5 เมษายน 2017
อิเล็กโทรดหลายประเภทบางครั้งทำให้แม้แต่ผู้มีประสบการณ์ก็ตกอยู่ในตำแหน่งที่ยากลำบาก ปัญหาธรรมชาติเกิดขึ้นเมื่อเลือกอิเล็กโทรดสำหรับเชื่อมกับอินเวอร์เตอร์แล้วอันไหนดีกว่ากัน? อิเล็กโทรดแต่ละประเภทได้รับการออกแบบสำหรับการเชื่อมวัสดุบางชนิด นอกจากนี้ จะต้องมีการเคลือบที่จำเป็นซึ่งไม่ควรชื้น สาเหตุของการติดอาจเกิดจากการทำงานของอุปกรณ์ไม่ถูกต้องหรือตั้งค่าพารามิเตอร์กระแสไฟขาออกไม่ถูกต้องรวมถึงแรงดันไฟหลักต่ำ เราจะพูดถึงสาเหตุหลักของการติดอิเล็กโทรดเมื่อทำการเชื่อมกับอินเวอร์เตอร์
คุณต้องเข้าใจสาเหตุที่อิเล็กโทรดติดเมื่อทำการเชื่อมกับอินเวอร์เตอร์ก่อน ทางเลือกที่ถูกต้องเครื่องเชื่อมที่สัมพันธ์กับสภาพงานเฉพาะ อุปกรณ์ต้องเป็นไปตามข้อกำหนดบางประการเพื่อให้แน่ใจว่าอุปกรณ์ทำงานได้อย่างเหมาะสมในสถานการณ์จริง
ตั้งแต่ -40 °C ถึง +40 °C ควรสังเกตว่าคุณลักษณะเหล่านี้ทำหน้าที่เป็นพื้นฐานสำหรับการเลือกและไม่ใช่ความเชื่อ แต่การทำงานที่เสถียรที่อุณหภูมิสุดขั้วและแรงดันไฟฟ้าของเครือข่ายเป็นสิ่งสำคัญมากสำหรับเงื่อนไขของรัสเซีย สำหรับการใช้ฟังก์ชัน Hot Start มีประโยชน์ ซึ่งช่วยในการเริ่มกระบวนการอย่างมั่นใจ และใช้อิเล็กโทรดการเชื่อมสำหรับอินเวอร์เตอร์อย่างเหมาะสมที่สุด
ควรให้ความสนใจเป็นพิเศษกับฟังก์ชันต่างๆ เช่น ป้องกันการติดหรือป้องกันการติดสาระสำคัญของมันคือในขณะที่ติดกระแสเชื่อมจะถูกรีเซ็ตเป็นศูนย์และช่วยให้ทั้งอิเล็กโทรดและอินเวอร์เตอร์ยังคงอยู่เหมือนเดิม Afterburner ยังช่วยกำจัดการเกาะติด ทำให้คุณสามารถเพิ่มกระแสการเชื่อมที่เสี่ยงต่อการแตกหักของอาร์ก และป้องกันการหยุดชะงักของการเชื่อม ซึ่งส่งผลดีต่อคุณภาพของงาน
เมื่อเลือกอุปกรณ์อินเวอร์เตอร์สิ่งสำคัญคือต้องให้ความสำคัญกับรุ่นรัสเซียมากขึ้นเนื่องจากสามารถซ่อมแซมได้และปรับให้เข้ากับการทำงานในประเทศของเราได้ดีขึ้น
หลายคนโดยเฉพาะช่างเชื่อมมือใหม่มีความกังวลเกี่ยวกับปัญหาในการเลือกวัสดุสิ้นเปลืองอย่างถูกต้อง ดังนั้นอิเล็กโทรดชนิดใดที่จำเป็นสำหรับการเชื่อมกับอินเวอร์เตอร์ซึ่งอันไหนจะเหมาะกว่า วัสดุที่แตกต่างกัน- เพื่อตอบคำถามนี้ คุณต้องพูดถึงประเภทของสารเคลือบและอิเล็กโทรดชนิดใดที่ควรเลือกสำหรับการเชื่อมโลหะหรือโลหะผสมเฉพาะ การเคลือบมีจุดประสงค์ดังต่อไปนี้:
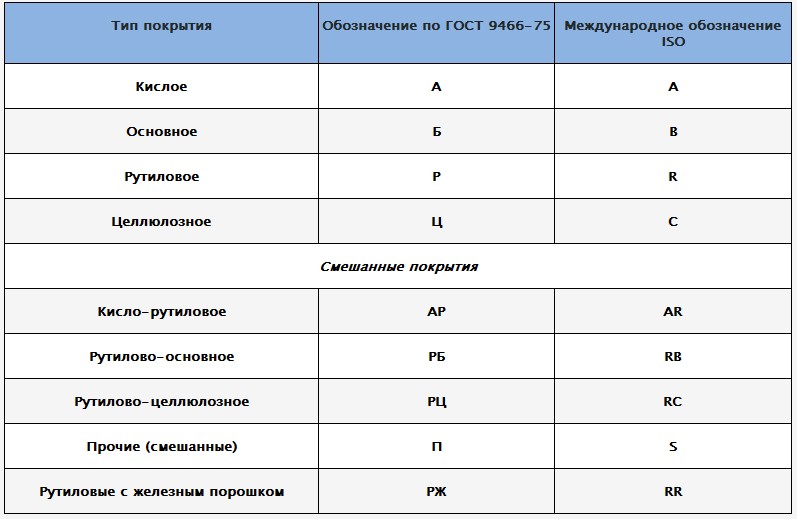
ขึ้นอยู่กับความหนาของการเคลือบ วัสดุเหล่านี้มีความบาง (M) ปานกลาง (C) หนา (D) และหนาพิเศษ (G) พารามิเตอร์นี้ควบคุมโดย GOST 9466-75 และส่งผลต่อกระบวนการเชื่อมเพิ่มผลกระทบของการเคลือบบนตะเข็บและทำให้คุณสมบัติของมันคงที่ ขึ้นอยู่กับองค์ประกอบทางเคมีของการเคลือบ อิเล็กโทรดแบ่งออกเป็นประเภทต่อไปนี้:

เพื่อให้การเลือกที่ถูกต้องเกี่ยวกับโลหะที่จะเชื่อมและเพื่อหลีกเลี่ยงการเกาะติดของอิเล็กโทรด คุณจำเป็นต้องรู้ว่าอิเล็กโทรดใดเหมาะสมที่สุดสำหรับชิ้นงานที่จะเชื่อม ลักษณะทางเทคนิคของการเคลือบและโลหะและโลหะผสมที่แนะนำสำหรับการเชื่อมนั้นสอดคล้องกับ ยี่ห้อที่แตกต่างกันอิเล็กโทรด ได้แก่ :
เมื่อทำการเชื่อมโดยไม่มีข้อผิดพลาด โดยการจับคู่โลหะของชิ้นงานกับยี่ห้อของอิเล็กโทรด คุณจะสามารถหลีกเลี่ยงการเกาะติดเมื่อทำงานกับอุปกรณ์อินเวอร์เตอร์ได้
สิ่งสำคัญมากคือต้องทราบรายละเอียดคุณสมบัติและชื่อของโลหะของชิ้นงานให้มากที่สุดเท่าที่จะเป็นไปได้เนื่องจากคุณภาพของตะเข็บเชื่อมขึ้นอยู่กับสิ่งนี้
เราครอบคลุมหัวข้อการเลือกเครื่องเชื่อมและเรียนรู้วิธีการเลือกอิเล็กโทรดสำหรับการเชื่อมด้วยอินเวอร์เตอร์ และตอนนี้เราต้องพิจารณาทุกอย่าง เหตุผลที่เป็นไปได้อิเล็กโทรดที่เกาะติดและวิธีกำจัด อาจมีลักษณะแตกต่างไปจากเดิมอย่างสิ้นเชิงและประกอบด้วยสิ่งต่อไปนี้:
สำหรับกระแสไฟขาออกนั้นคำนวณตามค่า 20 A-30 A ต่อความหนาของอิเล็กโทรดและสำหรับ 2 มม. จะมีช่วงตั้งแต่ 50 ถึง 60 A สำหรับความหนา 3 มม. จาก 70 ถึง 120 A สำหรับ 5 มม. จาก 150 ถึง 220 A เมื่อค้นหาสาเหตุของการเกาะติดคุณต้องเปลี่ยนจากวิธีที่ง่ายที่สุดไปสู่ความซับซ้อนมากขึ้นและคุณต้องเข้าใจว่าไม่มีกฎการเชื่อมที่ไม่เปลี่ยนรูปและเลือกโหมดที่ต้องการโดยการทดลอง ความคืบหน้าของกระบวนการขึ้นอยู่กับยี่ห้อของอิเล็กโทรด ความหนาของชิ้นงาน องค์ประกอบทางเคมีโลหะหรือโลหะผสมและขั้วการเชื่อมต่อ
สิ่งสำคัญคือต้องเข้าใจว่าในระหว่างการใช้งานอุปกรณ์ตามปกติ จะต้องพยายามทำความเข้าใจสาเหตุของการติดอิเล็กโทรด และขอคำแนะนำจากผู้เชี่ยวชาญหากจำเป็น
เราตรวจสอบเกณฑ์ในการเลือกอินเวอร์เตอร์สำหรับการเชื่อมและการเลือกอิเล็กโทรดเพื่อให้แน่ใจว่ากระบวนการเชื่อมมีความเหมาะสม และยังพบสาเหตุที่เป็นไปได้ที่อิเล็กโทรดติดระหว่างการทำงาน ไม่มีเคล็ดลับที่ครอบคลุมเพื่อช่วยแก้ไขปัญหานี้ แต่ความคิดเห็นของผู้มีประสบการณ์มากกว่าจะช่วยคุณได้ และเราได้พยายามครอบคลุมหัวข้อนี้อย่างครอบคลุม
อิเล็กโทรดสำหรับ การเชื่อมอินเวอร์เตอร์จะถูกเลือกขึ้นอยู่กับระดับของดีออกซิเดชันของเหล็กที่ผลิตภัณฑ์ประกอบด้วย ปริมาณคาร์บอนที่มีอยู่ในเหล็ก และข้อกำหนดสำหรับการเชื่อม
เครื่องเชื่อมแต่ละประเภทต้องใช้อิเล็กโทรดเพียงชนิดใดชนิดหนึ่งเท่านั้น
เครื่องเชื่อมแต่ละประเภทต้องใช้อิเล็กโทรดประเภทของตัวเองในการเชื่อม บางครั้งแม้จะอยู่ในเครื่องเชื่อมประเภทเดียวกันก็ตาม
เมื่อเชื่อมกับเครื่องเชื่อมรุ่นต่างๆก็อาจจะจำเป็นต้องมี ประเภทต่างๆวัสดุสิ้นเปลือง

อินเวอร์เตอร์เป็นเครื่องเชื่อมที่มีการออกแบบทางอิเล็กทรอนิกส์ อุปกรณ์นี้ติดตั้งระบบแปลงคู่ เครื่องปรับอากาศ- ในบรรดาอุปกรณ์การเชื่อมสมัยใหม่ อินเวอร์เตอร์มีแนวโน้มมากที่สุดสำหรับการเชื่อมชิ้นงานโลหะทุกชนิด สำหรับการเชื่อมแบบปกติจำเป็นต้องเลือกชนิดของอิเล็กโทรดที่ใช้ให้ถูกต้อง
ช่างเชื่อมมืออาชีพส่วนใหญ่มักจะใช้วัสดุสิ้นเปลืองยี่ห้อต่อไปนี้:
อิเล็กโทรดของแบรนด์ MR, OZS และ ANO เป็นที่นิยมมากกว่าเนื่องจากการใช้วัสดุสิ้นเปลืองประเภทนี้สะดวกกว่า อิเล็กโทรด SSSI คือ วัสดุสิ้นเปลืองซึ่งมีข้อดีมากมาย แต่คุณสมบัติเชิงบวกเหล่านี้จะถูกเปิดเผยเฉพาะในกรณีที่มืออาชีพใช้วัสดุนี้
กลับไปที่เนื้อหา
หากคุณต้องการซื้อวัสดุสิ้นเปลืองที่เหมาะสมสำหรับการเชื่อมและเลือกวัสดุที่ดีที่สุดคุณจะต้องใส่ใจกับคำแนะนำการใช้งาน อินเวอร์เตอร์เชื่อมรูปแบบที่วางแผนงานไว้อย่างแน่นอน ตามกฎแล้วคำแนะนำในการใช้งานจะระบุยี่ห้อของอิเล็กโทรดที่เหมาะสมที่สุดสำหรับงาน
เป็นที่น่าสังเกตว่าการเลือกเครื่องหมายของวัสดุสิ้นเปลืองที่เหมาะสมที่สุดไม่ใช่เงื่อนไขเดียวที่ต้องปฏิบัติตามเมื่อเลือกวัสดุสิ้นเปลืองสำหรับการเชื่อม เมื่อเลือกอิเล็กโทรดการเชื่อมคุณต้องตรวจสอบให้แน่ใจว่าวัสดุสิ้นเปลืองสำหรับงานเชื่อมมีคุณสมบัติโดยธรรมชาติที่ไม่ได้รับความเสียหายระหว่างการเก็บรักษา คุณสมบัติของอิเล็กโทรดจะถูกเก็บรักษาไว้เป็นเวลานานเฉพาะในกรณีที่เก็บไว้ตามข้อกำหนดของผู้ผลิต การจัดเก็บวัสดุสิ้นเปลืองสำหรับการเชื่อมจะต้องดำเนินการตามข้อกำหนดของ GOST ที่พัฒนาขึ้น
กลับไปที่เนื้อหา
ขอบเขตการใช้งานของ MP-3 คือการเชื่อมต่อโครงสร้างสำคัญที่ทำจากเหล็กกล้าคาร์บอน อิเล็กโทรดเหล่านี้สามารถใช้ได้เมื่อทำงานในตำแหน่งเชิงพื้นที่ใดๆ ยกเว้นทิศทางแนวตั้งจากบนลงล่าง
การใช้วัสดุสิ้นเปลืองนี้ช่วยให้คุณสามารถเชื่อมชิ้นงานโลหะที่เปียก เป็นสนิม และทำความสะอาดได้ไม่ดีจากการเกิดออกซิเดชัน

ลวดเชื่อม MP-3 ถูกออกแบบมาสำหรับการเชื่อมเหล็กคาร์บอน
อิเล็กโทรดมีพารามิเตอร์ที่อนุญาต เพิ่มผลผลิต- การใช้วัสดุสิ้นเปลืองประเภทนี้ทำให้สามารถใช้ส่วนโค้งแบบขยายในระหว่างกระบวนการเชื่อม ซึ่งทำให้กระบวนการง่ายขึ้น แนะนำให้ใช้อิเล็กโทรดเหล่านี้เมื่อเชื่อมต่อท่อ แรงดันสูงด้วยอุณหภูมิของของเหลวที่ขนส่งสูงถึง 3,500 องศาเซลเซียส และความดันภายในสูงถึง 50 kgf\cm² นอกจากนี้อิเล็กโทรดเหล่านี้ยังสามารถใช้เมื่อติดตั้งท่อส่งก๊าซและท่อส่งก๊าซ
ข้อดีของวัสดุสิ้นเปลืองประเภทนี้คือ:
อิเล็กโทรดชนิดนี้มีการเคลือบรูไทล์เป็นชั้นป้องกันก่อนใช้งาน ของวัสดุนี้แนะนำให้เผาที่อุณหภูมิ 170-180 องศาเป็นเวลา 40-60 นาที
กลับไปที่เนื้อหา

อิเล็กโทรดสีน้ำเงินของแบรนด์ MP-3 มีไว้สำหรับเชื่อมต่อองค์ประกอบที่ทำจากเหล็กกล้าคาร์บอนต่ำ
อิเล็กโทรดสำหรับอินเวอร์เตอร์ชนิดนี้ใช้สำหรับเชื่อมผลิตภัณฑ์ที่มีความสำคัญอย่างยิ่งซึ่งประกอบด้วยเหล็กกล้าคาร์บอนต่ำ อิเล็กโทรดชนิดนี้สามารถใช้ได้ในการวางแนวเชิงพื้นที่ใดๆ ยกเว้นตำแหน่งแนวตั้งในทิศทางจากบนลงล่าง วัสดุสิ้นเปลืองของแบรนด์ MR-3S ใช้เมื่อทำงานกับวัสดุแผ่นและโปรไฟล์ อิเล็กโทรดเหล่านี้ใช้กันอย่างแพร่หลายในการก่อสร้างตัวเรือ ท่อ และถังที่สำคัญ
ข้อดีของ MP-3S คือคุณสมบัติดังต่อไปนี้:
อิเล็กโทรดเคลือบด้วยรูไทล์ก่อนใช้ MP-3 แนะนำให้เผาสีน้ำเงินที่อุณหภูมิ 170 องศาเซลเซียสเป็นเวลา 40 นาที
กลับไปที่เนื้อหา

วัสดุสิ้นเปลืองของแบรนด์ OZS 12 ใช้กับอินเวอร์เตอร์ที่ทำงานด้วยกระแสตรงและกระแสสลับที่มีขั้วตรง
วัสดุสิ้นเปลืองประเภทนี้ใช้เพื่อสร้างโครงสร้างที่สำคัญซึ่งประกอบด้วยวัสดุต่ำ เหล็กกล้าคาร์บอน- วัสดุเหล่านี้ช่วยให้สามารถทำงานในตำแหน่งเชิงพื้นที่ใดก็ได้ ยกเว้นแนวตั้ง จากบนลงล่าง วัสดุสิ้นเปลืองประเภทนี้ถูกใช้โดยเครื่องเชื่อมที่ทำงานด้วยไฟฟ้ากระแสตรงและไฟฟ้ากระแสสลับที่มีขั้วตรง
OZS-12 ใช้เมื่อดำเนินการเชื่อม โครงสร้างโลหะประกอบด้วยแผ่นและโลหะโปรไฟล์ OZS-12 ใช้ในการผลิต โครงสร้างอาคาร, รถถัง, ตัวเรือและกลไกของเรือ, ท่อและโครงสร้างโลหะของเครนต่างๆ ข้อดีของแบรนด์วัสดุสิ้นเปลือง OZS-12 คือ:
วัสดุสิ้นเปลืองมีการเคลือบรูไทล์ ก่อนใช้งานแนะนำให้เผาอิเล็กโทรด OZS-12 ที่อุณหภูมิ 200 องศาเซลเซียส เป็นเวลา 30 นาที
อิเล็กโทรดการเชื่อมที่เลือกอย่างถูกต้องคือความสำเร็จ 90% แม้ว่าคุณจะมีเครื่องเชื่อมอินเวอร์เตอร์ราคาไม่แพง แต่คุณก็สามารถได้ตะเข็บคุณภาพเยี่ยม บทความนี้อิงจากคำตอบสำหรับคำถามที่พบบ่อยของคุณ
อิเล็กโทรดการเชื่อมสำหรับการเชื่อมอาร์กแบบแมนนวลและการปรับพื้นผิวแบ่งออกเป็นอิเล็กโทรดทังสเตนแบบสิ้นเปลืองและแบบไม่สิ้นเปลือง (ทังสเตน)
1. การบริโภคอิเล็กโทรด- เป็นเหล็กลวดเหล็กที่มีการเคลือบผิวด้านนอกแบบพิเศษ (เคลือบ) ตามกฎแล้วการเคลือบอิเล็กโทรดทำหน้าที่หลายอย่าง: ให้การเผาไหม้ส่วนโค้งที่เสถียร, การป้องกันตะกรันก๊าซของโลหะหลอมเหลวและการผสมของโลหะเชื่อม ขึ้นอยู่กับวัตถุประสงค์ของอิเล็กโทรด สำหรับอิเล็กโทรดพิเศษ (สำหรับการเชื่อมสแตนเลส อลูมิเนียม เหล็กที่แตกต่างกัน เหล็กหล่อ ทองแดง) แท่งไม่ได้ทำจากเหล็ก แต่เป็นโลหะผสมพิเศษ
2. ไม่ละลาย ( อิเล็กโทรดทังสเตน) - นี้ คุณลักษณะที่ขาดไม่ได้การเชื่อมอาร์กอน (หรือ TIG) อย่างไรก็ตามยังแตกต่างกันในแอปพลิเคชันอีกด้วย
ขนาดของอิเล็กโทรดถูกกำหนดโดยขนาดของแท่งเหล็ก เส้นผ่านศูนย์กลางอิเล็กโทรด: 1.6 มม., 2.0 มม., 2.5 มม., 3.0 มม., 4.0 มม., 5.0 มม. และความยาว 300 - 450 มม. - ขึ้นอยู่กับลักษณะของโลหะผสมของแท่งเหล็ก มีการจัดหาอิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 1.6 มม. ตามคำขอ เนื่องจาก... ไม่พบการใช้บ่อยในประเทศของเรา
ส่วนใหญ่แล้วอิเล็กโทรดเชื่อมจะถูกจำแนกตามวัตถุประสงค์:
มีทั้งหมดสี่ประเภท การเคลือบอิเล็กโทรดอย่างไรก็ตาม เราจะเน้นไปที่สองสิ่งที่พบบ่อยที่สุด
เนื้อเชื่อมมีค่าสูง คุณสมบัติทางกลรวมถึงความเหนียวและความเหนียวสูงที่อุณหภูมิห้องและอุณหภูมิต่ำ มีแนวโน้มที่จะเสื่อมสภาพเล็กน้อยและทนทานต่อการก่อตัวของรอยแตกร้าวจากการตกผลึก ตามกฎแล้วแนะนำให้ใช้อิเล็กโทรดเหล่านี้สำหรับการเชื่อมโครงสร้างที่สำคัญและผลิตภัณฑ์ที่ทำงานที่ อุณหภูมิต่ำภายใต้สภาวะของโหลดแบบแปรผันและแรงกระแทก
ข้อเสียของ “อิเล็กโทรดหลัก” ได้แก่ แนวโน้มที่จะเกิดรูพรุนเมื่อมีน้ำมัน สะเก็ด หรือสนิมบนขอบของชิ้นส่วนที่ถูกเชื่อม เมื่อส่วนโค้งของการเชื่อมขยายออก หรือเมื่อการเคลือบเปียก นอกจากนี้อิเล็กโทรดยังช่วยให้กระบวนการเชื่อมดำเนินการเฉพาะกับกระแสตรงของขั้วย้อนกลับเท่านั้น
อิเล็กโทรดที่ได้รับความนิยมมากที่สุดซึ่งมีการเคลือบแบบพื้นฐานคือ UONI 13/55
อิเล็กโทรดเคลือบรูไทล์ใช้สำหรับโครงสร้างการเชื่อมที่ทำจากเหล็กกล้าคาร์บอนต่ำเป็นหลัก
อิเล็กโทรดมีความโดดเด่นด้วยคุณสมบัติการเชื่อมและเทคโนโลยีสูง:
นอกจากนี้ ยังให้ลักษณะการเชื่อมที่ดีอีกด้วย โลหะเชื่อมมีโอกาสน้อยที่จะเกิดรูพรุนเมื่อความยาวส่วนโค้งผันผวน อิเล็กโทรดประเภทนี้ได้รับความนิยมมากที่สุดคือ MP-3
สำหรับการเชื่อม MMA ARC แบบแมนนวล คุณสามารถซื้อจากเรา:
เครื่องเชื่อมอินเวอร์เตอร์ส่วนใหญ่สำหรับการเชื่อมอาร์กแบบแมนนวลจะสร้างกระแสเชื่อมตรงที่เอาท์พุตโดยการแก้ไขกระแสสลับ ในกรณีนี้ (โดยใช้กระแสตรง) มีสองตัวเลือกในการเชื่อมต่ออิเล็กโทรดและชิ้นส่วน
เมื่อมีขั้วตรง ชิ้นส่วนจะเชื่อมต่อกับขั้ว “+” และอิเล็กโทรดเข้ากับขั้ว “-”
ด้วยการกลับขั้ว ชิ้นส่วนจะเชื่อมต่อกับ "-" และอิเล็กโทรดไปที่ "+"
โปรดทราบ: ขั้วบวกจะสร้างความร้อนมากกว่าขั้วลบเสมอ ดังนั้น เราขอแนะนำให้ใช้ขั้วกลับขั้ว:
มีคุณลักษณะสามประการที่มีความสัมพันธ์กันอย่างใกล้ชิด นี่คือเส้นผ่านศูนย์กลางของอิเล็กโทรด ความหนาของโลหะที่กำลังเชื่อม และกระแสเชื่อม
เส้นผ่านศูนย์กลางของอิเล็กโทรดถูกเลือกขึ้นอยู่กับความหนาของโลหะที่กำลังเชื่อม เมื่อเชื่อมเหล็กที่มีความหนา 0.5 มม. ถึง 1.5 มม. ส่วนใหญ่มักจะไม่ใช้การเชื่อมอาร์กด้วยมือ (MMA) แต่เป็นการเชื่อมอาร์กอน (TIG) หรือการเชื่อมแบบกึ่งอัตโนมัติ (MIG-MAG)
ควรจำไว้ว่าการเพิ่มเส้นผ่านศูนย์กลางของอิเล็กโทรดจะช่วยลดความหนาแน่นของกระแสเชื่อม สิ่งนี้นำไปสู่การเคลื่อนที่ของส่วนเชื่อม การแกว่ง และการเปลี่ยนแปลงความยาว เป็นผลให้ความกว้างของรอยเชื่อมเพิ่มขึ้นและความลึกของการเจาะลดลง
เมื่อเลือกเส้นผ่านศูนย์กลางอิเล็กโทรดที่ต้องการ ควรคำนึงถึงความหนาของโลหะที่จะเชื่อมเสมอ เมื่อทำการเชื่อม โลหะบางอิเล็กโทรดที่มีเส้นผ่านศูนย์กลางขนาดใหญ่และในกรณีของการเชื่อมที่กระแสสูงจะมีความพรุนในโลหะเชื่อม
ลูกค้าของเรามักต้องการซื้ออิเล็กโทรดการเชื่อม ESAB โดยเรียกตัวอักษร "OK" เพียงสองตัว เราขอชี้แจงว่าอิเล็กโทรดการเชื่อมทั้งหมดที่ผลิตโดย ESAB (สวีเดน) เริ่มต้นจาก การกำหนดตัวอักษร"ตกลง" เพื่อเป็นเกียรติแก่ผู้ก่อตั้งบริษัท Oskar Kelberg จากนั้นตัวอักษร "ตกลง" ตามด้วยการกำหนดตัวเลขประกอบด้วยตัวเลขสี่หลัก

เราอยากจะแนะนำให้คุณรู้จักกับแบรนด์อิเล็กโทรดการเชื่อม ESAB ที่ได้รับความนิยมสูงสุด ซึ่งพิสูจน์ตัวเองได้ดีในสาธารณรัฐเบลารุส:
จำเป็นต้องเผาอิเล็กโทรดเพื่อขจัดความชื้นส่วนเกินออกจากการเคลือบอิเล็กโทรด ปริมาณความชื้นสูงในสารเคลือบอาจทำให้เกิดข้อบกพร่องในการเชื่อม เช่น อิเล็กโทรดเกาะติดกับชิ้นส่วน โดยเฉพาะอย่างยิ่งสำหรับอิเล็กโทรดเชื่อมที่มีการเคลือบผิวแบบพื้นฐาน
หากคุณเปิดห่ออิเล็กโทรด คุณต้องใช้มันให้หมดหรือเผาอิเล็กโทรดเมื่อเริ่มทำงานในวันถัดไป ในการทำเช่นนี้คุณต้องมีอุปกรณ์สำหรับการเผาและจัดเก็บอิเล็กโทรด
จะหลีกเลี่ยงสิ่งนี้ได้อย่างไร กระบวนการที่ใช้แรงงานเข้มข้น- เราดึงความสนใจของคุณไปที่อิเล็กโทรดของ ESAB ที่เกี่ยวข้องกับประเทศสวีเดน ซึ่งบรรจุอิเล็กโทรดยี่ห้อพิเศษทั้งหมด (สำหรับการเชื่อมสแตนเลส เหล็กหล่อ อลูมิเนียม ทองแดง) ในบรรจุภัณฑ์สุญญากาศ ESAB VacPac- อิเล็กโทรดจะถูกวางไว้ในสุญญากาศในกล่องพลาสติกด้านในและห่อด้วยฟอยล์สุญญากาศที่ทนทาน อิเล็กโทรดจะถูกบรรจุในบรรจุภัณฑ์เต็ม ครึ่งหรือสี่ส่วน ขึ้นอยู่กับชนิดและขนาด โดยจำนวนอิเล็กโทรดจะถูกกำหนดตามการใช้งานแบบครึ่งกะ จากนั้นบรรจุภัณฑ์จะถูกจัดวางในกล่องด้านนอกมาตรฐาน บรรจุุภัณฑ์ ESAB VacPacให้อายุการเก็บรักษาเกือบไม่จำกัด
ในการเลือกอิเล็กโทรด เราพิจารณาว่าเราจะเชื่อมโลหะใด (โลหะเหล็ก สแตนเลส เหล็กหล่อ อลูมิเนียม หรือทองแดง) เราเลือกลวดเชื่อมตามประเภทของโลหะ หากต้องทำการเชื่อมที่สำคัญ ควรเลือกอิเล็กโทรดนำเข้าคุณภาพสูงจะดีกว่า ตัวอย่างเช่น อิเล็กโทรดการเชื่อมตามข้อกังวลของสวีเดน "ESAB" ได้พิสูจน์ตัวเองแล้วในทุกด้านของอุตสาหกรรม
เมื่อเลือกอิเล็กโทรดสำหรับการเชื่อมเหล็กกล้าคาร์บอน เราใส่ใจกับความสะอาดของพื้นผิวโลหะที่ทำการเชื่อม หากพื้นผิวถูกเคลือบด้วยสนิมและเปียก เราจะใช้อิเล็กโทรดที่มีการเคลือบรูไทล์ (MR-3, OK-46.00, OZS-12)
เมื่อทำการเชื่อม การออกแบบที่รับผิดชอบเลือกอิเล็กโทรดที่มีการเคลือบแบบพื้นฐาน ในขณะเดียวกัน อย่าลืม: อิเล็กโทรดที่มีการเคลือบผิวแบบพื้นฐานจำเป็นต้องมีการเตรียมพื้นผิวอย่างระมัดระวัง
เรากำหนดความหนาของโลหะและเลือกเส้นผ่านศูนย์กลางอิเล็กโทรดและกระแสการเชื่อมที่ถูกต้อง
อิเล็กโทรดที่เลือกอย่างถูกต้องแม้ในขณะที่ทำงานกับเครื่องเชื่อมราคาไม่แพงจะช่วยให้คุณสามารถเชื่อมโลหะในระดับมืออาชีพระดับสูงได้
หากคุณมีคำถามใดๆ ผู้เชี่ยวชาญของบริษัทของเราจะแนะนำคุณทางโทรศัพท์:
+375 29 653 48 55 (เวลคัม) หรือ +375 17 241-36-99, 241-78-99
ลวดเชื่อม, วิธีเลือกอิเล็กโทรด, ประเภทของลวดเชื่อม, การเชื่อมด้วยอิเล็กโทรด, การเชื่อมด้วยอิเล็กโทรด, การเลือกอิเล็กโทรด, วัตถุประสงค์ของอิเล็กโทรด, อิเล็กโทรดสำหรับการเชื่อม, การเลือกอิเล็กโทรด, อิเล็กโทรดสากล, เผาอิเล็กโทรด, เส้นผ่านศูนย์กลางอิเล็กโทรด , ขนาดอิเล็กโทรด, การเชื่อมด้วยอิเล็กโทรด, อิเล็กโทรดพร้อมการเคลือบพื้นฐาน, อิเล็กโทรดเคลือบรูไทล์, การเคลือบรูไทล์, ธรรมชาติของการเติม, บรรจุภัณฑ์อิเล็กโทรด, การเคลือบอิเล็กโทรด
การตรวจสอบอิเล็กโทรดที่ดีที่สุดสำหรับการเชื่อมด้วยตนเองของคาร์บอนและเหล็กกล้าที่ทนต่อการกัดกร่อนได้รวบรวมโดยใช้สิ่งตีพิมพ์ในวารสาร "การเชื่อมและการวินิจฉัย", "กระดานข่าวโลหะวิทยา" และแหล่งข้อมูลเฉพาะอื่น ๆ บทความนี้สรุปบทวิจารณ์ออนไลน์ของช่างเชื่อมมืออาชีพเกี่ยวกับผลิตภัณฑ์ ผู้ผลิตที่แตกต่างกัน.
น่าเสียดายที่อิเล็กโทรดของรัสเซียนั้นด้อยกว่าหลายตัว อะนาล็อกต่างประเทศตามพารามิเตอร์ส่วนใหญ่ อย่างไรก็ตาม “ความก้าวหน้า” ในด้านนี้ได้เกิดขึ้นแล้ว ผลิตภัณฑ์อิเล็กโทรดของรัสเซียซึ่งผลิตในกิจการร่วมค้าที่ยังคงมีอยู่ไม่กี่แห่งนั้นไม่ได้ด้อยกว่าแบรนด์ที่มีชื่อเสียงหลายแห่งอีกต่อไปในแง่ของความเสถียรด้านคุณภาพ โรงงานของผู้อยู่ใต้บังคับบัญชาในประเทศบางแห่งก็เริ่ม "ไล่ตาม" พวกเขาเช่นกัน อย่างไรก็ตาม ในกรณีที่จำเป็นต้องรับประกันคุณภาพของตะเข็บอย่างมั่นใจ ผู้เชี่ยวชาญยังคงนิยมใช้อิเล็กโทรดที่ผลิตจากต่างประเทศซึ่งมีราคาแพงกว่า แต่คุณภาพสูงกว่าด้วย อิเล็กโทรดทุกประเภทเหมาะสำหรับเครื่องเชื่อมอินเวอร์เตอร์สำหรับ เครื่องเชื่อมกระแสไฟ AC ไม่เหมาะกับทุกประเภท
เมื่อเลือกอิเล็กโทรดที่ดีที่สุดสำหรับการตรวจสอบ เราได้รับคำแนะนำจากเกณฑ์ต่อไปนี้:
เพื่อการเปรียบเทียบราคาอย่างยุติธรรม เราได้รวมเฉพาะอิเล็กโทรดที่ใช้บ่อยที่สุดที่มีเส้นผ่านศูนย์กลาง 3 มม. ไว้ในรีวิวเท่านั้น
พารามิเตอร์หลักของอิเล็กโทรดเชื่อมใด ๆ ซึ่งกำหนดคุณสมบัติส่วนใหญ่ตั้งแต่จุดติดไฟที่ง่ายไปจนถึงคุณภาพของตะเข็บคือองค์ประกอบของการเคลือบ ประเภทของการเคลือบที่พบบ่อยที่สุดในปัจจุบันคือ:
การเชื่อมต่อที่แตกต่างกัน ผลิตภัณฑ์โลหะส่วนใหญ่มักทำโดยการเชื่อม เพื่อจุดประสงค์นี้มีการใช้อุปกรณ์พิเศษซึ่งรวมถึงทั้งหม้อแปลงและอินเวอร์เตอร์ แต่แม้แต่สิ่งที่ง่ายที่สุดก็ไม่สามารถทำงานได้หากไม่มีอิเล็กโทรด ท้ายที่สุดเพื่อให้ได้ตะเข็บคุณภาพสูงจำเป็นต้องหลอมแท่งเหล็ก แต่สำหรับแต่ละวัสดุ อิเล็กโทรดสำหรับอินเวอร์เตอร์จะต้องทำจากโลหะผสมเฉพาะ เมื่อนั้นคุณก็สามารถบรรลุผลลัพธ์ที่ดีได้
หน่วยเชื่อมสมัยใหม่แตกต่างจากรุ่นก่อนมาก มีขนาดกะทัดรัด น้ำหนักเบา และใช้งานง่ายและขนส่ง แต่เพื่อให้ตะเข็บที่ทำด้วยการใช้งานมีคุณภาพสูงจำเป็นต้องใช้อิเล็กโทรดที่เลือกอย่างถูกต้อง ความสำเร็จของการเชื่อมขึ้นอยู่กับสิ่งนี้ 90%
องค์ประกอบที่จำเป็นอย่างยิ่งเมื่อทำงานเชื่อมคืออะไร? นี่คือลวดเหล็กเคลือบชิ้นหนึ่ง จำเป็นต้องรักษาส่วนโค้งที่มั่นคงและยังมี:
อย่างไรก็ตาม คุณลักษณะการทำงานขององค์ประกอบขึ้นอยู่กับวัตถุประสงค์
ดูวิดีโอประเภทและวัตถุประสงค์หลักรวมถึงเกณฑ์การคัดเลือก:
หลัก ลักษณะทางเทคนิคลวดเชื่อมสำหรับอินเวอร์เตอร์ ได้แก่ :
ความยาวของผลิตภัณฑ์อาจอยู่ระหว่าง 300 ถึง 450 มม. และขึ้นอยู่กับลักษณะของโลหะผสมของอิเล็กโทรด สำหรับเส้นผ่านศูนย์กลางนั้นมีแท่งทั้งเส้น โดยแท่งที่บางที่สุดวัดได้ 1.6 มม. และหนาที่สุดถึง 5 มม. แต่อิเล็กโทรดเชื่อมที่มีเส้นผ่านศูนย์กลาง 1.6 มม. มักจะผลิตตามสั่งเนื่องจากไม่ได้ใช้กันอย่างแพร่หลายในตลาดภายในประเทศ
สำหรับการจำแนกองค์ประกอบเหล่านี้จะแบ่งออกเป็นสองประเภทหลัก:
อดีตสามารถทำจากลวดเหล็กหรือโลหะผสมพิเศษก็ได้ขึ้นอยู่กับวัสดุที่จะใช้ในการเชื่อม โดยทั่วไป เมื่อใช้เครื่องเชื่อมอินเวอร์เตอร์กับเหล็กหล่อ ทองแดง และเหล็กที่ไม่เหมือนกัน จะใช้อิเล็กโทรดที่ทำจากโลหะผสม
ผลิตภัณฑ์ที่ไม่สิ้นเปลืองหรือทังสเตนใช้ในการเชื่อมอาร์กอน อาจมีประสิทธิภาพที่แตกต่างกันไปขึ้นอยู่กับแอปพลิเคชัน
ตารางประเภทอิเล็กโทรด
นอกจากนี้ อิเล็กโทรดยังแบ่งตามวัตถุประสงค์ออกเป็นประเภทต่างๆ ดังนี้
ประเภทของการเคลือบมีความแตกต่างกัน อิเล็กโทรดในท้องตลาดมีสี่ประเภท ประเภทที่พบบ่อยที่สุด: พื้นฐานและรูไทล์
เนื่องจากวัสดุสิ้นเปลืองนี้จำเป็นสำหรับการเชื่อมทุกประเภท จึงควรซื้อโดยคำนึงถึงลักษณะของอุปกรณ์และลักษณะเฉพาะของงานที่ทำ
ดูวิดีโอประเภทและความแตกต่าง:
ในกรณีนี้ควรคำนึงถึงลักษณะดังต่อไปนี้:
เพื่อให้ได้ตะเข็บที่มีคุณภาพ คุณต้องเลือกวัสดุสิ้นเปลืองที่เหมาะสม ประการแรกคำนึงถึงพารามิเตอร์รวมถึงเส้นผ่านศูนย์กลางด้วย แล้วอิเล็กโทรดไหนดีกว่าสำหรับอินเวอร์เตอร์? สำหรับเกรดเหล็กต่างๆ จะระบุไว้ใน เอกสารกำกับดูแล- แต่ควรคำนึงว่าเส้นผ่านศูนย์กลางระบุสอดคล้องกับขนาดของแท่งภายในและไม่รวมการเคลือบ
 ความหนาของชั้นนี้เป็นรายบุคคลสำหรับผลิตภัณฑ์ประเภทใดประเภทหนึ่งและมีเครื่องหมายกำกับไว้:
ความหนาของชั้นนี้เป็นรายบุคคลสำหรับผลิตภัณฑ์ประเภทใดประเภทหนึ่งและมีเครื่องหมายกำกับไว้:
M - หมายถึงเส้นผ่านศูนย์กลางเล็กและชั้นเคลือบขนาดเล็กถึง 1.2 มม. และ D - มากกว่า 1.8 มม. บริษัททั้งในประเทศและต่างประเทศปฏิบัติตามเครื่องหมายนี้ อย่างไรก็ตามเส้นผ่านศูนย์กลางจะแตกต่างกัน
ดูวิดีโอเกี่ยวกับวิธีเลือกอิเล็กโทรดที่เหมาะสมสำหรับการเชื่อม:
แต่ไม่เพียงแต่มิติเท่านั้นที่มีความสำคัญในการเลือกอิเล็กโทรด องค์ประกอบของส่วนประกอบในนั้นก็มีบทบาทสำคัญเช่นกัน เนื่องจากอิเล็กโทรดประกอบด้วยแท่งและสารเคลือบ จึงคำนึงถึงวัสดุที่ใช้ทำด้วย สำหรับผลิตภัณฑ์ส่วนใหญ่จะใช้ลวดคาร์บอนต่ำเป็นพื้นฐานและองค์ประกอบการเคลือบประกอบด้วยส่วนประกอบต่างๆ:
การใช้อิเล็กโทรดประเภทแรกทำให้สามารถเชื่อมต่อได้แข็งแรงและทนความร้อนโดยมีความเหนียวที่ดี ผลิตภัณฑ์ที่มีไททาเนียมไดออกไซด์จะสร้างส่วนโค้งที่มั่นคงและมีความแข็งแรงของข้อต่อสูง อิเล็กโทรด Rutile ใช้สำหรับเชื่อมโครงสร้างด้วย ความชื้นสูง- นอกจากนี้เมื่อเลือกอิเล็กโทรดต้องคำนึงถึงลักษณะของโลหะที่เชื่อมด้วย
ตัวอย่างเช่น สำหรับเหล็กกล้าคาร์บอน จะใช้แท่ง UONI หรือ MR แบบแรกมีการกระเด็นในระดับต่ำ ส่วนแบบหลังมีลักษณะการแยกตะกรันอย่างรวดเร็ว สามารถใช้ได้ทั้งในอุปกรณ์มืออาชีพและพกพา
เนื่องจากมี จำนวนมากยี่ห้อและประเภทต่าง ๆ ของผลิตภัณฑ์ดังกล่าวเราจะพิจารณาเฉพาะผลิตภัณฑ์ที่มีไว้สำหรับการเชื่อมด้วยมือเท่านั้น ยิ่งไปกว่านั้น เราจะเลือกเฉพาะตัวอย่างที่ใช้เมื่อทำงานกับเหล็กกล้าคาร์บอนและโลหะผสมต่ำเท่านั้น
ชมวิดีโอ ทดสอบอิเล็กโทรดการเชื่อมแบบต่างๆ:
เราจะพิจารณาจากบทวิจารณ์ที่ผู้ใช้ทิ้งไว้ รวมถึงสิ่งพิมพ์จากนิตยสารเฉพาะทาง ตามแหล่งข้อมูลเหล่านี้ อิเล็กโทรดที่ดีที่สุดสำหรับอินเวอร์เตอร์ที่จำหน่ายในประเทศเป็นสินค้าจากโรงงานดังต่อไปนี้
ในบรรดาผู้ผลิตต่างประเทศผลิตภัณฑ์ของ บริษัท ต่อไปนี้เป็นที่ต้องการมากที่สุด:
อิเล็กโทรดสำหรับการเชื่อมอินเวอร์เตอร์เหล่านี้เหนือกว่าผลิตภัณฑ์ในประเทศหลายประการแม้ว่าจะมีราคาค่อนข้างสูงก็ตาม
ดูวิดีโอเกี่ยวกับผลิตภัณฑ์ Monolith:
สำหรับผลิตภัณฑ์ของรัสเซียนั้นมีตัวเลือกส่วนใหญ่ด้อยกว่าแม้ว่าตัวอย่างบางส่วนจะปรากฏขึ้นแล้วซึ่งเพิ่มขึ้นถึงระดับของอิเล็กโทรดนำเข้าที่ด้อยกว่าที่สุด แต่ถึงอย่างนั้น มีเพียงกิจการร่วมค้าที่ผู้ผลิตในยุโรปหรือเอเชียเป็นเจ้าของเท่านั้นที่สามารถบรรลุผลลัพธ์ดังกล่าวได้
ตอนนี้เรามาดูการพิจารณาผลิตภัณฑ์กันดีกว่า ดังนั้นอิเล็กโทรดจากโรงงานเซนต์ปีเตอร์สเบิร์กมีราคาประมาณ 135 รูเบิลต่อ 1 กิโลกรัมและตามที่ช่างเชื่อมระบุว่าเป็นรุ่นที่ดีที่สุดในบรรดารุ่นในประเทศ
ราคาของอิเล็กโทรดสำหรับการเชื่อมอินเวอร์เตอร์จาก บริษัท Tyumen นั้นสูงขึ้นเล็กน้อยแม้ว่าคุณภาพจะไม่แตกต่างจากตัวอย่างก่อนหน้านี้ก็ตาม
ผลิตภัณฑ์ของโรงงาน Kamensk-Shakhtinsky ได้รับการออกแบบมาเพื่อใช้กับอินเวอร์เตอร์ในครัวเรือนเป็นหลักและมีราคาประมาณ 130 รูเบิล ต่อ 1 กก.
 อิเล็กโทรด Penza ถือว่าดีที่สุดทั้งในด้านราคาและคุณภาพ ราคาของพวกเขาไม่เกิน 58 รูเบิล
อิเล็กโทรด Penza ถือว่าดีที่สุดทั้งในด้านราคาและคุณภาพ ราคาของพวกเขาไม่เกิน 58 รูเบิล
แม้ว่าผลิตภัณฑ์ของบริษัทญี่ปุ่นจะมีราคาแพง แต่ก็ช่วยให้คุณได้รับผลลัพธ์ที่ยอดเยี่ยมเมื่อทดสอบความแข็งแกร่ง ผู้เชี่ยวชาญกล่าวว่าอิเล็กโทรดเหล่านี้พิสูจน์ราคาที่สูงเช่นนี้ได้อย่างเต็มที่
กระบวนการเชื่อมไม่สามารถเรียกได้ว่าง่าย ดังนั้นก่อนที่คุณจะเริ่มประกอบโครงสร้างบางอย่างโดยใช้มัน คุณควรฝึกฝนก่อนหากคุณไม่เคยทำมาก่อน
ในการทำเช่นนี้ให้ติดแคลมป์เข้ากับชิ้นส่วนและใส่อิเล็กโทรดเข้าไปในที่ยึด จากนั้นกระแสไฟจะถูกตั้งค่าตามเส้นผ่านศูนย์กลางของแท่งเหล็ก ในขณะเดียวกันคุณควรศึกษาอิเล็กโทรดใหม่ซึ่งจะช่วยให้คุณเข้าใจความหมายของงานได้ดีขึ้น
ชมวิดีโอทักษะการเชื่อมขั้นพื้นฐาน:
การสร้างส่วนโค้งทำได้ดังนี้ อิเล็กโทรดถูกติดตั้งไว้ที่มุมประมาณ 70° กับชิ้นส่วน จากนั้นพวกเขาก็ส่งมันไปอย่างรวดเร็วเหนือชิ้นงานและจะมีประกายไฟและเสียงที่มีลักษณะเฉพาะปรากฏขึ้น
ถัดไปคุณจะต้องสัมผัสชิ้นส่วนเพื่อให้มีช่องว่างสูงสุด 5 มม. ปรากฏขึ้น ในเวลานี้ ส่วนโค้งปรากฏขึ้นและภายใต้อิทธิพลของมัน โลหะจะเริ่มละลาย ต้องรักษาช่องว่างโดยการขยับอิเล็กโทรดในแนวนอนในขณะที่เกิดการไหม้
หากสังเกตเห็นการเกาะติด แสดงว่ากระแสไฟบนอุปกรณ์ถูกตั้งค่าไว้ที่ระดับต่ำและจำเป็นต้องเพิ่มขึ้น







