Ky standard vlen për pajisje të rripit të çelikut të nxehtë. Përforcimi i klasës A3 ka një profil periodik, i.E. Profili i rrumbullakët me 2 brinjë gjatësore dhe ndërprerje tërthore. Për këtë klasë janë instaluar shenja të caktuara të çelikut (GOST 5781-82) - 35GS, 25G2C.
Klasa A3 Fittings GOST 5781-82 |
||
| Numri i profilit | Mass 1 m Profile, kg | Katror seksion kryq, shih 2. |
| 6 | 0,222 | 0,283 |
| 8 | 0,395 | 0,503 |
| 10 | 0,617 | 0,785 |
| 12 | 0,888 | 1,131 |
| 14 | 1,210 | 1,540 |
| 16 | 1,580 | 2,010 |
| 18 | 2,000 | 2,540 |
| 20 | 2,470 | 3,140 |
| 22 | 2,980 | 3,800 |
| 25 | 3,850 | 4,910 |
| 28 | 4,830 | 6,160 |
| 32 | 6,310 | 8,040 |
| 36 | 7,990 | 10,180 |
| Valvulat e klasës A400C dhe A500C - çeliku i përforcimit të ngurtësuar termomechanically (TU 14-1-5254-94). Ky çelik përforcim në pronat e tij plotëson kërkesat e standardeve ndërkombëtare. Gosstroy Rusia rekomandon përdorimin e çelikut të përforcimit A400C dhe A500C në strukturat e betonit të përforcuar, së bashku dhe në vend të përforcimit të klasave A3 dhe A-3C të të njëjtave diametra. |
||
Shufrat periodike të profilit të dizajnuara për të përforcuar zakonshëm strukturat e betonit të përforcuarGjithashtu, shufrat e një përforcimi të paparë për përforcime të përforcuara, strukturat e betonit të përforcuar bëhen në njëqind Aschm 7-93.
GOST 5781-82.
Standarde ndërshtetërore
Çeliku të nxehtë të mbështjellë
Për përforcim
Strukturat e betonit të përforcuar
Kushtet teknike
Data e futjes 01.07.83
Ky standard vlen për çelikun e rrumbullakët të nxehtë të një profili të qetë dhe periodik, të destinuara për përforcimin e strukturave konvencionale dhe të paracaktuara të betonit (çeliku të përforcuar).
Në normat e pjesës përbërje kimike Standardi i çelikut me aliazh të ulët vlen edhe për bare, blots dhe boshllëqe.
1.1. Varet nga vetitë mekanike Çeliku i përforcimit ndahet në klasa A - I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Çeliku i përforcimit është bërë në shufra ose moge. Çeliku i përforcimit klasë a-i (A240) janë bërë të qetë, klasa a-iI (A300), A-III (A400), A-IV (A600), A-V (A800) dhe A-VI (A1000) - Profili periodik.
Me kërkesë të konsumatorit, klasat e çelikut A-II (A300), A-III (A400), A-IV (A600) dhe A-V (A800) janë prodhuar me qetësi.
1.1, 1.2. (Edicioni i modifikuar, ndryshimi numër 5).
1.3. Numrat e profilit, zona kryq seksionale, masa prej 1 m gjatësia e çelikut të përforcimit të një profili të qetë dhe periodik, si dhe devijimet kufizuese sipas peshës për profilet periodike duhet të jenë në përputhje me tabelën e specifikuar në tabelë. një.
Tabela 1
| Numri i profilit (Diametri nominal i shufrës d n.) |
Zonë kryq Shufra e këndimit, cm 2 |
MASS 1 M Profile | |
| Teorike; kg | Kufizoni devijimin,% | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Diametrat nominalë të profileve periodike duhet të korrespondojnë me diametrat nominalë të isometrikës në zonën ndërsektoriale të profileve të lëmuara.
1.5. Masa prej 1 m të profilit llogaritet sipas madhësive nominale në një dendësi prej çeliku, të barabartë me 7.85 × 10 3 kg / m 3. Mundësia e sigurimit të masës 1 m duhet të jetë së paku 0.9.
(Edicioni i modifikuar, ndryshimi i nr. 3).
1.6. Devijimet kufi të diametrit të profileve të lëmuara duhet të korrespondojnë me GOST 2590 për saktësinë e zakonshme të rrotullimit.
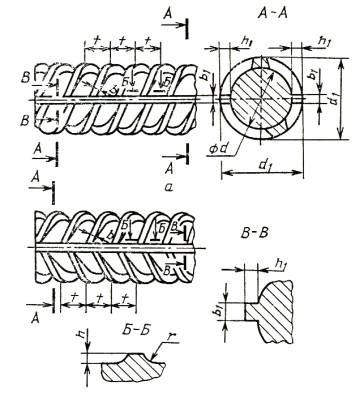
1.7. Çeliku i përforcimit të profilit periodik është profilet e rrumbullakëta me dy brinjë gjatësore dhe ndërprerje tërthore që kalojnë përgjatë vijës së vidhosve me tre drejtime. Për profilet me një diametër prej 6 mm, zgjatjet janë të lejuara përgjatë vijës së vidhos me një të ardhura, me një diametër prej 8 mm - përgjatë një vidhosje me dy drejtime.
1.8. A-II (A300) çeliku përforcues (A300), i bërë në performancën e zakonshme, profili i treguar. një a., I. qëllimi i veçantë Profili AC-II (AC300) tregohet. 2. porDuhet të ketë zgjatje që kalojnë përmes vijave me të njëjtin rast në të dy anët e profilit.
Klasa e çelikut A-III (A400), e prodhuar nga një profil i treguar. një b., dhe klasa A-IV (A600), A-V (A800), A-VI (A1000), profili i treguar. një b., 2b., Duhet të ketë zgjatje në linjat e vidhave që kanë profilin e duhur në njërën anë, dhe në anën tjetër - anën e majtë.

Çeliku i përforcimit të qëllimit të veçantë të klasës AC-II (AC300) është prodhuar nga profilet e paraqitura. një a. ose 2 por.
Profili i treguar. 2. por, Qëllimi i veçantë është prodhuar duke koordinuar prodhuesin me konsumatorin. Formën dhe dimensionet e profileve të paraqitura. 2. por, b.mund të rafinohet.
1.9. Dimensionet dhe devijimet e kufizuara të madhësisë së profilit periodik të çelikut të përforcimit të prodhuara nga damn. një a., b.duhet të korrespondojnë me tabelën më poshtë. 2, por me damn. 2. por, b. - LED në tabelë. 3.
Tabela 2
Dimensionet, mm.
| Numri i profilit (diametri nominal d h) | d. | h. | d 1. | h 1. | l. | b. | b. 1 | r. | ||
| Nom. | I mëparshëm nga | Nom. | I mëparshëm nga | |||||||
| 6 | 5,75 | 0,5 | ± 0.25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ± 0.5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ± 0.7. | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ± 1.0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Shënim. Me kërkesë të konsumatorit, variacionet kufi të madhësisë d 1. nuk duhet të tejkalojë devijimet e kufirit d. Plus devijime të dyfishta h. | ||||||||||
Tabela 3.
Dimensionet, mm.
| Numri i profilit (diametër nominal d. n) | d. | h. | d. 1 | h. 1 | h. R. | h. B. | t. | b. | b. 1 | r. 1 | a. | ||
| Nom. | I mëparshëm Off | Nom. | I mëparshëm Off | ||||||||||
| 10 | 8,7 | 1,6 | ± 0.5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Ndërrimet relative të zgjatjes së vidave në partitë e profilit të ndara nga brinjët gjatësore nuk janë normalizuar.
Dimensionet që kufizojnë devijimet nuk janë të instaluara janë treguar për të ndërtuar një kalibër dhe nuk kontrollojnë në profilin e përfunduar.
1.11. Ovalësia e profileve të lëmuara (ndryshimi i diametrave më të mëdhenj dhe më të vegjël në një seksion) nuk duhet të tejkalojë shumën e devijimit pozitiv dhe minus në diametër.
1.9 — 1.11. (Edicioni i modifikuar, ndryshimi i nr. 3).
1.12. Klasat e çelikut të përforcimit A - I (A240) dhe A-II (A300) me diametër deri në 12 mm dhe Klasa A-III (A-400) me diametër deri në 10 mm. Made në Motges ose shufra, diametra të mëdhenj - në shufra. Çeliku i përforcimit A-IV (A600), A-V (A800) dhe A-VI (A1000) të të gjitha madhësive janë bërë në shufra, një diametër prej 6 dhe 8 mm - në koordinimin e prodhuesit me konsumatorin në motgges.
1.13. Shufrat prodhojnë nga 6 në 12 m të gjatë:
- gjatësia dimensionale;
- Gjatësia dimensionale me segmente jo-metër me gjatësi të paktën 2 m jo më shumë se 15% të masës së partisë;
- kurrë gjatësi.
Në baterinë e shufrave të gjatësisë neurorale, prania e një shufra nga 3 në 6 është e lejuar dhe jo më shumë se 7% e masës së grumbullit.
Sa i përket koordinimit të prodhuesit me konsumatorin, lejohet prodhimi i shufrave nga 5 në 25 m.
1.14. Devijimet e kufizuara në gjatësinë e shufrave dimensionale duhet të korrespondojnë me tabelën e dhënë në tabelë. katër.
Tabela 4.
Shufrat e rritjes së saktësisë prodhohen me kërkesë të konsumatorit.
1.15. Bllokimi i shufrave nuk duhet të kalojë 0.6% të gjatësisë së matur.
Shembuj të emërtimeve konvencionale
Çeliku i përforcimit me një diametër prej 20 mm, klasa A-II (A300):
20-A-II GOST 5781-82
E njëjta gjë, me një diametër prej 18 mm, klasa A-I (A240):
18-A-I GOST 5781-82
Në përcaktimin e shufrave të klasës A-II (A300) të qëllimit të veçantë shtoni indeksin "C": AC-II (AC300).
(Edicioni i modifikuar, ndryshimi nr. 4).
2.1. Çeliku i përforcimit prodhohet në përputhje me kërkesat e këtij Standardi për rregulloret teknologjike të miratuara në mënyrën e përshkruar.
2.2. Çeliku i përforcimit është bërë nga klasat e çelikut të karbonit dhe të ulët të çelikut të specifikuara në tabelë. 5. Nota e çelikut tregon konsumatorin në rend. Në mungesë të udhëzimeve, kompania prodhuese vendos markën. Për shufrat e klasës A-IV (A600), notat e çelikut janë instaluar duke koordinuar prodhuesin me konsumatorin.
Tabela 5.
| Klasa e çelikut të përforcimit | Diametri i profilit, mm | klasë çeliku |
| A-I (A240) | 6-40 | St3kp, st3ps, st3sp |
| A-II (A300) | 10-40 | St5sp, st5ps |
| 40-80 | 1n2s | |
| AC-II (AC300) | 10-32 | 10gt |
| (36-40) | ||
| A-III (A400) | 6-40 | 35gs, 25g2s. |
| 6-22 | 32G2RS | |
| A-IV (A600) | 10-18 | 80s. |
| (6-8) | ||
| 10-32 | 20hg2c | |
| (36-40) | ||
| A-V (A800) | (6-8) | 23x2g2t |
| 10-32 | ||
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22x2G2A, 22x2G2P, 20X2G2C |
Shënime:
(Edicioni i modifikuar, ndryshimi nr. 3, 4).
2.3. Përbërja kimike e çelikut të karbonit të përforcimit duhet të korrespondojë me GOST 380, çeliku të ulët aliazh - standardet e paraqitura në tabelë. 6.
Tabela 6.
| klasë çeliku | Fraksion masiv të elementeve,% | ||||||||||
| Karbon | Mangan | Silikon | Krom | Titan | Zirkoni | Alumini | Nikel | Squfur | Fosfor | Bakër | |
| jo më | |||||||||||
| 10gt | Jo më shumë se 0.13. | 1,00 — 1,40 | 0,45 — 0,65 | Jo më shumë se 0.30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18g2s | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2RS | 0,28 — 0,37 | 1,30 — 1,75 | Jo më shumë se 0.17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35gs | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25g2s | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20hg2c | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80c. | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Jo më shumë se 0.30 | 0,015-0,040 | — | 0,040 | ||||
| 23x2g2t | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22x2g2ayu | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22x2G2P | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20x2G2CR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. Në markat e çelikut 20hg2cs, një rritje në fraksionin masiv të kromit lejohet në 1.7% dhe zëvendësimin e zirconiumit me 0.02 - 0.08% Titanium. Në klasën e çelikut 23x2G2T, zëvendësimi i titanit lejohet të 0.05 - 0.10% të zirconiumit. Në këtë rast, në përcaktimin e klasave të çelikut 20hg2c në vend të letrës C Vendos letrën T, markë çeliku 23x2G2T në vend të letrës T Vendos letrën C.
Në markat e çelikut 32G2rps lejohen të zëvendësojnë aluminin nga titani ose zirconia në njësi të barabarta.
2.3.2. Pjesa masive e azotit në klasën e çelikut 22x2G2A duhet të jetë 0.015 - 0.030%, fraksioni masiv i azotit të mbetur në klasën e çelikut 10GT nuk është më shumë se 0.008%.
2.3.3. Pjesa masive e boronit në markat e çelikut 22x2G2P, 20x2 G2CP dhe 32G2pc duhet të jenë 0.001 - 0.007%. Në çelikun e markës 22x2G2A, shtimi i boror 0.001 - 0.008% lejohet.
2.3.4. Është e lejuar të shtojë titan në notat e çelikut 18G2C, 25G2C, 35GS në llogaritjen e fraksionit të saj në masë në marrjen e mbeturinave 0.01 - 0.03%, në markën e çelikut 35gs në llogaritjen e fraksionit të saj në rul të përfunduar, të bëra në motki, 0.01 - 0 06%.
2.4. Devijimet në përbërjen kimike në qira të përfunduar të Çeliqeve të Karbonit - sipas GOST 380, nga çeliku të ulët të aliazhit kur përputhen me normat e vetive mekanike - në tabelën. 7. Devijimet minus mbi përmbajtjen e elementeve (përveç titan dhe zirconium, dhe çeliku 20x2G2CP - Silicon) nuk janë të kufizuara në markë.
Tabela 7.
| Element | I mëparshëm Off,% | Element | I mëparshëm Off,% |
| Karbon | +0,020 | Squfur | +0,005 |
| Silikon | +0,050 | Fosfor | +0,005 |
| Mangan | +0,100 | Zirkoni | |
| Krom | +0,050 | ||
| Bakër | +0,050 | Titan | ± 0,010. |
| Shënim. Në koordinimin e prodhuesit me konsumatorin, çeliku mund të bëhet me devijime të tjera në krom, silikon dhe mangan. | |||
(Edicioni i modifikuar, ndryshimi i nr. 3).
2.5. Riparimi i klasave të çelikut AI (A240), A-II (A300), A-III (A400), A-IV (A600) i prodhuar nga Hot-mbështjellë, Klasa AV (A800) - me lirim të ulët të temperaturës, Klasa A-VI (A1000) - me leje të ulët të temperaturës ose përpunimit termomechanik në rrjedhën e mulli kodrina.
Nuk lejohet të mos kryejë çelikun e pushimeve të temperaturës së ulët klasa a-v (A800) dhe A-VI (A1000), në varësi të marrjes së zgjatjes relative prej të paktën 9% dhe zgjatje uniforme prej të paktën 2% kur testohen për 12 orë pas rrotullimit.
2.6. Vetitë mekanike të çelikut të përforcimit duhet të jenë në përputhje me standardet e specifikuara në tabelë. 8.
Tabela 8.
| Klasa e çelikut të përforcimit | Forca e rendit σ t | Ruptura e përkohshme e rezistencës σ në | Zgjatje relative δ 5,% | Elongation uniforme d r,% | Viskoziteti i shokut në një temperaturë prej -60 ° C | Testimi i përkuljes dhe gjendja e ftohtë ( me- Trashësia e mandrizit, d. - Diametri i Rodit) | ||||
| N / mm 2 | kGF / MM 2 | N / mm 2 | kGF / MM 2 | MJ / M 2 | kgf × m / cm 2 | |||||
| Jo më pak | ||||||||||
| A-I (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180 °; c. = d. | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | 180 °; me = 3d. | ||||
| AC-II (AC300) | 441 | 45 | 25 | 0,5 | 5 | 180 °; c. = d. | ||||
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90 °; me = 3d. | ||
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45 °; me = 5d. | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
|
Shënime: 1. Në koordinimin e prodhuesit me konsumatorin, lejohet të mos testojë viskozitetin e ndikimit të përforcimit të klasës AC-II. 2. (Përjashtuar, ndryshimi nr. 3). 3. Për çelikun e përforcimit të klasës A-IV, një diametër prej 18 mm çeliku prej 80-të norma e përkuljes së çelikut në një gjendje të ftohtë është vendosur të paktën 30 °. 4. Për përforcimin e klasës së çelikut A-I (A240) me një diametër mbi 20 mm me përkulje në një gjendje të ftohtë deri në 180 ° me = 2d., Klasa A-II (A300) me një diametër SV. 20 mm me = 4d. 5. Kllapat tregojnë konventat në forcën e rendimentit. |
||||||||||
(Edicioni i modifikuar, ndryshimi. Nr. 1, 3, 5).
Për klasën e çelikut A-II (A300) me një diametër të Shën 40 mm lejohet të zvogëlojë zgjatjen relative me 0.25% për milimetër të diametrit në rritje, por jo më shumë se 3%.
Për çelik AC-II (AC300), lejohet një rënie në rezistencën kohore në 426 MPA (43.5 kgf / mm 2) me zgjatje relative: δ 5 30% ose më shumë.
Për klasën e çelikut 25G2C klasë A-III (A400), një rënie në rezistencën kohore deri në 560 MPA (57 kgf / mm 2) lejohet në një limit të prodhimit të të paktën 405 MPA (41 kgf / mm 2), zgjatje relative δ 5 të paktën 20%.
2.7. Treguesit statistikorë të vetive mekanike të shufrave të çelikut të përforcimit të profilit periodik duhet të jenë në përputhje me Shtojcën 1, me një uniformitet të shtuar të vetive mekanike - Shtojca 1 dhe tabela. nëntë.
Mundësia e sigurimit të vetive mekanike të specifikuara në tabelë. 8 duhet të jetë së paku 0.95.
(Edicioni i modifikuar, ndryshimi i nr. 3).
2.8. Në sipërfaqen e profilit, duke përfshirë sipërfaqen e brinjëve dhe të zgjatjes, nuk duhet të ketë çarje të mbështjellë, të çara të tensionit, riban, robër robër dhe sunsets.
Dëme të vogla për brinjët dhe zgjatjet janë të lejuara, në një sasi prej jo më shumë se tre gjatësi për 1 m, si dhe një ndryshk të lehtë, ndotje të ndotur, gjurmë, fluks, gjurmë të flluska të mbështjellë, ripples dhe thekon brenda devijimeve të lejuara në madhësia.
(Edicioni i modifikuar, ndryshimi nr. 2).
2.9. Saldueshmëria e çelikut të përforcimit të të gjitha markave, përveç 80C, është siguruar nga përbërja kimike dhe teknologjia e prodhimit.
2.10. Ekuivalent i karbonit ![]() Për përforcimin e shufrës së salduar nga klasa e çelikut të ulët A-III (A400) duhet të jetë jo më shumë se 0.62.
Për përforcimin e shufrës së salduar nga klasa e çelikut të ulët A-III (A400) duhet të jetë jo më shumë se 0.62.
(Futur gjithashtu, Meas. Nr. 5).
Tabela 9.
| Klasa e çelikut të përforcimit | Numri i profilit | S. | 0 | ||||||
| Për σ t (σ 0,2) | Për σ B. | Për σ t (σ 0,2) | Për σ B. | Për σ t (σ 0,2) | Për σ B. | Për σ t (σ 0,2) | Për σ B. | ||
| MPA (KGF / MM 2) | MPA (KGF / MM 2) | ||||||||
| Ai më shumë | |||||||||
| A-II (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
|
Shënime: 1. S. - devijimi i RMS në tërësinë e përgjithshme të testimit; S. 0 është një devijim i RMS në një parti të mbështjelljes; - vlera mesatare në tërësinë e përgjithshme të testimit; - Vlera minimale mesatare në partinë e mbështjelljes. 2. Për çelikun e përforcimit në motgges, një diametër prej 6 dhe 8 mm lejohet të rrisë rregullat për të S. dhe S. 0 nga 4.9 MPA (0.5 kgf / mm 2). 3. (Përjashtuar, ndryshimi nr. 5). |
|||||||||
3.1. Çeliku i përforcimit merret nga partitë që përbëhen nga një profil diametër, një klasë, një kovë me shkrirje dhe zbukuruar nga një dokument cilësor.
Pesha e betejës duhet të jetë deri në 70 ton.
Është e lejuar të rrisë masën e grumbullit në masën e kovës së shkrirjes.
3.2. Çdo grumbull shoqërohet me një dokument në GOST 7566 me të dhëna shtesë:
- Numri i profilit;
- Devijimet minimale mesatare dhe të mesme kuadratike S. 0 në grumbull të vlerave të σ t (σ 0,2) dhe σ në;
- rezultatet e testeve të lakimit në gjendje të ftohtë;
- Vlerat e zgjatjes uniforme për klasën e çelikut A-IV (A600), A-V (A800), A-VI (A1000).
3.3. Për të kontrolluar madhësinë dhe cilësinë e sipërfaqes, zgjidhni:
- Në prodhimin e çelikut të përforcimit në shufra - të paktën 5% të partisë;
- Në prodhimin dhe serikët - dy harta nga çdo grumbull.
(Edicioni i modifikuar, ndryshimi i nr. 3).
3.4. Për të verifikuar përbërjen kimike të mostrës, zgjidhni GOST 7565.
Pjesa masive e aluminit Prodhuesi përcakton periodikisht, por të paktën një herë në të katërtën.
3.5. Për kontroll të tërhequr, bending dhe viskoziteti i shokut nga partia janë zgjedhur dy shufra.
Për prodhuesin e prodhuesit, intervali i marrjes së mostrave duhet të jetë të paktën gjysma e kohës së kaluar në rrotullimin e një madhësie të një profili të vetëm të batch.
(Edicioni i modifikuar, ndryshimi i nr. 3).
3.6. Pas marrjes së rezultateve të pakënaqshme të testimit, të paktën një nga treguesit, testet e përsëritura kryhen sipas GOST 7566.
4.1 Analiza kimike e çelikut kryhet sipas GOST 12344, GOST 12350, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 ose metoda të tjera që sigurojnë saktësinë e kërkuar.
4.2. Diametri dhe vezore e profileve maten në një distancë prej të paktën 150 mm nga fundi i shufrës ose në një distancë prej të paktën 1500 mm nga fundi i WOW me një masë të WOW në 250 kg dhe të paktën 3000 mm me një masë prej një maksimumi prej 250 kg.
4.3. Kontrolloni dimensionet instrument matës saktësinë e nevojshme.
4.4. Nga çdo shufër e zgjedhur për testimin elastik, lakimi dhe viskoziteti i shokut është prerë një mostër.
4.5. Marrja e mostrave për testimin elastik, lakimi dhe viskoziteti i shokut kryhet sipas GOST 7564.
4.6. Testi i tensionuar është kryer sipas GOST 12004.
4.7. Testi i përkuljes kryhet sipas GOST 14019 mbi mostrat e seksionit kryq të barabartë me seksionin kryq të shufrës.
Për shufrat me një diametër prej mbi 40 mm, testimi i mostrave të prerë përgjatë aksit të shufrës, në mandrinë, diametër, të reduktuar nga gjysma në krahasim me ato të specifikuara në tabelë. 4, me një aplikim të forcës përkulëse nga ana e prerë.
4.8. Përcaktimi i viskozitetit të goditjes kryhet sipas GOST 9454 mbi mostrat me një koncentrator tip 3 të tipit për shufrat me diametër prej 12-14 mm dhe të tipit 1 mostra për shufrat me një diametër prej 16 mm dhe më shumë. Mostrat prodhohen në përputhje me kërkesat e GOST 9454.
4.9. Lejohet të aplikojë metoda statistikore dhe jo-shkatërruese për kontrollin e vetive mekanike dhe masën e profileve.
4.10. Curvature e shufrave matet në gjatësinë e profilit të furnizuar, por jo më të shkurtër se 1 m.
4.11. Përkufizimi i treguesve statistikorë të vetive mekanike në përputhje me aplikimi i detyrueshëm 2.
4.12. Cilësia e sipërfaqes kontrollohet pa përdorimin e pajisjeve zmadhuese.
4.10 — 4.12. (Futur shtesë, Meas. Nr. 3).
4.13. Matja e lartësisë së ndërprerjeve tërthore të profilit periodik duhet të kryhet përgjatë boshtit vertikal të seksionit kryq të çelikut të mbështjellë të përforcimit.
(Futur gjithashtu, Meas. Nr. 4).
5.1. Paketimi, shënimi, transporti dhe ruajtja - sipas GOST 7566 me shtesat e mëposhtme:
- Skajet e shufrave nga çeliku të ulët të klasave A-IV (A600) duhet të pikturohen me bojë të kuqe, klasë A-V - të kuqe dhe të gjelbër, klasë A-V (A1000) - të kuqe dhe blu. Është e lejuar të pikturoj paketat në një distancë prej 0.5 m nga skajet;
- shufrat janë të paketuara në tufa që peshojnë deri në 15 ton të lidhura me tela ose shufra. Me kërkesë të konsumatorit, shufrat janë të paketuara në bundle që peshojnë deri në 3 dhe 5 ton;
Në tufa, bojë aplikohet me shirita me një gjerësi prej të paktën 20 mm në sipërfaqen anësore rreth rrethit (të paktën 1/2 e gjatësisë së perimetrit) në një distancë prej jo më shumë se 500 mm nga fundi.
Në makinat, bojë është aplikuar me shirita me një gjerësi prej së paku 20 mm nëpër kthesa nga jashtë anëve.
Bojë është aplikuar për produktet e papritura deri në fund ose në sipërfaqen anësore në një distancë prej jo më shumë se 500 mm nga fundi.
Etiketa e bashkangjitur në çdo shufra të rinionit zbatohet në përcaktimin e miratuar të klasës së çelikut të përforcimit (për shembull A-III) ose simbol Klasë në forcën e yield-it (A400).
(Edicioni i modifikuar, ndryshimi. Nr. 3, 5).
≥ H. I. B p +. t. × S.;
> 0,9H. I. B p + 3 S. 0 ;
≥x I. b p
ku H. ibp - Vlerat e guximshme të vlerave të σ B, σ 0,2, tregohet në tabelë. 8 të këtij standardi;
t. - Vlera Quantele, e marrë e barabartë me 2 për klasat A-II (A300) dhe A-III (A400) dhe 1.64 - për klasat A-IV (A600), A-V (A800) dhe A-VI (A 1000).
2.1. Treguesit e performancës së kërkuar të profileve sigurojnë pajtueshmërinë me teknologjinë e prodhimit dhe kontrollin e testit sipas kërkesave të klauzolës 3.5, PP. 4.4 - 4.8.
2.2. Vlerat ,, S. dhe 0 Instaloni në përputhje me rezultatet e testimit dhe dispozitat e Aneksit 2.
3.1. Konsumatori në prani të një dokumenti mbi cilësinë e produkteve të kategorisë më të lartë të cilësisë nuk mund të provojë vetitë mekanike.
3.2. Nëse keni nevojë të kontrolloni vetitë mekanike nga çdo grumbull, një test prej gjashtë mostrave të marra nga paketa ose motore të ndryshme dhe nga profilet e ndryshmedhe rezultatet janë të kontrolluara
![]()
![]()
ku është vlera mesatare e vetive mekanike sipas rezultateve të testeve të gjashtë mostrave;
H. Min është vlera minimale e rezultateve të testimit të gjashtë mostrave.
3.3. Vlerat minimale Zgjidhja relative δ 5 dhe zgjatja uniforme δ r duhet të jenë të paktën vlerat e dhëna në tabelë. 8.
(Edicioni i modifikuar, ndryshimi i nr. 3).
Metodik
Përkufizimet e treguesve statistikorë të karakteristikave të forcës së vetive mekanike
Produktet e mbështjellë të nxehtë të mbështjellë për strukturat e betonit të përforcuar
Metoda e tanishme vlen edhe për me qira të nxehtë, të përshpejtuar, termomechanically dhe termikisht të forcuar të profilit periodik të bërë në motgges ose shufra.
Teknika përdoret në vlerësimin e besueshmërisë së vetive mekanike në çdo parti të shkrirjes dhe çelikut në tërësi, duke monitoruar stabilitetin e procesit teknologjik.
Mostra përfshin rezultatet e testeve të shpërndarjes së vetëm të mbështjellë, një markë dhe metodën e shkrirjes, të mbështjellë në një ose grup të madhësive të profilit të ngushtë.
Vlera S. Përcaktojnë dokumentacionin rregullator dhe teknik.
Vlera minimale S. 0 e barabartë 1.
ku X I. Br është vlera e guximshme e σ t (σ 0,2) dhe σ b, e specifikuar në dokumentacionin përkatës rregullator dhe teknik.
(Futur gjithashtu, nga numri 3).
Detajet e informacionit
| Përcaktimin e ITD për të cilën lidhje |
Numri i pikës | Përcaktimi i OTD-së në të cilën jepet lidhja | Numri i pikës |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78. | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | OST 14-34-78 | Shtojca 2. |
3.1. Çeliku i përforcimit merret nga partitë që përbëhen nga një profil diametër, një klasë e një kovë me shkrirje dhe të zbukuruar me një dokument cilësor.
Pesha e betejës duhet të jetë deri në 70 ton.
Është e lejuar të rrisë masën e grumbullit në masën e kovës së shkrirjes.
3. 2. Çdo Palë shoqërohet me një dokument në GOST 7566-81 me të dhëna shtesë:
numrin e profilit;
klasë;
vlera minimale mesatare e x dhe devijimet katrore mesatare s 0 në grumbullin e vlerave σ t (σ 0,2) dhe σ b;
rezultatet e testeve të lakimit në gjendje të ftohtë;
vlerat e zgjatjes uniforme për klasën e çelikut A - IV (A600), A-V (800), A-VI (A1000).
3.3. Për të kontrolluar madhësinë dhe cilësinë e sipërfaqes, zgjidhni:
në prodhimin e çelikut të përforcimit në shufra - të paktën 5% të partisë;
në prodhimin e makinave - dy emetime nga çdo grumbull.
4. Për të verifikuar përbërjen kimike të mostrës, zgjidhni GOST 7565-81.
Pjesa masive e aluminit Prodhuesi përcakton periodikisht, por të paktën një herë në të katërtën.
3.5. Për testimin për shtrirje, bending dhe viskoziteti i shokut nga partia janë marrë dy shufra
Për prodhuesit, prodhuesi i intervalit të mostrimit duhet të jetë të paktën gjysma e kohës së kaluar në rrotullimin e një madhësie të një profili të pjesës
3 6 Kur marrësh rezultate të pakënaqshme të testit, të paktën një nga treguesit, testet e përsëritura kryhen sipas GOST 7566-81.
4.1. Analiza kimike e çelikut kryhet sipas GOST 12344-88, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 ose metoda të tjera që sigurojnë të nevojshme saktësi.
4.2. Diametri dhe vezore e profileve maten në një distancë prej të paktën 150 mm nga fundi i shufrës ose në një distancë prej të paktën 1500 mm nga fundi i WOW me një masë të WOW në 250 kg dhe të paktën 3000 mm me një masë prej një maksimumi prej 250 kg.
4.3. Dimensionet kontrolloni instrumentin matës të saktësisë së kërkuar.
4.4. Nga çdo shufër e zgjedhur për testimin elastik, lakimi dhe viskoziteti i shokut është prerë një mostër.
4.5. Marrja e mostrave për testimin elastik, lakimi dhe viskoziteti i shokut kryhet sipas GOST 7564-73.
4.6. Testi i tensionuar kryhet sipas GOST 12004-81.
4.7. Testi i përkuljes kryhet sipas GOST 14019-80 në seksionin e mostrave të barabartë me seksionin kryq të shufrës.
Për shufrat me një diametër prej mbi 40 mm, testimi i mostrave të prerë përgjatë aksit të shufrës, në mandrinë, diametër, të reduktuar nga gjysma në krahasim me ato të specifikuara në tabelë. 4, me një aplikim të forcës përkulëse nga ana e prerë.
4.8. Përcaktimi i viskozitetit të goditjes kryhet sipas GOST 9454-78 mbi mostrat me një koncentrator të tipit 3 të tipit për shufrat me një diametër prej 12-14 mm dhe mostrave të tipit 1 për shufrat me një diametër prej 16 mm dhe më shumë. Mostrat prodhohen në përputhje me kërkesat e GOST 9454-78.
4.9. Lejohet të aplikojë metoda statistikore dhe jo-shkatërruese për kontrollin e vetive mekanike dhe masën e profileve.
4.10. Curvature e shufrave matet në gjatësinë e profilit të furnizuar, por jo më të shkurtër se 1 m.
4.11. Përkufizimi i treguesve statistikorë të vetive mekanike në përputhje me aplikimin e kërkuar 2.
4.12. Cilësia e sipërfaqes kontrollohet pa përdorimin e pajisjeve zmadhuese.
4.13. Matja e lartësisë së ndërprerjeve tërthore të profilit periodik duhet të kryhet përgjatë boshtit vertikal të seksionit kryq të çelikut të mbështjellë të përforcimit.
5.1. Paketimi, shënimi, transporti dhe ruajtja - sipas GOST 7566-81 me shtesat:
skajet e shufrave nga çeliku të ulët të klasave A-IV (A600) duhet të pikturohen me bojë të kuqe, klasa A-V - e kuqe dhe e gjelbër, klasa A-V (A1000) - e kuqe dhe blu. Është e lejuar të pikturoj paketat në një distancë prej 0.5 m nga skajet;
shufrat janë të paketuara në bundle që peshojnë deri në 15 ton të lidhura me tela ose shufra. Me kërkesë të konsumatorit, shufrat janë të paketuara në tufa që peshojnë deri në 3 dhe 5 ton.
Në tufa, bojë aplikohet me vija me një gjerësi prej të paktën 20 mm në sipërfaqen anësore rreth perimetrit (të paktën 1/2 e gjatësisë së perimetrit) në një distancë prej jo më shumë se 500 mm nga fundi.
Në qindra bojë aplikohet me vija me një gjerësi prej së paku 20 mm nëpër kthesa nga jashtë anëve.
Bojë është aplikuar në prodhimin jo të rënë deri në fund ose në sipërfaqen anësore në një distancë prej jo më shumë se 500 mm nga fundi.
Në etiketën e bashkangjitur në secilën lidhje të ashpërsisë, zbatohet përcaktimi i adoptuar i klasës së çelikut të përforcimit (për shembull, A-III) ose përcaktimi i kushtëzuar i klasës në fuqinë e yield-it (A400).
Në prodhimin e llojeve të ndryshme të strukturave të betonit të përforcuar, aplikohen pajisje metalike. GOST 5781-82 specifikime Ky material përshtatet mjaft patjetër. Armatura duhet të jetë, së pari, e qëndrueshme, dhe së dyti, rezistente ndaj korrozionit dhe të qëndrueshme.
Ky element ju lejon të krijoni fondacione shumë më të besueshme, mbivendosje dhe dizajne të tjera të ngjashme. Fakti është se betoni ka një forcë shumë më të madhe compression, por nuk ka shtrirje. Detyra kryesore e përforcimit dhe është parandalimi i shkatërrimit të strukturave me lloje të ndryshme të prekursorëve.
Rregullon standardet e tillë të përbashkët material për ndërtimSi pajisje, GOST 5781-82. Karakteristikat teknike të saj mund të jenë të ndryshme. Pajisjet klasifikohen si më poshtë:
AI - Profili i rrumbullakët;
Aii, AIII, një IV, AV dhe AVI është një profil periodik i valëzuar.
Sipas metodës së marrjes së pajisjeve, ndodh:
hot mbështjellë (shufra);
ftohtë-tenty (tela).

Përveç metalike, shufra tekstil me fije qelqi të këtij lloji janë në dispozicion në kohën tonë. Sipas parimit të funksionimit, sforcu dhe pajisje të zakonshme dallohen gjithashtu. Përveç kësaj, ka disa lloje të shufrave të ngjashme të klasifikuara me takim:
shpërndarjen;
në rritje.
Me metodën e instalimit, valvula është ngjitur ose thurur.
Për momentin ka një ndarje paksa të ndryshme të përforcimit në grupe:
A1. Pajisjet e butë këtë specie është bërë prej çeliku me cilësi të lartë të aliazhit të ulët. Ndonjëherë një shufër e kësaj marke është bërë me tela të ftohtë. Avantazhi kryesor është se mund të përdoret absolutisht në çdo media.
A500c. Ky lloj shufrash mund të ketë një profil periodik ose të rrumbullakët. Në varësi të cilësisë së prodhuesit të përdorur për prodhimin, këto shufra janë të ndara në klasa të ndryshme. Qëllimi kryesor i përforcimit A500C është shpërbërja e progresit të zakonshëm.
B500c. Ky lloj shufre përdoret kryesisht në ndërtim monolitPër prodhimin, si dhe lloje të ndryshme të grepave të guximshme dhe nga A500C, pajisjet e këtij grupi ndryshojnë kryesisht nga fakti se nuk është e nxehtë e mbështjellë, por e ftohtë e deformuar.
25G2C. Avantazhet kryesore të shufrave të këtij lloji janë një shkallë e lartë e forcës, besueshmërisë dhe qëndrueshmërisë. Është e mundur të aplikoni përforcimin e kësaj klase si në prodhimin e strukturave dhe transportuesve të mesëm të betonit të armuar. Riflacioni i shufrave të kësaj marke ka karakteristikat e veta dhe lejon gripin maksimal të fortë me beton.
35gs. Kjo pajisje të specializuara është bërë nga çeliku me cilësi më të lartë dhe mund të ketë sipërfaqe të rrumbullakët dhe të valëzuar. Përdoreni atë kryesisht kur ngrihet strukturat përgjegjëse Nga betoni i përforcuar.

Kështu, cilësia dhe shumëllojshmëria e pajisjeve GOST 5781-82 përshtatet saktësisht. Tabela më poshtë tregon një demonstron qartë raportin e seksionit kryq të shufrave dhe masave të tyre.
Numri i profilit purka | Zona kryq seksion | Peshë |
Më poshtë mund të shihet siç përcaktohet në aspektin e raportit midis diametrit dhe peshës së GOST 5781-82. Tabela përfaqëson atë më shumë se qartë.
Klasë | klasë çeliku | Diametri (mm) |
St3kp, st3ps, st3sp | ||
ST5SP, 18G2C, St5ps | nga 10 në 40 dhe nga 40 në 80 |
|
35gs, 32G2rps, 25G2C | ||
Shufrat e bëra nga notat e veçanta çeliku shënohen me letra në mënyrë që konsumatori të mund të përcaktojë fushën specifike të aplikimit të tyre. Klasa e valvulës së GOST 5781-82 në këtë rast përcakton si vijon:
"T"- Është e shënuar me pajisje rezistente ndaj korrozionit, të cilat mund të përdoren duke përfshirë në klimën e lagësht;
"Nga" - shufra që mund të ngjiten;
"NË" - pajisje të ngurtësuara.
Aktualisht është e mundur të përcaktohet dhe pak ndryshe. Kështu që askush nuk ka pyetje në lidhje me formën e shufrave, ato janë të shënuara në skajet e bojës. Pra, materiali AIV është etiketuar e kuqe, AIII - YELLOW, AV dhe VI - blu. Sipas standardeve, lejohet të pikturoj shufrat në skajet në 0.5 m nga skajet e tyre.
Kështu, prodhimi i llojeve të ndryshme të strukturave të betonit të përforcuar është ajo që mund të aplikohen pajisjet. GOST 5781-82 Karakteristikat teknike të këtij materiali përcaktojnë se si menduam saktësisht. Në varësi të pronave specifike, shufra të tilla metalike mund të përdoren për:
plotësoni themelet;
prodhimi i mbivendosjeve:
ndërtimi i urave;
ndërtimi i rrugëve;
në murature nga blloqet e betonit të gazit dhe shkumë.

Pajisjet janë të lehta të përdorura më shpesh vetëm për të dhënë një formë të caktuar të formës së përforcuar. Ribbet përdoret për shpërndarje uniforme të ngarkesës. Para mbushjes me beton, përforcimi zakonisht shkon në një kornizë të fuqishme. Në të njëjtën kohë, si saldimi dhe një tel të veçantë thurje mund të përdoren për të lidhur elemente.
Smooth quhet pajisje me një sipërfaqe të butë mat gjatë gjithë gjatësisë. Gjithashtu, ndodh profili i shufrave:
Periodike. Një material i tillë mund të ketë nyje, brinjë, zgjatje. Kjo ju lejon të rrisni gripin me beton.
Sickie. Një përforcim i tillë zakonisht prodhon prodhuesit evropianë. Megjithatë, ekziston edhe një material i kësaj specie, të prodhuara në fabrikat ruse.
Të përziera. Ky lloj i profilit ju lejon të maksimizoni harqet e përforcimit me beton. Prandaj, shufrat e këtij lloji zakonisht përdoren në strukturat që i nënshtrohen ngarkesave serioze.
Në magazinat e Përfaqësuesve të Sales Përforcimi i çelikut (GOST 5781-82) me një diametër deri në 12 mm mund të rrjedhë në motgges ose shufra. Shufrat më të trasha furnizohen vetëm në shufra. Gjatësia e këtij të fundit është zakonisht 12 ose 6 m. Ndonjëherë pajisje mund të shkojnë në batches neurorale. Në këtë rast, gjatësia mund të fillojë nga 3 m. Shufrat në mënyrë ideale duhet të jenë absolutisht të qetë. Megjithatë, kjo nuk ndodh gjithmonë. Një lakim i vogël, pasi shufrat dallohen nga fleksibiliteti relativ, lejohet. Megjithatë, brenda kufijve të caktuar. Sipas standardeve, lakimi nuk duhet të jetë më shumë se 6 mm për 1 f. M.

Kostoja e shufrës varet kryesisht nga diametri i saj. Pra, çmimi prej 10 mm përforcim mund të luhatet në rangun e 20-25 mijë rubla për ton ose 20-25 rubla. Për metër temperon. Rod corrugated 12 mm më të përdorura në ndërtimin e ndërtesave banesore kushton rreth 22-29 mijë rubla.
Pra, kemi kuptuar se çfarë lloj pajisje ndërtimi mund të jetë. GOST 5781-82 Karakteristikat teknike të shufrave të tilla përcaktojnë saktësisht. Valvula duhet të bëhet nga lloji i çelikut që korrespondon me markën e saj dhe të ketë një peshë që korrespondon me diametër.
Metservis Kompania e specializuar në prodhimin dhe zbatimin e tubave PND në territorin e Lindjes së Largët. Zyra kryesore është në Vladivostok, dërgesat janë kryer në Magadan, Yuzhno-Sakhalinsk, Petropavlovsk-Kamchatsky, Vladivostok. Kompania zhvillohet në mënyrë dinamike, vargu po zgjerohet vazhdimisht. Tubat e polietilenit në Vladivostok dhe qytete të tjera dorëzohen në destinacion, rezulton të ndihmohet në prerjen dhe lidhjen. Urdhërat kryhen pikërisht në kohë, kohët e dorëzimit janë minimale.
Ne ofrojmë për të zëvendësuar tuba çeliku Polietileni. Kompania jonë është e gatshme për të bërë pajisje moderne tuba polietileni Nga 20 në 500 mm me një presion pune deri në 1,6 deputet. Produktet e prodhuara korrespondojnë me GOST GOST R50838-2009 "Politik i polietilenit për tubacionet e gazit" dhe GOST 18599-2001 "Politik polietileni për hidraulik". Në një kohë të shkurtër, ne do të prodhojmë vëllime të mëdha të tubave PE. Ne dërgojmë kontejnerë të tubave në të gjithë Lindjen e Largët.
 i cili sipas kombësisë Anatoli Karpov")






