มาตรฐานนี้ใช้กับการเสริมเหล็กเส้นเหล็กแผ่นรีดร้อน ฟิตติ้งคลาส A3 มีโปรไฟล์เป็นระยะเช่น โปรไฟล์ทรงกลมพร้อมซี่โครงยาว 2 ซี่และส่วนยื่นตามขวาง สำหรับคลาสนี้มีการกำหนดเกรดเหล็กบางเกรด (GOST 5781-82) - 35GS, 25G2S
ฟิตติ้งคลาส A3 GOST 5781-82 |
||
| หมายเลขโปรไฟล์ | น้ำหนักโปรไฟล์ 1 ม. กก | สี่เหลี่ยม ภาพตัดขวาง, ซม. 2 |
| 6 | 0,222 | 0,283 |
| 8 | 0,395 | 0,503 |
| 10 | 0,617 | 0,785 |
| 12 | 0,888 | 1,131 |
| 14 | 1,210 | 1,540 |
| 16 | 1,580 | 2,010 |
| 18 | 2,000 | 2,540 |
| 20 | 2,470 | 3,140 |
| 22 | 2,980 | 3,800 |
| 25 | 3,850 | 4,910 |
| 28 | 4,830 | 6,160 |
| 32 | 6,310 | 8,040 |
| 36 | 7,990 | 10,180 |
| ชั้นเสริมแรง A400C และ A500C - เหล็กเสริมความแข็งแรงทางความร้อนเชิงกล (TU 14-1-5254-94) เหล็กเสริมแรงนี้มีคุณสมบัติตรงตามข้อกำหนดในคุณสมบัติของมัน มาตรฐานสากล- คณะกรรมการการก่อสร้างแห่งรัฐของรัสเซียแนะนำให้ใช้เหล็กเสริม A400S และ A500S ในโครงสร้างคอนกรีตเสริมเหล็กพร้อมกับและแทนการเสริมเหล็กคลาส A3 และ A-3C ที่มีเส้นผ่านศูนย์กลางเท่ากัน |
||
แท่งโปรไฟล์เป็นระยะที่ออกแบบมาเพื่อเสริมแรงแบบธรรมดา โครงสร้างคอนกรีตเสริมเหล็กเช่นเดียวกับแท่งเสริมแรงแบบไม่อัดแรงสำหรับโครงสร้างคอนกรีตเสริมเหล็กอัดแรงที่ผลิตตาม STO ASChM 7-93
GOST 5781-82
มาตรฐานระดับรัฐ
เหล็กแผ่นรีดร้อน
สำหรับการเสริมกำลัง
โครงสร้างคอนกรีตเสริมเหล็ก
เงื่อนไขทางเทคนิค
วันที่แนะนำ 07/01/83
มาตรฐานนี้ใช้กับเหล็กกลมรีดร้อนที่มีรูปแบบเรียบและเป็นงวดซึ่งมีไว้สำหรับการเสริมแรงของโครงสร้างคอนกรีตเสริมเหล็กธรรมดาและคอนกรีตอัดแรง (เหล็กเสริมแรง)
เกี่ยวกับบรรทัดฐาน องค์ประกอบทางเคมีสำหรับเหล็กกล้าอัลลอยด์ต่ำ มาตรฐานนี้ใช้กับแท่งโลหะ บาน และเหล็กแท่งด้วย
1.1. ขึ้นอยู่กับ คุณสมบัติทางกลเหล็กเสริมแรงแบ่งออกเป็นคลาส A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000)
1.2. เหล็กเสริมแรงผลิตขึ้นเป็นเส้นหรือเป็นม้วน เหล็กเสริมแรงคลาส A-I (A240) ทำเรียบ, คลาส A-I I (A300), A-III (A400), A-IV (A600), A-V (A800) และ A-VI (A1000) - โปรไฟล์เป็นระยะ
ตามคำขอของผู้บริโภค เหล็กเกรด A-II (A300), A-III (A400), A-IV (A600) และ A-V (A800) จะถูกทำให้เรียบ
1.1, 1.2. (แก้ไขฉบับแก้ไขครั้งที่ 5).
1.3. หมายเลขโปรไฟล์พื้นที่หน้าตัดน้ำหนักเหล็กเสริมความยาว 1 ม. ของโปรไฟล์เรียบและเป็นระยะรวมถึงการเบี่ยงเบนมวลสูงสุดสำหรับโปรไฟล์เป็นระยะต้องสอดคล้องกับที่ระบุไว้ในตาราง 1.
ตารางที่ 1
| หมายเลขโปรไฟล์ (เส้นผ่านศูนย์กลางของแท่งที่ระบุ ดีเอ็น) |
พื้นที่ข้าม ส่วนตัดขวางของแท่ง ซม. 2 |
น้ำหนักโปรไฟล์ 1 ม | |
| เชิงทฤษฎี; กก | ค่าเบี่ยงเบนจำกัด, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. เส้นผ่านศูนย์กลางระบุของโปรไฟล์เป็นระยะต้องสอดคล้องกับเส้นผ่านศูนย์กลางระบุของโปรไฟล์เรียบของพื้นที่หน้าตัดเท่ากัน
1.5. มวลของโปรไฟล์ 1 ม. คำนวณตามขนาดที่ระบุโดยมีความหนาแน่นของเหล็กเท่ากับ 7.85 × 10 3 กก./ม. 3 ความน่าจะเป็นที่จะให้มวล 1 เมตรต้องมีอย่างน้อย 0.9
(แก้ไขฉบับแก้ไขครั้งที่ 3)
1.6. ค่าเบี่ยงเบนสูงสุดของเส้นผ่านศูนย์กลางของโปรไฟล์เรียบต้องเป็นไปตาม GOST 2590 เพื่อความแม่นยำในการรีดปกติ
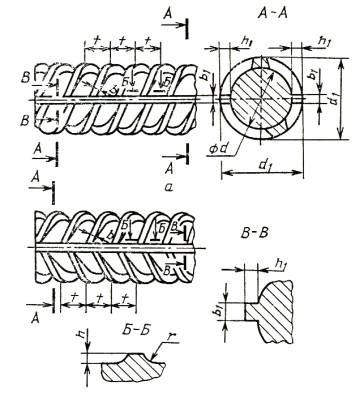
1.7. เหล็กเสริมโปรไฟล์เป็นระยะเป็นโปรไฟล์ทรงกลมที่มีซี่โครงตามยาวสองอันและส่วนยื่นตามขวางทอดยาวไปตามเกลียวสามลีด สำหรับโปรไฟล์ที่มีเส้นผ่านศูนย์กลาง 6 มม. อนุญาตให้มีส่วนที่ยื่นออกมาตามแนวขดลวดแบบสตาร์ทครั้งเดียวโดยมีเส้นผ่านศูนย์กลาง 8 มม. - ตามแนวเกลียวแบบสตาร์ทสองครั้ง
1.8. เหล็กเสริมแรงคลาส A-II (A300) ผลิตในรูปแบบทั่วไป โดยมีโปรไฟล์แสดงในรูปที่ 1 1 ก, และ วัตถุประสงค์พิเศษโปรไฟล์ Ac-II (Ac300) ที่แสดงในรูปที่. 2 กจะต้องมีส่วนที่ยื่นออกมาวิ่งไปตามเส้นเกลียวด้วยแนวทางเดียวกันทั้งสองด้านของโปรไฟล์
เหล็กกล้าคลาส A-III (A400) ผลิตโดยมีโปรไฟล์แสดงในรูปที่ 1 1 ขและคลาส A-IV (A600), A-V (A800), A-VI (A1000) โดยมีโปรไฟล์แสดงในรูปที่ 1 1 ข, 2ขต้องมีส่วนที่ยื่นออกมาตามเส้นเกลียวซึ่งมีทางเข้าทางขวาบนด้านหนึ่งของโปรไฟล์และทางซ้ายมืออีกด้านหนึ่ง

การเสริมเหล็กเพื่อวัตถุประสงค์พิเศษของคลาส Ac-II (Ac300) ทำด้วยโปรไฟล์ที่แสดงในรูปที่ 1 1 กหรือ 2 ก.
โปรไฟล์ที่แสดงในรูป 2 กเพื่อวัตถุประสงค์พิเศษผลิตโดยข้อตกลงระหว่างผู้ผลิตและผู้บริโภค รูปร่างและขนาดของโปรไฟล์ที่แสดงในรูปที่. 2 ก, ข, อาจระบุได้
1.9. ขนาดและความเบี่ยงเบนสูงสุดในขนาดของเหล็กเสริมแรงตามระยะเวลาที่ผลิตตามรูปวาด 1 ก, ขจะต้องตรงกับที่ระบุในตาราง 2 แต่แม่ง 2 ก, ข- ให้ไว้ในตาราง 3.
ตารางที่ 2
ขนาด, มม
| หมายเลขโปรไฟล์ (เส้นผ่านศูนย์กลางระบุ d n) | ง | ชม. | วัน 1 | ชั่วโมง 1 | ล | ข | ข 1 | ร | ||
| ชื่อ | ก่อนหน้า ปิด | ชื่อ | ก่อนหน้า ปิด | |||||||
| 6 | 5,75 | 0,5 | ±0.25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0.5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0.7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1.0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| บันทึก. ตามคำขอของผู้บริโภค ส่วนเบี่ยงเบนขนาดสูงสุด วัน 1ไม่ควรเกินความเบี่ยงเบนสูงสุด งบวกค่าเบี่ยงเบนสูงสุดสองเท่า ชม. | ||||||||||
ตารางที่ 3
ขนาด, มม
| หมายเลขโปรไฟล์ (เส้นผ่านศูนย์กลางที่ระบุ งน) | ง | ชม. | ง 1 | ชม. 1 | ชม.ร | ชม.บี | ที | ข | ข 1 | ร 1 | ก | ||
| ชื่อ | ก่อนหน้า ปิด | ชื่อ | ก่อนหน้า ปิด | ||||||||||
| 10 | 8,7 | 1,6 | ±0.5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. การกระจัดสัมพัทธ์ของส่วนที่ยื่นออกมาของขดลวดที่ด้านข้างของโปรไฟล์ซึ่งคั่นด้วยซี่โครงตามยาวนั้นไม่ได้มาตรฐาน
ขนาดที่ไม่ได้กำหนดความเบี่ยงเบนสูงสุดไว้สำหรับการสร้างลำกล้องและไม่ได้ตรวจสอบบนโปรไฟล์ที่เสร็จสมบูรณ์
1.11. รูปไข่ของโปรไฟล์เรียบ (ความแตกต่างระหว่างเส้นผ่านศูนย์กลางใหญ่ที่สุดและเล็กที่สุดในส่วนหนึ่ง) ไม่ควรเกินผลรวมของค่าเบี่ยงเบนสูงสุดบวกและลบ
1.9 — 1.11. (แก้ไขฉบับแก้ไขครั้งที่ 3)
1.12. เสริมเหล็กคลาส A-I (A240) และ A-II (A300) ที่มีเส้นผ่านศูนย์กลางสูงสุด 12 มม. และคลาส A-III (A-400) ที่มีเส้นผ่านศูนย์กลางสูงสุด 10 มม. รวม ผลิตเป็นม้วนหรือเป็นเส้น เส้นผ่านศูนย์กลางใหญ่-เป็นเส้น เหล็กเสริมแรงประเภท A-IV (A600), A-V (A800) และ A-VI (A1000) ทุกขนาดผลิตในแท่งที่มีเส้นผ่านศูนย์กลาง 6 และ 8 มม. - ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภคในขดลวด
1.13. แท่งทำจากความยาว 6 ถึง 12 ม.:
- ความยาวที่วัดได้;
- ความยาวที่วัดได้โดยมีส่วนที่ไม่ได้วัดความยาวอย่างน้อย 2 เมตร ไม่เกิน 15% ของน้ำหนักรุ่น
- ยาวจนวัดไม่ได้
ในชุดแท่งที่มีความยาวไม่ได้วัด อนุญาตให้มีแท่งที่มีความยาวตั้งแต่ 3 ถึง 6 และไม่เกิน 7% ของมวลของแบตช์
ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภคอนุญาตให้ผลิตแท่งที่มีความยาว 5 ถึง 25 ม.
1.14. ค่าเบี่ยงเบนสูงสุดตามความยาวของแท่งวัดต้องสอดคล้องกับค่าที่ระบุในตาราง 4.
ตารางที่ 4
แท่ง เพิ่มความแม่นยำผลิตตามความต้องการของผู้บริโภค
1.15. ความโค้งของแท่งไม่ควรเกิน 0.6% ของความยาวที่วัดได้
ตัวอย่างสัญลักษณ์
เหล็กเสริมแรงเส้นผ่านศูนย์กลาง 20 มม. คลาส A-II (A300):
20-A-II GOST 5781-82
เช่นเดียวกันกับเส้นผ่านศูนย์กลาง 18 มม. คลาส A-I (A240):
18-A-I GOST 5781-82
เพิ่มดัชนี "c" ในการกำหนดแท่งคลาส A-II (A300) เพื่อวัตถุประสงค์พิเศษ: Ac-II (Ac300)
(แก้ไขฉบับแก้ไขครั้งที่ 4)
2.1. เหล็กเสริมแรงผลิตขึ้นตามข้อกำหนดของมาตรฐานนี้ตามกฎระเบียบทางเทคโนโลยีที่ได้รับอนุมัติในลักษณะที่กำหนด
2.2. เหล็กเสริมแรงทำจากเหล็กกล้าคาร์บอนและเหล็กกล้าอัลลอยด์ต่ำตามเกรดที่ระบุในตาราง 5. ผู้บริโภคจะระบุเกรดเหล็กตามลำดับ หากไม่มีข้อบ่งชี้ ผู้ผลิตจะเป็นผู้กำหนดเกรดเหล็ก สำหรับแท่งคลาส A-IV (A600) เกรดเหล็กจะกำหนดขึ้นตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภค
ตารางที่ 5
| ชั้นเหล็กเสริมแรง | เส้นผ่านศูนย์กลางโปรไฟล์ mm | เกรดเหล็ก |
| เอ-ไอ (A240) | 6-40 | St3kp, St3ps, St3sp |
| เอ-ทู (A300) | 10-40 | St5sp, St5ps |
| 40-80 | 1NG2S | |
| เอซี-ทู (Ac300) | 10-32 | 10GT |
| (36-40) | ||
| เอ-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32G2Rps | |
| เอ-ไอวี (A600) | 10-18 | 80C |
| (6-8) | ||
| 10-32 | 20Г2С | |
| (36-40) | ||
| เอ-วี (A800) | (6-8) | 23H2Г2T |
| 10-32 | ||
| (36-40) | ||
| เอ-วี (A1000) | 10-22 | 22Kh2G2AYu, 22Kh2G2R, 20Kh2G2SR |
หมายเหตุ:
(ฉบับแก้ไขแก้ไขครั้งที่ 3, 4)
2.3. องค์ประกอบทางเคมีของเหล็กกล้าคาร์บอนเสริมแรงต้องเป็นไปตาม GOST 380 ซึ่งเป็นเหล็กกล้าโลหะผสมต่ำ - โดยมีมาตรฐานที่กำหนดในตาราง 6.
ตารางที่ 6
| เกรดเหล็ก | เศษส่วนมวลขององค์ประกอบ % | ||||||||||
| คาร์บอน | แมงกานีส | ซิลิคอน | โครเมียม | ไทเทเนียม | เซอร์โคเนียม | อลูมิเนียม | นิกเกิล | กำมะถัน | ฟอสฟอรัส | ทองแดง | |
| ไม่มีอีกแล้ว | |||||||||||
| 10GT | ไม่เกิน 0.13 | 1,00 — 1,40 | 0,45 — 0,65 | ไม่เกิน 0.30 น | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18G2S | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2Rps | 0,28 — 0,37 | 1,30 — 1,75 | ไม่เกิน 0.17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35GS | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25G2S | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20Г2С | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | ไม่เกิน 0.30 น | 0,015-0,040 | — | 0,040 | ||||
| 23H2Г2T | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22х2Г2АУ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20X2G2SR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. ในเกรดเหล็ก20khГ2цอนุญาตให้เพิ่มเศษส่วนมวลของโครเมียมเป็น 1.7% และแทนที่เซอร์โคเนียมด้วยไทเทเนียม 0.02 - 0.08% ในเหล็กเกรด 23H2Г2Т อนุญาตให้เปลี่ยนไทเทเนียมด้วยเซอร์โคเนียม 0.05 - 0.10% ในกรณีนี้ในการกำหนดเกรดเหล็ก 20KhG2T จะใช้ตัวอักษร T แทนตัวอักษร C ในเกรดเหล็ก 23Kh2G2T จะใช้ตัวอักษร T แทนตัวอักษร T
ในเหล็กเกรด 32G2Rps อะลูมิเนียมสามารถแทนที่ด้วยไทเทเนียมหรือเซอร์โคเนียมในหน่วยที่เท่ากัน
2.3.2. เศษส่วนมวลของไนโตรเจนในเหล็กเกรด 22 Kh2Г2АУ ควรเป็น 0.015 - 0.030% เศษส่วนมวลของไนโตรเจนตกค้างในเหล็กเกรด 10GT ไม่ควรเกิน 0.008%
2.3.3. เศษส่วนมวลของโบรอนในเหล็กเกรด 22Kh2G2R, 20Kh2G2SR และ 32G2Rps ควรเป็น 0.001 - 0.007% ในเกรดเหล็ก 22х2Г2АУ อนุญาตให้เติมโบรอน 0.001 - 0.008%
2.3.4. อนุญาตให้เพิ่มไทเทเนียมลงในเหล็กเกรด 18G2S, 25G2S, 35GS โดยพิจารณาจากเศษส่วนมวลในผลิตภัณฑ์รีดสำเร็จรูป 0.01 - 0.03% ถึงเกรดเหล็ก 35GS ขึ้นอยู่กับเศษส่วนมวลในผลิตภัณฑ์รีดสำเร็จรูปที่ผลิตในขดลวด 0.01 - 0 .06% .
2.4. ความเบี่ยงเบนขององค์ประกอบทางเคมีในผลิตภัณฑ์รีดสำเร็จรูป เหล็กกล้าคาร์บอน- ตามมาตรฐาน GOST 380 จากเหล็กกล้าโลหะผสมต่ำตามมาตรฐานคุณสมบัติทางกล - ตามตาราง 7. การเบี่ยงเบนลบในเนื้อหาขององค์ประกอบ (ยกเว้นไทเทเนียมและเซอร์โคเนียมและสำหรับเหล็กเกรด 20Kh2G2SR - ซิลิคอน) ไม่ จำกัด
ตารางที่ 7
| องค์ประกอบ | ก่อนหน้า ปิด, % | องค์ประกอบ | ก่อนหน้า ปิด, % |
| คาร์บอน | +0,020 | กำมะถัน | +0,005 |
| ซิลิคอน | +0,050 | ฟอสฟอรัส | +0,005 |
| แมงกานีส | +0,100 | เซอร์โคเนียม | |
| โครเมียม | +0,050 | ||
| ทองแดง | +0,050 | ไทเทเนียม | ±0.010 |
| บันทึก. ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภค เหล็กสามารถผลิตได้โดยมีความเบี่ยงเบนอื่น ๆ ในเนื้อหาของโครเมียม ซิลิคอน และแมงกานีส | |||
(แก้ไขฉบับแก้ไขครั้งที่ 3)
2.5. เหล็กเสริมแรงประเภท A-I (A240), A-II (A300), A-III (A400), A-IV (A600) รีดร้อน, คลาส A-V (A800) - ด้วยการอบคืนอุณหภูมิต่ำ, คลาส A- VI (A1000) — ด้วยการอบคืนอุณหภูมิต่ำหรือการบำบัดด้วยความร้อนเชิงกลในการไหลของโรงรีด
ไม่อนุญาตให้ทำการอบคืนสภาพเหล็กที่อุณหภูมิต่ำ คลาส A-V(A800) และ A-VI (A1000) ขึ้นอยู่กับการยืดตัวสัมพัทธ์อย่างน้อย 9% และการยืดตัวสม่ำเสมออย่างน้อย 2% เมื่อทดสอบภายใน 12 ชั่วโมงหลังจากการรีด
2.6. สมบัติทางกลของเหล็กเสริมแรงต้องเป็นไปตามมาตรฐานที่ระบุในตาราง 1 8.
ตารางที่ 8
| ชั้นเหล็กเสริมแรง | ความแข็งแรงของผลผลิต σ เสื้อ | ความต้านทานแรงดึงชั่วคราว σ นิ้ว | การยืดตัวสัมพัทธ์ δ5,% | การยืดตัวสม่ำเสมอ d r, % | แรงกระแทกที่ -60 °C | การทดสอบการโค้งงอและความเย็น ( กับ- ความหนาของแมนเดรล ง- เส้นผ่านศูนย์กลางของก้าน) | ||||
| นิวตัน/มม.2 | กิโลกรัมเอฟ/มม2 | นิวตัน/มม.2 | กิโลกรัมเอฟ/มม2 | เมกะจูล/ตรม | กิโลกรัมเอฟ × ม./ซม.2 | |||||
| ไม่น้อย | ||||||||||
| เอ-ไอ (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; ค = ง | |
| เอ-ทู (A300) | 295 | 30 | 490 | 50 | 19 | 180°; กับ = 3ง | ||||
| เอซี-ทู (Ac300) | 441 | 45 | 25 | 0,5 | 5 | 180°; ค = ง | ||||
| เอ-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90°; กับ = 3ง | ||
| เอ-ไอวี (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; กับ = 5ง | |||
| เอ-วี (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| เอ-วี (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
|
หมายเหตุ: 1. ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภค ไม่อนุญาตให้ทดสอบความต้านทานแรงกระแทกของเหล็กเสริมแรงประเภท Ac-II 2. (ลบแล้ว แก้ไขครั้งที่ 3) 3. สำหรับการเสริมเหล็กคลาส A-IV ที่มีเส้นผ่านศูนย์กลาง 18 มม. เหล็กเกรด 80C กำหนดอัตราการดัดเย็นอย่างน้อย 30° 4. สำหรับเสริมเหล็กคลาส A-I (A240) ที่มีเส้นผ่านศูนย์กลางเกิน 20 มม. เมื่อดัดเย็น 180° กับ = 2ง, คลาส A-II (A300) มีเส้นผ่านศูนย์กลางเซนต์. 20 มม กับ = 4ง. 5. สัญลักษณ์ของความแข็งแรงของผลผลิตจะแสดงอยู่ในวงเล็บ |
||||||||||
(ฉบับแก้ไข แก้ไขครั้งที่ 1, 3, 5)
สำหรับเหล็กกล้าคลาส A-II (A300) ที่มีเส้นผ่านศูนย์กลางเซนต์... 40 มม. อนุญาตให้ลดการยืดตัวสัมพัทธ์ได้ 0.25% สำหรับเส้นผ่านศูนย์กลางที่เพิ่มขึ้นแต่ละมิลลิเมตร แต่ไม่เกิน 3%
สำหรับประเภทเหล็กกล้า Ac-II (Ac300) อนุญาตให้ลดความต้านทานแรงดึงลงเหลือ 426 MPa (43.5 kgf/mm 2) โดยมีค่าความยืดสัมพัทธ์ที่: δ 5 30% หรือมากกว่า
สำหรับเหล็กเกรด 25G2S คลาส A-III (A400) อนุญาตให้ลดความต้านทานแรงดึงลงเหลือ 560 MPa (57 kgf/mm2) โดยมีความแข็งแรงครากอย่างน้อย 405 MPa (41 kgf/mm2) การยืดตัวสัมพัทธ์ δ5 อย่างน้อย 20%.
2.7. ตัวบ่งชี้ทางสถิติของคุณสมบัติเชิงกลของเหล็กเสริมแรงที่มีโปรไฟล์เป็นระยะจะต้องสอดคล้องกับภาคผนวก 1 โดยมีคุณสมบัติทางกลที่สม่ำเสมอเพิ่มขึ้น - ภาคผนวก 1 และตาราง 9.
ความน่าจะเป็นที่จะบรรลุคุณสมบัติทางกลที่ระบุไว้ในตาราง 8 ต้องมีอย่างน้อย 0.95
(แก้ไขฉบับแก้ไขครั้งที่ 3)
2.8. บนพื้นผิวของโปรไฟล์ รวมถึงพื้นผิวของซี่โครงและส่วนที่ยื่นออกมา ไม่ควรมีรอยแตกจากการม้วน รอยแตกจากความเครียด ตำหนิ ฟิล์มที่ม้วน หรือพระอาทิตย์ตก
อนุญาตให้สร้างความเสียหายเล็กน้อยต่อซี่โครงและส่วนที่ยื่นออกมาได้ โดยไม่เกิน 3 ต่อความยาว 1 ม. เช่นเดียวกับสนิมเล็กน้อย คราบที่หลุดออกมาแต่ละรอย รอยพิมพ์ การหย่อนคล้อย ร่องรอยของฟองที่รีดออกมา ระลอกคลื่น และความไม่สะเก็ดภายใน การเบี่ยงเบนขนาดที่อนุญาต
(แก้ไขฉบับแก้ไขครั้งที่ 2)
2.9. ความสามารถในการเชื่อมของเหล็กเสริมแรงทุกเกรด ยกเว้น 80C นั้นมั่นใจได้จากองค์ประกอบทางเคมีและเทคโนโลยีการผลิต
2.10. เทียบเท่าคาร์บอน ![]() สำหรับการเสริมแรงเหล็กเชื่อมที่ทำจากเหล็กกล้าโลหะผสมต่ำคลาส A-III (A400) ไม่ควรเกิน 0.62
สำหรับการเสริมแรงเหล็กเชื่อมที่ทำจากเหล็กกล้าโลหะผสมต่ำคลาส A-III (A400) ไม่ควรเกิน 0.62
(แนะนำเพิ่มเติม แก้ไขครั้งที่ 5)
ตารางที่ 9
| ชั้นเหล็กเสริมแรง | หมายเลขโปรไฟล์ | ส | ส 0 | ||||||
| สำหรับ σ เสื้อ (σ 0.2) | สำหรับ σ นิ้ว | สำหรับ σ เสื้อ (σ 0.2) | สำหรับ σ นิ้ว | สำหรับ σ เสื้อ (σ 0.2) | สำหรับ σ นิ้ว | สำหรับ σ เสื้อ (σ 0.2) | สำหรับ σ นิ้ว | ||
| MPa (กก./มม.2) | MPa (กก./มม.2) | ||||||||
| ไม่มีอีกแล้ว | |||||||||
| เอ-ทู (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| เอ-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| เอ-ไอวี (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| เอ-วี (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| เอ-วี (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
|
หมายเหตุ: 1. ส- ค่าเบี่ยงเบนมาตรฐานในประชากรการทดสอบทั่วไป ส 0 - ส่วนเบี่ยงเบนมาตรฐานในชุดการหลอม — ค่าเฉลี่ยในประชากรของการทดสอบ — ค่าเฉลี่ยขั้นต่ำในการถลุงแร่แบบแบทช์ 2. การเสริมเหล็กชนิดม้วนขนาดเส้นผ่านศูนย์กลาง 6 และ 8 มม. อนุญาตให้เพิ่มมาตรฐานได้ สและ ส 0 ถึง 4.9 MPa (0.5 กก.f/มม.2) 3. (ลบแล้ว แก้ไขครั้งที่ 5) |
|||||||||
3.1. เหล็กเสริมแรงได้รับการยอมรับเป็นชุดซึ่งประกอบด้วยโปรไฟล์ที่มีเส้นผ่านศูนย์กลางเท่ากัน ชั้นหนึ่ง ทัพพีหลอมหนึ่งอัน และออกให้พร้อมกับเอกสารคุณภาพหนึ่งฉบับ
น้ำหนักชุดควรสูงถึง 70 ตัน
อนุญาตให้เพิ่มมวลของแบทช์เป็นมวลของทัพพีที่ละลายได้
3.2. แต่ละชุดจะมาพร้อมกับเอกสารคุณภาพตาม GOST 7566 พร้อมข้อมูลเพิ่มเติม:
— หมายเลขโปรไฟล์;
— ค่าเฉลี่ยขั้นต่ำและส่วนเบี่ยงเบนมาตรฐาน ส 0 ในชุดค่า σ t (σ 0.2) และ σ in;
- ผลการทดสอบการดัดงอเย็น
- ค่าการยืดตัวสม่ำเสมอสำหรับคลาสเหล็ก A-IV (A600), A-V (A800), A-VI (A1000)
3.3. หากต้องการตรวจสอบขนาดและคุณภาพของพื้นผิว ให้เลือก:
- ในการผลิตเหล็กเสริมแรงแบบแท่ง - อย่างน้อยร้อยละ 5 ของรุ่น
- ระหว่างการผลิตและเข็ด - เข็ดสองอันจากแต่ละชุด
(แก้ไขฉบับแก้ไขครั้งที่ 3)
3.4. ในการตรวจสอบองค์ประกอบทางเคมี ให้เก็บตัวอย่างตาม GOST 7565
ผู้ผลิตจะกำหนดสัดส่วนมวลของอลูมิเนียมเป็นระยะ ๆ แต่อย่างน้อยไตรมาสละครั้ง
3.5. ในการทดสอบแรงดึง การดัดงอ และแรงกระแทก จะต้องเลือกแท่งสองแท่งจากชุด
สำหรับผู้ผลิต ช่วงเวลาในการเลือกก้านต้องอย่างน้อยครึ่งหนึ่งของเวลาที่ใช้ในการรีดหนึ่งโปรไฟล์ขนาดหนึ่งชุด
(แก้ไขฉบับแก้ไขครั้งที่ 3)
3.6. หากได้รับผลการทดสอบที่ไม่น่าพอใจสำหรับตัวบ่งชี้อย่างน้อยหนึ่งตัว การทดสอบซ้ำจะดำเนินการตาม GOST 7566
4.1 การวิเคราะห์ทางเคมีเหล็กดำเนินการตาม GOST 12344, GOST 12348, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 หรือวิธีการอื่นที่รับรองความถูกต้องที่ต้องการ
4.2. เส้นผ่านศูนย์กลางและรูปไข่ของโปรไฟล์วัดที่ระยะห่างอย่างน้อย 150 มม. จากปลายก้านหรือที่ระยะห่างอย่างน้อย 1,500 มม. จากปลายเข็ดโดยมีน้ำหนักเข็ดสูงถึง 250 กก. และอย่างน้อย 3000 มม. โดยมีน้ำหนักเข็ดมากกว่า 250 กก.
4.3. มีการตรวจสอบขนาดแล้ว เครื่องมือวัดความแม่นยำที่ต้องการ
4.4. ตัวอย่างหนึ่งถูกตัดจากแต่ละแท่งที่เลือกสำหรับการทดสอบแรงดึง การดัดงอ และแรงกระแทก
4.5. การสุ่มตัวอย่างเพื่อทดสอบแรงดึง การดัดงอ และแรงกระแทก ดำเนินการตาม GOST 7564
4.6. การทดสอบแรงดึงดำเนินการตาม GOST 12004
4.7. การทดสอบการดัดงอดำเนินการตาม GOST 14019 กับตัวอย่างที่มีหน้าตัดเท่ากับหน้าตัดของแท่ง
สำหรับแท่งที่มีเส้นผ่านศูนย์กลางมากกว่า 40 มม. อนุญาตให้ทดสอบตัวอย่างที่ตัดตามแกนของแท่งบนแมนเดรลโดยมีเส้นผ่านศูนย์กลางลดลงครึ่งหนึ่งเมื่อเทียบกับที่ระบุไว้ในตาราง 4 โดยใช้แรงดัดงอจากด้านข้างของการตัด
4.8. การกำหนดความทนแรงกระแทกดำเนินการตาม GOST 9454 สำหรับตัวอย่างที่มีหัวจับประเภท U ประเภท 3 สำหรับแท่งที่มีเส้นผ่านศูนย์กลาง 12 - 14 มม. และตัวอย่างประเภท 1 สำหรับแท่งที่มีเส้นผ่านศูนย์กลาง 16 มม. ขึ้นไป ตัวอย่างผลิตขึ้นตามข้อกำหนดของ GOST 9454
4.9. อนุญาตให้ใช้วิธีการทางสถิติและไม่ทำลายเพื่อตรวจสอบคุณสมบัติทางกลและมวลของโปรไฟล์
4.10. ความโค้งของแท่งวัดตามความยาวของโปรไฟล์ที่ให้มา แต่ต้องไม่สั้นกว่า 1 ม.
4.11. การกำหนดตัวบ่งชี้ทางสถิติของคุณสมบัติทางกลตาม ใบสมัครบังคับ 2.
4.12. ตรวจสอบคุณภาพของพื้นผิวโดยไม่ต้องใช้อุปกรณ์ขยาย
4.10 — 4.12. (แนะนำเพิ่มเติม แก้ไขครั้งที่ 3).
4.13. ความสูงของเส้นโครงตามขวางของโปรไฟล์เป็นระยะควรวัดตามแกนตั้งของส่วนตัดขวางของแท่งเสริมแรง
(แนะนำเพิ่มเติม แก้ไขครั้งที่ 4)
5.1. บรรจุภัณฑ์ การติดฉลาก การขนส่งและการเก็บรักษา - ตาม GOST 7566 โดยมีรายละเอียดเพิ่มเติมดังต่อไปนี้:
— ปลายแท่งที่ทำจากเหล็กกล้าโลหะผสมต่ำของคลาส A-IV (A600) จะต้องทาสีด้วยสีแดง, คลาส A-V - สีแดงและสีเขียว, คลาส A-VI (A1000) - สีแดงและสีน้ำเงิน อนุญาตให้ทาสีเอ็นที่ระยะ 0.5 ม. จากปลาย
— แท่งบรรจุเป็นมัดน้ำหนักมากถึง 15 ตัน ผูกด้วยลวดหรือเหล็กลวด ตามคำขอของผู้บริโภค แท่งจะถูกบรรจุเป็นกลุ่มที่มีน้ำหนักมากถึง 3 และ 5 ตัน
บนสายรัด ให้ทาสีเป็นแถบกว้างไม่น้อยกว่า 20 มม. บนพื้นผิวด้านข้างรอบเส้นรอบวง (อย่างน้อย 1/2 ของความยาวของเส้นรอบวง) ที่ระยะห่างไม่เกิน 500 มม. จากปลาย
สีถูกนำไปใช้กับเข็ดเป็นแถบที่มีความกว้างไม่น้อยกว่า 20 มม. ตลอดการหมุนด้านนอกของเข็ด
สำหรับผลิตภัณฑ์ที่ไม่ได้บรรจุหีบห่อ ให้ทาสีที่ส่วนท้ายหรือพื้นผิวด้านข้างโดยเว้นระยะห่างจากส่วนท้ายไม่เกิน 500 มม.
ฉลากที่ติดอยู่กับแท่งแต่ละมัดจะมีเครื่องหมายระบุระดับเหล็กเสริมที่ได้รับการยอมรับ (เช่น A-III) หรือ เครื่องหมายระดับความแข็งแรงของผลผลิต (A400)
(ฉบับแก้ไขแก้ไขครั้งที่ 3, 5)
≥ เอ็กซ์ฉันบีพี + ที × ส;
> 0,9เอ็กซ์ฉันข พี + 3 ส 0 ;
≥Xฉันบีพี
ที่ไหน เอ็กซ์ฉันbp— ค่าการปฏิเสธของσ in, σ 0.2 ระบุในตาราง 8 ของมาตรฐานนี้
ที— ค่าควอนไทล์ที่นำมาเท่ากับ 2 สำหรับคลาส A-II (A300) และ A-III (A400) และ 1.64 สำหรับคลาส A-IV (A600), A-V (A800) และ A-VI (A 1000)
2.1. ตัวบ่งชี้คุณภาพที่ต้องการของโปรไฟล์นั้นได้รับการรับรองโดยการปฏิบัติตามเทคโนโลยีการผลิตและควบคุมโดยการทดสอบตามข้อกำหนดของข้อ 3.5 ข้อ 4.4 - 4.8.
2.2. ปริมาณ , , สและ ส 0ติดตั้งตามผลการทดสอบและข้อกำหนดของภาคผนวก 2
3.1. หากผู้บริโภคมีเอกสารคุณภาพสำหรับผลิตภัณฑ์ในหมวดคุณภาพสูงสุดก็ไม่สามารถทดสอบคุณสมบัติทางกลได้
3.2. หากจำเป็นต้องตรวจสอบคุณสมบัติทางกลของแต่ละชุด จะมีการทดสอบตัวอย่างหกตัวอย่าง โดยนำมาจากถุงหรือเข็ดที่แตกต่างกัน และจาก โปรไฟล์ที่แตกต่างกันและขึ้นอยู่กับผลลัพธ์ จะมีการตรวจสอบการปฏิบัติตามเงื่อนไข
![]()
![]()
โดยที่ค่าเฉลี่ยของคุณสมบัติทางกลขึ้นอยู่กับผลการทดสอบของตัวอย่างหกตัวอย่าง
เอ็กซ์นาทีคือค่าต่ำสุดของผลการทดสอบหกตัวอย่าง
3.3. ค่าต่ำสุดการยืดตัวสัมพัทธ์ δ 5 และการยืดตัวสม่ำเสมอ δ r จะต้องไม่น้อยกว่าค่าที่กำหนดในตาราง 8.
(แก้ไขฉบับแก้ไขครั้งที่ 3)
ระเบียบวิธี
การกำหนดตัวบ่งชี้ทางสถิติของลักษณะความแข็งแรงของคุณสมบัติทางกล
เหล็กแผ่นรีดร้อนสำหรับเสริมโครงสร้างคอนกรีตเสริมเหล็ก
เทคนิคนี้ใช้กับผลิตภัณฑ์รีดร้อน ระบายความร้อนแบบเร่ง เทอร์โมกลศาสตร์ และเสริมความแข็งแรงด้วยความร้อน โดยมีลักษณะเป็นม้วนหรือเป็นแท่งเป็นระยะๆ
เทคนิคนี้ใช้เพื่อประเมินความน่าเชื่อถือของคุณสมบัติทางกลในการถลุงแร่และเหล็กโดยรวมแต่ละชุด และเพื่อควบคุมเสถียรภาพของกระบวนการทางเทคโนโลยี
ตัวอย่างประกอบด้วยผลการทดสอบการยอมรับผลิตภัณฑ์รีดประเภทเดียวกัน เกรดเดียว และวิธีการถลุง รีดเป็นหนึ่งหรือกลุ่มที่มีขนาดโปรไฟล์ใกล้เคียงกัน
ปริมาณ สกำหนดตามเอกสารด้านกฎระเบียบและทางเทคนิค
ค่าต่ำสุด ส 0 เท่ากับ 1
ที่ไหน เอ็กซ์ ฉัน br - ค่าการปฏิเสธของ σ t (σ 0.2) และ σ in ระบุไว้ในเอกสารด้านกฎระเบียบและทางเทคนิคที่เกี่ยวข้อง
(แนะนำเพิ่มเติม แก้ไขครั้งที่ 3)
ข้อมูลสารสนเทศ
| การกำหนด ITD ที่ได้รับ ลิงค์ |
หมายเลขรายการ | การกำหนด ITD ที่อ้างถึง | หมายเลขรายการ |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78 | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | เพลงประกอบละคร 14-34-78 | ภาคผนวก 2 |
3.1. เหล็กเสริมแรงได้รับการยอมรับเป็นชุดซึ่งประกอบด้วยโปรไฟล์ที่มีเส้นผ่านศูนย์กลางเท่ากัน ทัพพีหลอมละลายชั้นหนึ่ง และออกมาพร้อมกับเอกสารคุณภาพหนึ่งฉบับ
น้ำหนักชุดควรสูงถึง 70 ตัน
อนุญาตให้เพิ่มมวลของแบทช์เป็นมวลของทัพพีที่ละลายได้
3. 2. แต่ละชุดจะมาพร้อมกับเอกสารคุณภาพตาม GOST 7566-81 พร้อมข้อมูลเพิ่มเติม:
หมายเลขโปรไฟล์
ระดับ;
ค่าเฉลี่ยขั้นต่ำ X และส่วนเบี่ยงเบนมาตรฐาน S 0 ในชุดค่าσ T (σ 0.2) และσ B;
ผลการทดสอบการดัดงอด้วยความเย็น
ค่าการยืดตัวสม่ำเสมอสำหรับเหล็กคลาส A - IV (A600), A-V (800), A-VI (A1000)
3.3. หากต้องการตรวจสอบขนาดและคุณภาพของพื้นผิว ให้เลือก:
ในการผลิตเหล็กเสริมแรงในแท่ง - อย่างน้อย 5% ของชุด;
เมื่อผลิตเป็นเข็ด - สองเข็ดในแต่ละชุด
3 4. ในการตรวจสอบองค์ประกอบทางเคมี ให้เก็บตัวอย่างตาม GOST 7565-81
ผู้ผลิตจะกำหนดสัดส่วนมวลของอลูมิเนียมเป็นระยะ ๆ แต่อย่างน้อยไตรมาสละครั้ง
3.5. ในการทดสอบแรงดึง การดัดงอ และแรงกระแทก จะต้องเลือกแท่งสองแท่งจากชุด
สำหรับองค์กรการผลิต ช่วงเวลาในการเลือกแท่งจะต้องอย่างน้อยครึ่งหนึ่งของเวลาที่ใช้ในการรีดหนึ่งขนาดโปรไฟล์ของหนึ่งชุด
3 6 หากได้รับผลการทดสอบที่ไม่น่าพอใจสำหรับตัวบ่งชี้อย่างน้อยหนึ่งตัว การทดสอบซ้ำจะดำเนินการตาม GOST 7566-81
4.1. การวิเคราะห์ทางเคมีของเหล็กดำเนินการตาม GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 หรือวิธีการอื่นที่รับรองความต้องการ ความแม่นยำ.
4.2. เส้นผ่านศูนย์กลางและรูปไข่ของโปรไฟล์วัดที่ระยะห่างอย่างน้อย 150 มม. จากปลายก้านหรือที่ระยะห่างอย่างน้อย 1,500 มม. จากปลายเข็ดโดยมีน้ำหนักเข็ดสูงถึง 250 กก. และอย่างน้อย 3000 มม. โดยมีน้ำหนักเข็ดมากกว่า 250 กก.
4.3. ขนาดจะถูกตรวจสอบด้วยเครื่องมือวัดที่มีความแม่นยำตามที่ต้องการ
4.4. ตัวอย่างหนึ่งถูกตัดจากแต่ละแท่งที่เลือกสำหรับการทดสอบแรงดึง การดัดงอ และแรงกระแทก
4.5. การสุ่มตัวอย่างเพื่อทดสอบแรงดึง การดัดงอ และแรงกระแทก ดำเนินการตาม GOST 7564-73
4.6. การทดสอบแรงดึงดำเนินการตาม GOST 12004-81
4.7. การทดสอบการดัดงอดำเนินการตาม GOST 14019-80 กับตัวอย่างที่มีหน้าตัดเท่ากับหน้าตัดของแท่ง
สำหรับแท่งที่มีเส้นผ่านศูนย์กลางมากกว่า 40 มม. อนุญาตให้ทดสอบตัวอย่างที่ตัดตามแกนของแท่งบนแมนเดรลโดยมีเส้นผ่านศูนย์กลางลดลงครึ่งหนึ่งเมื่อเทียบกับที่ระบุไว้ในตาราง 4 โดยใช้แรงดัดงอจากด้านข้างของการตัด
4.8. การกำหนดความทนแรงกระแทกดำเนินการตาม GOST 9454-78 สำหรับตัวอย่างที่มีหัวจับประเภท U ประเภท 3 สำหรับแท่งที่มีเส้นผ่านศูนย์กลาง 12-14 มม. และตัวอย่างประเภท 1 สำหรับแท่งที่มีเส้นผ่านศูนย์กลาง 16 มม. ขึ้นไป ตัวอย่างผลิตขึ้นตามข้อกำหนดของ GOST 9454-78
4.9. อนุญาตให้ใช้วิธีการทางสถิติและไม่ทำลายเพื่อตรวจสอบคุณสมบัติทางกลและมวลของโปรไฟล์
4.10. ความโค้งของแท่งวัดตามความยาวของโปรไฟล์ที่ให้มา แต่ต้องไม่สั้นกว่า 1 ม.
4.11. การกำหนดตัวบ่งชี้ทางสถิติของคุณสมบัติทางกลตามภาคผนวกบังคับ 2
4.12. ตรวจสอบคุณภาพของพื้นผิวโดยไม่ต้องใช้อุปกรณ์ขยาย
4.13. ความสูงของเส้นโครงตามขวางของโปรไฟล์เป็นระยะควรวัดตามแกนตั้งของส่วนตัดขวางของแท่งเสริมแรง
5.1. บรรจุภัณฑ์ การติดฉลาก การขนส่งและการเก็บรักษา - ตาม GOST 7566-81 พร้อมส่วนเพิ่มเติม:
ปลายแท่งที่ทำจากเหล็กกล้าโลหะผสมต่ำคลาส A-IV (A600) จะต้องทาสีด้วยสีแดง คลาส A-V- แดงและเขียว คลาส A-VI (A1000) - แดงและน้ำเงิน อนุญาตให้ทาสีเอ็นที่ระยะ 0.5 ม. จากปลาย
แท่งบรรจุเป็นมัดน้ำหนักมากถึง 15 ตัน มัดด้วยลวดหรือเหล็กลวด ตามคำขอของผู้บริโภค แท่งจะถูกบรรจุเป็นกลุ่มที่มีน้ำหนักมากถึง 3 และ 5 ตัน
สำหรับการผูก ให้ทาสีเป็นแถบกว้างไม่น้อยกว่า 20 มม. บนพื้นผิวด้านข้างรอบเส้นรอบวง (อย่างน้อย 1/2 ของความยาวของเส้นรอบวง) ที่ระยะห่างไม่เกิน 500 มม. จากปลาย
สีถูกนำไปใช้กับเข็ดเป็นแถบที่มีความกว้างไม่น้อยกว่า 20 มม. ตลอดการหมุนด้านนอกของเข็ด
สำหรับผลิตภัณฑ์ที่ไม่ได้บรรจุหีบห่อ ให้ทาสีที่ส่วนท้ายหรือพื้นผิวด้านข้างโดยเว้นระยะห่างจากส่วนท้ายไม่เกิน 500 มม.
บนฉลากที่ติดอยู่กับมัดแท่งแต่ละมัด จะใช้การกำหนดระดับเหล็กเสริมที่เป็นที่ยอมรับ (เช่น A-III) หรือสัญลักษณ์ของระดับความแข็งแรงของผลผลิต (A400)
ในการผลิตโครงสร้างคอนกรีตเสริมเหล็กประเภทต่าง ๆ จำเป็นต้องเสริมด้วยโลหะ GOST 5781-82 ข้อกำหนดทางเทคนิควัสดุนี้ควบคุมได้ค่อนข้างแน่นอน อุปกรณ์จะต้องมีความคงทนประการแรกและประการที่สองทนต่อการกัดกร่อนและทนทาน
องค์ประกอบนี้ช่วยให้คุณสร้างฐานราก พื้น และโครงสร้างอื่นที่คล้ายคลึงกันที่เชื่อถือได้มากขึ้น ความจริงก็คือคอนกรีตมีกำลังอัดสูงมาก แต่ไม่มีความต้านทานแรงดึง ภารกิจหลักของการเสริมกำลังคือการป้องกันการทำลายโครงสร้างระหว่างการเคลื่อนไหวประเภทต่างๆ
กำหนดมาตรฐานดังกล่าวอย่างแพร่หลาย วัสดุก่อสร้างเป็นอุปกรณ์ GOST 5781-82 ลักษณะทางเทคนิคอาจแตกต่างกันไป อุปกรณ์แบ่งออกเป็นดังนี้:
AI - โปรไฟล์กลมเรียบ
AII, AIII, A IV, AV และ AVI - โปรไฟล์ลูกฟูกเป็นระยะ
ตามวิธีการผลิตอุปกรณ์มีดังนี้:
รีดร้อน (คัน);
ดึงเย็น (ลวด)

นอกจากโลหะแล้ว แท่งไฟเบอร์กลาสประเภทนี้ยังผลิตในปัจจุบันอีกด้วย ตามหลักการทำงาน จะมีความแตกต่างระหว่างการเสริมแรงอัดแรงและการเสริมแรงแบบธรรมดา นอกจากนี้ยังมีแท่งที่คล้ายกันอีกหลายประเภทโดยจำแนกตามวัตถุประสงค์:
การกระจาย;
การประกอบ
การเสริมแรงสามารถเชื่อมหรือถักได้ขึ้นอยู่กับวิธีการติดตั้ง
ในขณะนี้มีการแบ่งการเสริมแรงออกเป็นกลุ่มที่แตกต่างกันเล็กน้อย:
A1.ข้อต่อเรียบประเภทนี้ทำจากเหล็กกล้าโลหะผสมต่ำคุณภาพสูง บางครั้งก้านของยี่ห้อนี้ทำจากลวดดึงเย็น ข้อได้เปรียบหลักคือสามารถใช้งานได้ในทุกสภาพแวดล้อม
A500C.แท่งประเภทนี้สามารถมีลักษณะเป็นงวดหรือกลมได้ แท่งเหล่านี้แบ่งออกเป็นประเภทต่างๆ ขึ้นอยู่กับคุณภาพของเหล็กที่ใช้ในการผลิต วัตถุประสงค์หลักของการเสริมแรง A500C คือการยึดผลิตภัณฑ์คอนกรีตเสริมเหล็กแบบธรรมดา
บี500ซี.คันประเภทนี้ส่วนใหญ่จะใช้ค่ะ การก่อสร้างเสาหินสำหรับการผลิตตะขอทนทานชนิดต่างๆ และการเสริมแรงของกลุ่มนี้แตกต่างจาก A500C ตรงที่จะไม่รีดร้อนแต่เปลี่ยนรูปเย็น
25G2S.ข้อได้เปรียบหลักของแท่งประเภทนี้คือความแข็งแกร่งความน่าเชื่อถือและความทนทานในระดับสูง การเสริมแรงของคลาสนี้สามารถใช้ได้ทั้งในการผลิตโครงสร้างคอนกรีตเสริมเหล็กรองและโครงสร้างรับน้ำหนัก การลอนของแท่งของแบรนด์นี้มีลักษณะเฉพาะของตัวเองและช่วยให้สามารถยึดเกาะกับคอนกรีตได้ยาวนานที่สุด
35GS. ข้อต่อแบบพิเศษนี้ผลิตจากเหล็กคุณภาพสูงสุด มีทั้งแบบผิวกลมหรือแบบร่อง ส่วนใหญ่จะใช้ในการก่อสร้าง โครงสร้างที่สำคัญทำจากคอนกรีตเสริมเหล็ก

ดังนั้นจึงควบคุมคุณภาพและช่วงของอุปกรณ์อย่างแม่นยำตาม GOST 5781-82 ตารางด้านล่างแสดงให้เห็นอย่างชัดเจนถึงความสัมพันธ์ระหว่างพื้นที่หน้าตัดของแท่งกับมวลของมัน
หมายเลขโปรไฟล์บาร์ | พื้นที่หน้าตัดของแท่ง | น้ำหนัก |
ด้านล่างนี้คุณสามารถดูวิธีการกำหนดความสัมพันธ์ระหว่างเส้นผ่านศูนย์กลางและน้ำหนักตาม GOST 5781-82 ตารางแสดงสิ่งนี้ให้ชัดเจนยิ่งขึ้น
ระดับ | เกรดเหล็ก | เส้นผ่านศูนย์กลาง (มม.) |
St3kp, St3ps, St3sp | ||
St5sp, 18G2S, St5ps | จาก 10 เป็น 40 และจาก 40 ถึง 80 |
|
35GS, 32G2Rps, 25G2S | ||
แท่งที่ทำจากเหล็กเกรดพิเศษจะมีตัวอักษรกำกับไว้เพื่อให้ผู้บริโภคสามารถกำหนดขอบเขตการใช้งานเฉพาะได้ ระดับการเสริมแรงของ GOST 5781-82 ในกรณีนี้มีการกำหนดดังนี้:
"ที"- นี่คือวิธีการทำเครื่องหมายอุปกรณ์ที่ทนต่อการกัดกร่อนซึ่งสามารถใช้ในสภาพอากาศชื้นได้
"กับ"- แท่งที่สามารถเชื่อมได้
"ใน"- อุปกรณ์เสริมแรงเสริม
จริงๆ แล้ว คุณสามารถนิยามให้แตกต่างออกไปเล็กน้อยได้ เพื่อไม่ให้ใครมีคำถามเกี่ยวกับประเภทของแท่ง จึงมีการทำเครื่องหมายที่ปลายด้วยสี ดังนั้น วัสดุ AIV จึงถูกทำเครื่องหมายด้วยสีแดง, AIII เป็นสีเหลือง, AV และ VI เป็นสีน้ำเงิน ตามมาตรฐานอนุญาตให้ทาสีแท่งบนซี่โครงได้สูงถึง 0.5 ม. จากปลายของพวกเขา
ดังนั้นการผลิตโครงสร้างคอนกรีตเสริมเหล็กประเภทต่างๆ จึงเป็นสิ่งที่สามารถนำมาใช้เสริมแรงได้ GOST 5781-82 กำหนดลักษณะทางเทคนิคของวัสดุนี้ตามที่เราค้นพบอย่างแน่นอน แท่งโลหะดังกล่าวสามารถใช้สำหรับ: ขึ้นอยู่กับคุณสมบัติเฉพาะ:
การเทรากฐาน
การผลิตพื้น:
การก่อสร้างสะพาน
การก่อสร้างถนน
ในอิฐบล็อกคอนกรีตแก๊สและโฟม

การเสริมแรงเรียบมักใช้เพื่อให้ผลิตภัณฑ์คอนกรีตเสริมเหล็กมีรูปร่างที่แน่นอนเท่านั้น ยางใช้เพื่อกระจายโหลดอย่างสม่ำเสมอ ก่อนเทคอนกรีตมักจะประกอบเหล็กเสริมเป็นโครงที่แข็งแรง ในกรณีนี้สามารถใช้ทั้งการเชื่อมและลวดผูกแบบพิเศษเพื่อเชื่อมต่อองค์ประกอบต่างๆ
สมูทเป็นการเสริมแรงด้วยพื้นผิวด้านเรียบตลอดความยาว นอกจากนี้โปรไฟล์ของแท่งยังเป็น:
เป็นระยะๆวัสดุดังกล่าวอาจมีรอยบาก ซี่โครง และส่วนที่ยื่นออกมา ช่วยให้สามารถยึดเกาะกับคอนกรีตได้มากขึ้น
รูปพระจันทร์เสี้ยวอุปกรณ์ดังกล่าวมักผลิตโดยผู้ผลิตในยุโรป อย่างไรก็ตามยังมีวัสดุประเภทนี้ที่ผลิตในโรงงานในรัสเซียด้วย
ผสมโปรไฟล์ประเภทนี้ช่วยให้คุณเพิ่มการยึดเกาะของการเสริมแรงกับคอนกรีตได้สูงสุด ดังนั้นแท่งประเภทนี้จึงมักใช้ในโครงสร้างที่รับน้ำหนักมาก
อุปกรณ์เหล็ก (GOST 5781-82) ที่มีเส้นผ่านศูนย์กลางสูงสุด 12 มม. สามารถจัดส่งให้กับคลังสินค้าของตัวแทนฝ่ายขายในขดลวดหรือแท่ง แท่งที่หนากว่าจะจำหน่ายเป็นแท่งเท่านั้น ความยาวของส่วนหลังมักจะอยู่ที่ 12 หรือ 6 ม. บางครั้งการเสริมแรงสามารถจัดหาเป็นชุดที่ไม่ได้วัดได้ ในกรณีนี้ความยาวสามารถเริ่มต้นได้จาก 3 ม. โดยหลักการแล้วแท่งควรจะเท่ากันอย่างแน่นอน อย่างไรก็ตาม สิ่งนี้ไม่ได้เกิดขึ้นเสมอไป อนุญาตให้มีความโค้งเล็กน้อยเนื่องจากแท่งค่อนข้างยืดหยุ่นได้ อย่างไรก็ตามภายในขอบเขตที่กำหนด ตามมาตรฐานความโค้งไม่ควรเกิน 6 มม. ต่อ 1 เชิงเส้นเมตร

ราคาของแท่งขึ้นอยู่กับเส้นผ่านศูนย์กลางเป็นหลัก ดังนั้นราคาของการเสริมแรง 10 มม. สามารถผันผวนระหว่าง 20-25,000 รูเบิลต่อตันหรือ 20-25 รูเบิล สำหรับ มิเตอร์เชิงเส้น- เหล็กลูกฟูก 12 มม. มักใช้ในการก่อสร้าง อาคารที่อยู่อาศัยราคาประมาณ 22-29,000 รูเบิล
ดังนั้นเราจึงพบว่าการเสริมแรงในการก่อสร้างสามารถทำอะไรได้บ้าง GOST 5781-82 กำหนดลักษณะทางเทคนิคของแท่งดังกล่าวอย่างแม่นยำ ข้อต่อต้องทำจากเหล็กชนิดตรงตามเกรดและมีน้ำหนักสอดคล้องกับเส้นผ่านศูนย์กลาง
บริษัท Metservice เชี่ยวชาญในการผลิตและจำหน่ายท่อ HDPE ในภาคตะวันออกไกล สำนักงานใหญ่ตั้งอยู่ในวลาดิวอสต็อก มีการส่งมอบไปยังมากาดาน, ยูจโน-ซาฮาลินสค์, เปโตรปาฟโลฟสค์-คัมแชทสกี, วลาดิวอสต็อก บริษัทกำลังพัฒนาอย่างมีพลวัต กลุ่มผลิตภัณฑ์มีการขยายอย่างต่อเนื่อง ท่อโพลีเอทิลีนในวลาดิวอสต็อกและเมืองอื่นๆ ถูกส่งไปยังจุดหมายปลายทาง โดยมีบริการช่วยเหลือในการตัดและมัด คำสั่งซื้อได้รับการตอบสนองตรงเวลา เวลาจัดส่งมีน้อย
เราขอแนะนำให้เปลี่ยน ท่อเหล็กเอทิลีน บริษัทเราพร้อมผลิตด้วยเครื่องจักรที่ทันสมัย ท่อโพลีเอทิลีนตั้งแต่ 20 ถึง 500 มม. พร้อมแรงดันใช้งานสูงสุด 1.6 MPa ผลิตภัณฑ์ที่ผลิตสอดคล้องกับ GOST GOST R50838-2009 "ท่อโพลีเอทิลีนสำหรับท่อส่งก๊าซ" และ GOST 18599-2001 "ท่อโพลีเอทิลีนสำหรับระบบน้ำประปา" ใน เงื่อนไขระยะสั้นเราผลิตท่อ PE จำนวนมาก เราจัดส่งท่อโดยตู้คอนเทนเนอร์ทั่วตะวันออกไกล







