается бракованной. Поскольку крупные карбидные включения являются очень твердыми и хрупкими, то зуб пилы, фрезы, или сверло, на режущую кромку которого попадает такой нежелательный фрагмент, обречено на неизбежное выкрашивание.
Если проводить аналогию с ножом, режущая кромка которого геометрически отличается от режущей кромки фрезы, как яхта от ледокола, то для тонкой и острой РК ножа наличие огромных, твёрдых и хрупких элементов в структуре сказывается еще более плачевно.
Это к слову о так называемых "булатах", как исторических, так и новодельных, у которых степень карбидной неоднородности настолько высока, что густые скопления карбидов в виде различных узоров можно без труда разглядеть невооруженным глазом на расстоянии вытянутой руки.
И это в противовес не имеющим никакого узора современным порошковым быстрорежущим сталям, в составе которых содержание сверхтвёрдых карбидов тугоплавких металлов очень велико, но они имеют минимально возможный размер и максимальное распределение, что позволяет таким сталям демонстрировать колоссальные результаты по удержанию остроты режущей кромки.
Ручная ковка стали , в комплексе с другими циклами термообработки, нацеленными на создание необходимой структуры - это метод, позволяющий получить качество ножа, отличное от качеств, свойственных подавляющему большинству других ножей из той же самой стали, но производимых на потоке, к которым применяются стандартные режимы ТО.
Для неискушенных пользователей, разница в стоимости между такими ножами зачастую перекрывает разницу в реальных преимуществах. Поэтому в условиях множественного производства ножей ручная ковка клинков и применение специальных режимов термообработки являются необоснованными с точки зрения экономики предприятия, выпускающего ножи в большом количестве.
Все так называемые "кованые ножи" в условиях современного поточного производства - это когда из прокатного прутка методом ковки на пневмомолоте получают поковку-полосу, из которой потом болгаркой вырезают клинки. После чего, как правило, сразу следует закалка, то есть о какой-либо предварительной термообработке, нацеленной на подготовку структуры к закалке, устранение структурных напряжений после ковки, а так же уменьшение зерна металла, речи не идёт.
Соответственно, совсем не факт, что эти клинки будут лучше, чем так же вырезанные из полос, прокатанных и отожженных сразу на металлургическом заводе, минуя стадию расковки на пневмомолоте из кругляка кузнецом, квалификация которого всегда остается загадкой для покупателя. И хотя в каталогах многих отечественных производителей сегодня можно встретить модели ножей со следами, дескать, "ручной ковки", не обольщайтесь - от того что по заранее вырезанной пластине для рельефа немножко постучали молотком за пару бестолковых нагревов, сталь лучше, увы, не становится.
И тут назревает самый важный вопрос : тогда от чего же всё-таки сталь становится лучше?
Ответ простой: сталь становится лучше от применения осознанной целевой и качественной термообработки. И нужно понимать, что качественная термообработка это не просто хорошая закалка клинка, но весь комплекс мероприятий, связанных с температурным воздействием на сталь, в том числе это относится и к горячей деформации стали.
Причём без громадной принципиальной разницы, происходила ли она под воздействием динамической нагрузки, то есть с ударами молота, либо под более плавным воздействием - при прокате в стане. Поэтому попытка производителя на словах выдать якобы "кованый" нож в качестве заведомо лучшего, нежели прокатный, должна подвергаться здравому скептицизму и вызывать встречные вопросы с просьбой описать технологическую последовательность производства этих хвалёных кованых ножей.
Однако, в жизни между двумя методами горячей деформации, ковкой и прокатом, разница всё же есть. И очень часто она серьёзно сказывается на качестве обрабатываемой стали, а значит и на качестве конечного изделия.
Продолжение следует....
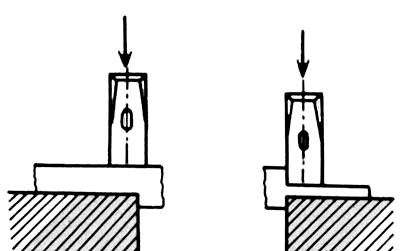
Ковка стали - начальная стадия процесса термообработки, при которой не меньше внимания, чем ковке, должно быть уделено рабочей температуре болванки. Особое внимание следует уделить тому, чтобы не опуститься ниже температурного предела, когда из-за переохлаждения в стали начнут развиваться внутренние напряжения. Существует техника, которую японцы именуют «мокрой ковкой» . Она предусматривает увлажнение поверхности наковальни и молота водой в ходе ковки. Вода при этом не охлаждает заготовку, а содействует отделению с поверхности окалины, предотвращая ее «вбивание» внутрь клинка. В отличие от горячей стали, окалина не ковка и оставляет на поверхности следы («кратеры»).
Начинать ковку удобнее с формирования хвостовика. Но для начала нужно получить предварительную заготовку, если у вас есть пруток, то переведите его в прямоугольник (квадрат), а затем разгоните в полосу нужной толщины с припуском на мехобработку. Удобно перед очередным помещением клинка в горн на подогрев произвести его выравнивание и проверку, чтобы не тратить время на это после доставания его из горна. Особое внимание должно быть уделено позиционированию заготовки - она должна располагаться строго параллельно плоскости наковальни. Боек молота должен воздействовать на поверхность всей плоскостью: в противном случае в клинке формируются неравномерно деформируемые области, которые в последствие упрочняются (с формированием внутренних неоднородностей).
Далее взяв полосовую заготовку, отступите нужное расстояние и выполните «перебивку», с двух сторон заготовки по ребру наносятся удары для получения ступенчатого перехода тела клинка в хвостовик. Это можно сделать или острым носком молотка или при помощи подкладного инструмента. Потом отделенную под хвостовик часть оттягиваете на конус.

Все, хвостовик готов и теперь за него можно браться клещами, а в дальнейшем доработать электроточилом. Теперь приступаем к формированию непосредственно тела клинка. Для этого нужно сначала оформить острие, это можно сделать как ковкой, так и просто отрубив лишнее зубилом.
Скруглив острые углы и выровняв линии, мы получаем готовую контурную заготовку клинка. В принципе, на этом можно и остановится, а спуски сформировать на наждаке.

Но можно пойти дальше и оттянуть кромку и оформить спуски ковкой. Здесь нужно учесть расширение металла и ширину изначальной заготовки брать меньше, чем планируется получить на готовом ноже. Общая ошибка при формировании плоскости заточки - приподнимание заготовки над наковальней. Эту плоскость надо ковать на заготовке, лежащей на наковальне - противоположная ковке сторона остается плоской, в то время как вы молотом формируете плоскость заточки.

Полезно начинать работу с профилирования «неудобной» стороны, по завершению чего перевернуть заготовку на другую сторону. Очень важно подвергнуть равномерной ковке обе стороны клинка. В противном случае из-за неравномерной структуры клинок «поведет» или вообще будет сформирован асимметричный профиль. Другой часто встречающейся проблемой является продольный изгиб заготовки. Старая присказка насчет того, что нельзя бить по лезвию, ошибочна. Вы можете бить по лезвию, но для этого необходима особая техника. Для этого используют полную длину наковальни, помещают изогнувшийся участок на него и легкими ударами устраняют кривизну. Если лезвие уже сформировано, удары наносятся киянкой на деревянном блоке - лезвие и обух при этом не страдают. После всех трудностей и неудач вы получили заготовку клинка отдаленно напоминающую нож вашей мечты, чем меньше потребуется обдирочных работ в дальнейшем тем лучше.

После ковки и обдирки должны быть сформированы контур и спуски, но толщина самой режущей кромки (РК) должна быть не меньше 1 мм, во избежание ее поводки «волной» при закалке, общая симметричность всех частей так же является важным моментом и влияет на возможные закалочные деформации. В кованом клинке имеется большое количество внутренних напряжений, которые при закалке могут привести к его искривлению. Для уменьшения этого, клинок перед закалкой следует отжечь. Поместите клинок обухом вниз в горн, нагрейте клинок до красного цвета при слабом дутье, далее выключив дутье, оставьте клинок остывать вместе с горном на ночь, а сами идите отдыхать.
Следующим этапом изготовления ножа будет термообработка клинка.
В зависимости от химического состава сталей, размеров поковок и требований, предъявляемых к готовым деталям, в кузницах возможно применение следующих видов термической обработки сталей.
Отжиг состоит в нагреве сталей до определенной температуры, выдержке и затем очень медленном охлаждении, чаще всего вместе с горном или печью.
Нагрев стали для отжига проводится в кузнечном горне или печи. Для того чтобы при нагреве в горне не допустить выгорания углерода с поверхности стали, поковки укладывают в металлические ящики, пересыпают их сухим песком, древесным углем или металлической стружкой и нагревают до температуры, необходимой для отжига данной марки стали. Продолжительность нагрева принимают в зависимости от размеров поковок, примерно по 45 минут на каждые 25 мм наибольшей толщины поперечного сечения. Нагрев выше температуры для отжига и длительная выдержка при этой температуре недопустимы, так как возможно образование крупнозернистой структуры, что резко уменьшит ударную вязкость металла.
Охлаждение поковок можно осуществлять несколько быстрее, чем вместе с горном и печью, если воспользоваться следующими рекомендациями. Углеродистые качественные конструкционные стали следует охлаждать приблизительно до 600°С на воздухе с целью получения мелкозернистой структуры, а затем, чтобы избежать возникновения внутренних напряжений, охлаждение осуществлять медленно в печи или в ящике с песком или золой, установленном в горне. Инструментальные углеродистые стали следует охлаждать в печи или горне до 670°С, а затем скорость охлаждения можно ускорить, открыв заслонки печи и удалив топливо из горна.
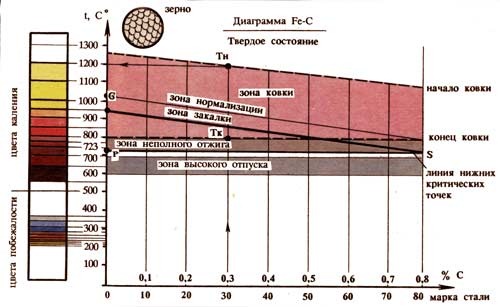
В зависимости от цели изменения структурных превращений (диаграмма состояния показана на рисунке) применяют следующие разновидности отжига.
Поковки из углеродистых сталей охлаждают со скоростью 50-150 градус/ч, а из легированных сталей - 20-60 градус/ч. В результате в металле снимаются внутренние напряжения, он становится более мягким и пластичным, но менее твердым. Низкий отжиг состоит в нагреве поковок до температуры, немного превышающей критическую 723°С (примерно до 740-780°С), с периодическим изменением температуры ниже и выше точки 5 и медленном охлаждении до 670°С, после чего охлаждение можно ускорить. Такой отжиг применяют для уменьшения твердости, увеличения пластичности и улучшения обрабатываемости поковок из инструментальных сталей.
Рекристаллизационный отжиг состоит в нагреве сталей до температуры 650-700°С и охлаждении на воздухе. С помощью этого отжига снимают наклеп и исправляют структуру сталей, нарушенную во время ковки при низких температурах.
Нормализационый отжиг (нормализация) состоит в нагреве поковок до температуры 780-950°С, непродолжительной выдержке при ней и последующем охлаждении на воздухе. Нормализацию, как правило, применяют для устранения крупнозернистой структуры, образовавшейся в результате вынужденного или случайного увеличения времени нахождения заготовок в печи для исправления структуры перегретой стали (перегрева), измельчения зерна, смягчения стали перед обработкой резанием и получения при резании более чистой поверхности, а также общего улучшения структуры перед закалкой. В результате нормализации сталь получается несколько тверже и менее пластичной, чем после низкого отжига. Нормализация по сравнению с отжигом более экономичная операция, так как не требуется охлаждения вместе с горном или печью.
Закалку применяют для увеличения твердости, прочности и износостойкости деталей, получаемых из поковок. Нагрев стали под закалку осуществляют в горнах или нагревательных печах. Детали в горны укладывают так, чтобы холодное дутье воздуха не попадало непосредственно на сталь. Нужно следить, чтобы нагрев происходил равномерно. Чем больше углерода и легирующих элементов содержит сталь, чем массивнее деталь и сложнее ее форма, тем медленнее должна быть скорость нагрева под закалку. Продолжительность выдержки при закалочной температуре ориентировочно принимается равной 0,2 от времени нагрева. Слишком длительная выдержка при закалочной температуре не рекомендуется, так как при этом интенсивно растут зерна и сталь теряет прочность.
Охлаждение является исключительно важной операцией закалки, так как от него практически зависит получение требуемой структуры в металле. Для качественной закалки необходимо, чтобы в процессе охлаждения детали температура жидкости оставалась почти неизменной, для чего масса жидкости должна быть в 30-50 раз больше массы закаливаемой детали. Для достижения равномерной закалки нагретую деталь надо быстро погрузить в охлаждающую жидкость и перемешать ее в жидкости до полного охлаждения. Если закаливают только конец или часть изделия (например, лезвие топора), то его опускают в закалочную жидкость на требуемую глубину и перемещают вверх-вниз, так чтобы не было резкой границы скорости остывания между закаливаемой и незакаливаемой частями изделия и не появились трещины в переходной части. Клинки погружают или строго вертикально или под углом лезвийной частью вниз.
Выбор охлаждающей среды зависит от марки стали, величины сечения детали и требуемых свойств, которые должна получить сталь после закалки. Стали с содержанием углерода от 0,3 до 0,6% обычно охлаждают в воде, а с большим содержанием углерода - в масле. При этом следует учитывать конфигурацию деталей и их сечение. При закалке стали сложным является получение желаемого двухскоростного охлаждения ее. В интервале температур 650-450°С требуется быстрое охлаждение со скоростью 20-30°С/с. Это позволяет избежать коробления и трещин.
Понятно, что лучшей закалочной средой была бы двухслойная жидкость, в которой верхний слой - вода с температурой 18-28°С, а нижний - машинное масло. Но, к сожалению, такую двухслойную жидкость получить нельзя, потому что масло всплывает на поверхность. При определенном навыке можно применять следующий режим охлаждения. На несколько секунд погрузить деталь в воду, а затем быстро перенести ее в масло. Ориентировочное время охлаждения в воде до переноса в масло составляет 1-1,5 с на каждые 5-6 мм сечения детали. Такой способ охлаждения получил название «через воду в масло» или прерывистой закалки. Ее применяют для закалки инструмента из углеродистой стали.
При большом сечении детали наружные слои охлаждаются быстрее, чем внутренние, и поэтому твердость на поверхности получается больше, чем в середине. Углеродистые стали, например стали 40 и 45, закаливаются на глубину 4-5 мм, а глубже будут частично закаленная зона и незакаленная сердцевина. Легирующие элементы - марганец, хром, никель и др. способствуют более глубокой закалке. Некоторые клинки нуждаются в большой прочности на поверхности при сохранении мягкой и вязкой сердцевины. Такие клинки рекомендуется подвергать поверхностной закалке. Один из самых простых способов такой закалки состоит в загрузке детали в печь с высокой температурой (950-1000°С), быстром нагреве поверхности до закалочной температуры и охлаждении с большой скоростью в проточной охлаждающей среде. Часто закалку выполняют сразу после ковки без дополнительного нагрева, если температура поковки после ковки будет не ниже закалочной температуры.
Закалка может быть сильной, умеренной и слабой . Для получения сильной закалки в качестве охлаждающей среды применяют воду при 15-20°С до погружения в нее детали и водные растворы поваренной соли и соды (карбоната натрия). Умеренная закалка получается при использовании воды со слоем масла толщиной 20-40 мм, нефти, мазута, мыльной воды, жидкого минерального масла, а также горячей воды. Слабая закалка получается, если применять в качестве охлаждающей среды струю воздуха или расплавленный свинец и его сплавы.
Закалка требует внимания и умения. Плохая закалка может испортить почти готовые детали, т. е. привести к образованию трещин, перегреву и обезуглероживанию поверхности, а также к желоблению (короблению), которое в значительной степени зависит от способа и скорости погружения детали в охлаждающую жидкость.
Закалка - не окончательная операция термической обработки, так как после нее сталь становится не только прочной и твердой, но и очень хрупкой, а в поковке возникают большие закалочные напряжения. Эти напряжения достигают таких значений, при которых в поковках появляются трещины или детали из этих поковок разрушаются в самом начале их эксплуатации.
Например, только что закаленный кузнечный молоток нельзя использовать, так как при ударах им о металл от него будут откалываться кусочки металла. Поэтому для уменьшения хрупкости, внутренних закалочных напряжений и получения требуемых прочностных свойств стали после закалки поковки подвергают отпуску.
Отпуск состоит в нагревании закаленной стали до определенной температуры, выдержке при этой температуре некоторое время и быстрого или медленного охлаждения, как правило, на воздухе. В процессе отпуска в металле структурных изменений не происходит, однако уменьшаются закалочные напряжения, твердость и прочность, а пластичность и вязкость увеличиваются. В зависимости от марки стали и от предъявляемых к детали требований по твердости, прочности и пластичности применяют следующие виды отпусков.
Высокий отпуск состоит в нагреве закаленной детали до температуры 450-650°С, выдержке при этой температуре и охлаждении. Углеродистые стали охлаждаются на воздухе, а хромистые, марганцовистые, хромо-кремниевые - в воде, так как медленное охлаждение их приводит к отпускной хрупкости. При таком отпуске почти полностью ликвидируются закалочные напряжения, увеличивается пластичность и вязкость, хотя заметно уменьшается твердость и прочность стали. Закалка с высоким отпуском по сравнению с отжигом, создает наилучшее соотношение между прочностью стали и ее вязкостью. Такое сочетание термообработки называют улучшением. Средний отпуск состоит в нагреве закаленной детали до температуры 300-450°С, выдержке при этой температуре и охлаждении на воздухе. При таком отпуске увеличивается вязкость стали и снимаются внутренние напряжения в ней при сохранении достаточно большой твердости. Низкий отпуск состоит в нагреве закаленной детали до температуры 140-250°С и охлаждении с любой скоростью. При таком отпуске почти не уменьшается твердость и вязкость стали, но зато снимаются внутренние закалочные напряжения. После такого отпуска детали нельзя нагружать динамическими нагрузками. Чаще всего его используют для обработки режущего инструмента из углеродистых и легированных сталей.
При изготовлении слесарного, кузнечного или измерительного инструмента ручной ковкой кузнецы часто применяют закалку и отпуск с одного нагрева. Такую операцию называют самоотпуском и выполняют следующим образом. Нагретую под закалку поковку охлаждают в воде или масле не полностью, а до температуры несколько выше температуры отпуска, которую можно определить при извлечении поковки из закалочной среды, по цвету побежалости на предварительно обработанной на наждачном круге поверхности поковки. После этого поковку окончательно охлаждают путем погружения ее в воду или масло.
При отсутствии измерительных приборов температуру нагрева поковки определяют по цвету побежалости. Для этого перед нагревом поковки для отпуска на ней, в нужном месте, зачищают небольшой участок наждачной бумагой или другим абразивом. Нагревают поковку и наблюдают за изменением цвета металла по зачищенной поверхности. При этом цвета побежалости будут соответствовать следующим приблизительным температурам нагрева поковки:
| Цвета побежалости | Температура, °С |
| Серый | 330 |
| Светло-синий | 314 |
| Васильковый | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Коричнево-красный | 265 |
| Коричнево-желтый | 255 |
| Темно-желтый | 240 |
| Светло-желтый | 220 |
При более высокой температуре поверхность стали темнеет и остается такой до температуры 600°С, когда появляются цвета каления. Режимы термообработки сталей необходимо соблюдать очень строго, так как только правильная термообработка позволяет получать клинки с заданной прочностью, износостойкостью, обрабатываемостью, пластичностью и т. п.
После термообработки пришло время окончательной механической обработки, ее можно провести на нехитром приспособлении или воспользоваться электроточилом, но это тема для отдельного разговора.







