การเชื่อมคือแนวของโลหะหลอมเหลวที่ขอบของโครงสร้างที่เชื่อมกันสองชิ้น ซึ่งเป็นผลมาจากการกระทำของส่วนโค้งไฟฟ้าบนเหล็ก ประเภทและการกำหนดค่าของตะเข็บจะถูกเลือกสำหรับแต่ละกรณี ขึ้นอยู่กับปัจจัยต่างๆ เช่น กำลังของอุปกรณ์ที่ใช้ ความหนา และ องค์ประกอบทางเคมีโลหะผสมเชื่อม ตะเข็บประเภทนี้เกิดขึ้นระหว่างการเชื่อมด้วย ท่อโพรพิลีนหัวแร้ง
บทความนี้จะกล่าวถึงประเภทของการเชื่อมและเทคโนโลยีสำหรับการใช้งาน เราจะศึกษาตะเข็บแนวตั้ง แนวนอน และเพดาน รวมถึงเรียนรู้วิธีทำความสะอาดและตรวจสอบข้อบกพร่อง
การจำแนกตะเข็บออกเป็นพันธุ์ต่างๆนั้นขึ้นอยู่กับปัจจัยหลายประการซึ่งหลัก ๆ คือประเภทของการเชื่อมต่อ ตามพารามิเตอร์นี้ตะเข็บแบ่งออกเป็น:
ลองพิจารณาแต่ละตัวเลือกที่นำเสนอโดยละเอียด
วิธีการเชื่อมต่อนี้ใช้สำหรับการเชื่อมส่วนปลายของท่อ โครงสี่เหลี่ยม และแผ่นโลหะ วางชิ้นส่วนเชื่อมต่อเพื่อให้มีช่องว่างระหว่างขอบ 1.5-2 มม. (แนะนำให้ยึดชิ้นส่วนด้วยที่หนีบ) เมื่อทำงานกับแผ่นโลหะที่มีความหนาไม่เกิน 4 มม. ให้วางตะเข็บด้านเดียวเท่านั้น ในแผ่นขนาด 4-12 มม. อาจเป็นแบบคู่หรือแบบเดี่ยวก็ได้โดยมีความหนา 12 มม. ขึ้นไป - เพียงสองเท่าเท่านั้น

หากความหนาของผนังชิ้นส่วนอยู่ที่ 4-12 มม. จำเป็นต้องทำความสะอาดกลไกของขอบและการปิดผนึกขอบโดยใช้วิธีใดวิธีหนึ่งต่อไปนี้ ขอแนะนำให้เชื่อมโลหะที่มีความหนาเป็นพิเศษ (ตั้งแต่ 12 มม.) โดยใช้การปอกรูปตัว X ตัวเลือกอื่น ๆ ไม่ได้ประโยชน์ที่นี่เนื่องจากต้องใช้โลหะจำนวนมากเพื่อเติมตะเข็บที่เกิดขึ้นซึ่งจะเพิ่มการใช้อิเล็กโทรด
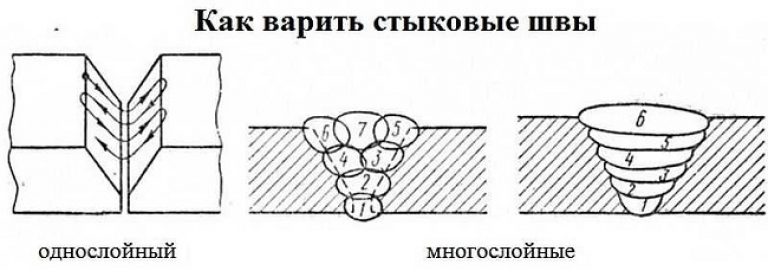
อย่างไรก็ตาม ในบางกรณี ช่างเชื่อมอาจตัดสินใจเชื่อมโลหะหนาเป็นตะเข็บเดียว ซึ่งต้องเติมหลายรอบ ตะเข็บของการกำหนดค่านี้เรียกว่าหลายชั้นเทคโนโลยีสำหรับการเชื่อมตะเข็บหลายชั้นแสดงอยู่ในภาพ
ข้อต่อตักใช้เฉพาะเมื่อเชื่อมแผ่นโลหะที่มีความหนา 4-8 มม. ในขณะที่แผ่นเชื่อมทั้งสองด้านซึ่งช่วยลดโอกาสที่ความชื้นจะเข้าไประหว่างแผ่นและการกัดกร่อนที่ตามมา
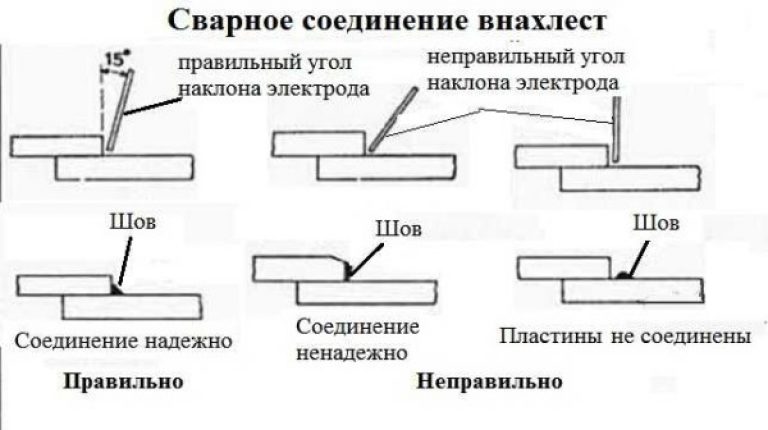
เทคโนโลยีในการทำตะเข็บดังกล่าวมีความต้องการอย่างมากในแง่ของการปฏิบัติตามข้อกำหนด มุมที่ถูกต้องความเอียงของอิเล็กโทรดซึ่งควรเปลี่ยนแปลงในช่วง 15-40 องศา ในกรณีที่เบี่ยงเบนไปจากบรรทัดฐาน โลหะที่เติมตะเข็บจะเคลื่อนออกจากแนวรอยต่อ ซึ่งจะลดความแข็งแรงของการเชื่อมต่อลงอย่างมาก
T-joint ทำเป็นรูปตัวอักษร "T" สามารถทำได้ทั้งสองด้านและด้านเดียว จำนวนตะเข็บและความจำเป็นในการตัดส่วนปลายของชิ้นส่วนขึ้นอยู่กับความหนาของ:
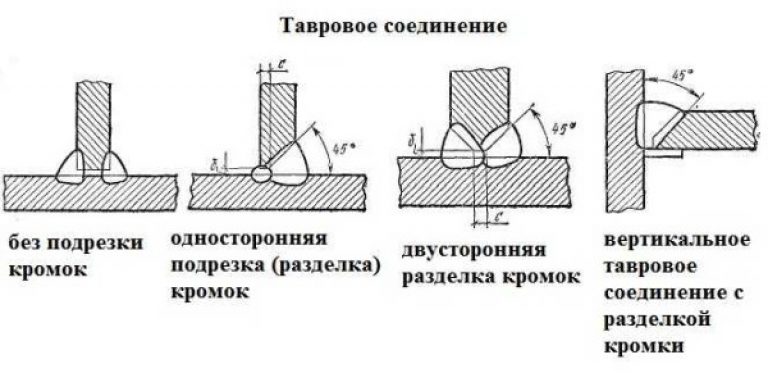
ข้อต่อตัว T ชนิดหนึ่งคือการเชื่อมฟิเล ซึ่งใช้เชื่อมต่อแผ่นโลหะสองแผ่นในแนวตั้งฉากหรือเอียงเข้าหากัน
นอกเหนือจากการจำแนกตามประเภทของการเชื่อมต่อแล้ว ตะเข็บยังแบ่งออกเป็นหลายแบบ ขึ้นอยู่กับตำแหน่งในพื้นที่ตามที่เกิดขึ้น:
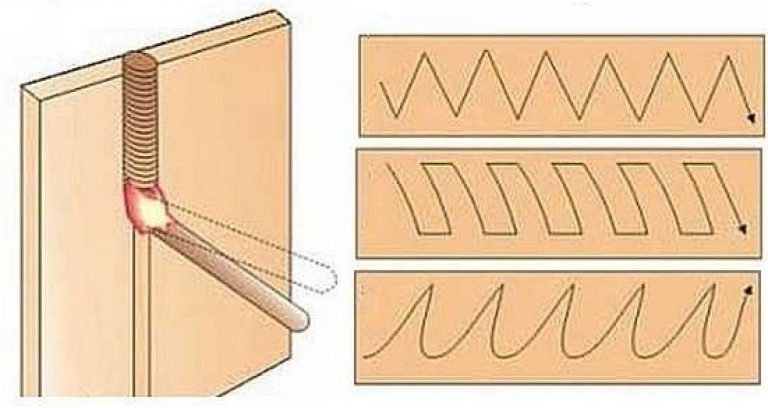
ปัญหาในการทำตะเข็บแนวตั้งคือการเลื่อนของโลหะหลอมเหลวลงซึ่งเกิดจากแรงโน้มถ่วง ที่นี่จำเป็นต้องใช้ส่วนโค้งสั้น - ให้ปลายอิเล็กโทรดอยู่ใกล้กับโลหะมากที่สุด การเชื่อมตะเข็บแนวตั้งจำเป็นต้องมีการดำเนินการ งานเบื้องต้น— การปอกและการตัดซึ่งเลือกตามประเภทของการต่อและความหนาของโลหะ หลังการเตรียม ชิ้นส่วนจะได้รับการแก้ไขในตำแหน่งที่ต้องการและทำการเชื่อมต่อแบบคร่าวๆ ด้วย "ที่หนีบ" ตามขวางเพื่อป้องกันไม่ให้ชิ้นงานเคลื่อนที่

การเชื่อมตะเข็บแนวตั้งสามารถทำได้ทั้งจากบนลงล่างหรือจากล่างขึ้นบน ในแง่ของความง่ายในการใช้งานตัวเลือกหลังจะดีกว่า อิเล็กโทรดต้องตั้งฉากกับชิ้นส่วนที่เชื่อม อนุญาตให้วางอิเล็กโทรดไว้บนขอบของปล่องเชื่อมได้ การเคลื่อนที่ของอิเล็กโทรดจะถูกเลือกตามความหนาของตะเข็บที่ต้องการ โดยข้อต่อที่แข็งแรงที่สุดจะเกิดขึ้นได้เมื่ออิเล็กโทรดถูกเคลื่อนในแนวขวางจากด้านหนึ่งไปอีกด้านหนึ่งและมีการแกว่งของรูปวงแหวน
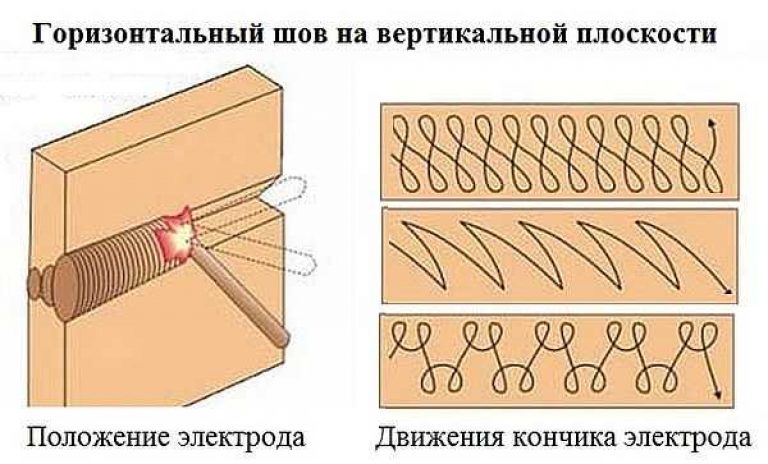
ตะเข็บบนระนาบแนวตั้ง ประเภทแนวนอนแสดงจากซ้ายไปขวาหรือขวาไปซ้าย การเชื่อม ตะเข็บแนวนอนมีความซับซ้อนโดยการอาบน้ำระบายลงซึ่งต้องรักษามุมเอียงของอิเล็กโทรดที่สำคัญ - จาก 80 ถึง 90 0 เพื่อป้องกันการไหลเข้าของโลหะในตำแหน่งดังกล่าว จำเป็นต้องเคลื่อนย้ายอิเล็กโทรดโดยไม่มีการสั่นสะเทือนตามขวาง โดยใช้ลูกกลิ้งแคบ
เลือกความเร็วการเคลื่อนที่ของอิเล็กโทรดเพื่อให้จุดศูนย์กลางของส่วนโค้งผ่านไปตามขอบเขตด้านบนของตะเข็บและรูปร่างด้านล่างของสระหลอมเหลวไม่ถึงปลายด้านบนของลูกกลิ้งก่อนหน้า เอาใจใส่เป็นพิเศษที่นี่จำเป็นต้องใส่ใจกับขอบด้านบนมากที่สุด ขึ้นอยู่กับการศึกษาข้อบกพร่องต่างๆ ก่อนที่จะเริ่มการเชื่อมลูกปัดสุดท้ายจำเป็นต้องทำความสะอาดตะเข็บที่เกิดขึ้นจากตะกรันและคาร์บอน
สิ่งที่ยากที่สุดในการดำเนินการคือตะเข็บเพดาน เนื่องจากในตำแหน่งเชิงพื้นที่นี้ สระหลอมเหลวจะถูกยึดโดยแรงตึงผิวของโลหะแต่เพียงผู้เดียว ตะเข็บจึงต้องทำให้แคบที่สุดเท่าที่จะเป็นไปได้ ความกว้างมาตรฐานลูกกลิ้ง - ไม่เกินสองเท่าของความกว้างของอิเล็กโทรดที่ใช้ในขณะที่ทำงานจำเป็นต้องใช้อิเล็กโทรดที่มีเส้นผ่านศูนย์กลางสูงสุด 4 มม.
เมื่อวางตะเข็บต้องจับอิเล็กโทรดไว้ที่มุม 90 ถึง 130 0 กับระนาบที่เชื่อมต่อ ลูกกลิ้งเกิดจากการเคลื่อนตัวของอิเล็กโทรดจากขอบหนึ่งไปอีกขอบหนึ่ง ในขณะที่อิเล็กโทรดอยู่ในตำแหน่งด้านข้างสุดจะเกิดความล่าช้า ซึ่งจะช่วยหลีกเลี่ยงการบั่นทอน โปรดทราบว่าไม่แนะนำให้ช่างเชื่อมที่ไม่มีประสบการณ์จัดการกับตะเข็บเพดาน
หลังจากการก่อตัวของตะเข็บ ตะกรัน หยดเหล็กหลอมเหลว และตะกรันยังคงอยู่บนพื้นผิวของชิ้นส่วนที่เชื่อมต่อ ในขณะที่ตะเข็บอาจมีรูปร่างนูนและยื่นออกมาเหนือระนาบของโลหะ ข้อบกพร่องเหล่านี้สามารถกำจัดได้ด้วยการทำความสะอาดซึ่งดำเนินการเป็นขั้นตอน
ขั้นแรก คุณต้องขจัดตะกรันและตะกรันโดยใช้ค้อนและสิ่ว จากนั้นใช้เครื่องบดที่มีแผ่นขัดหรือเครื่องบดเพื่อปรับระดับระนาบที่เชื่อมต่อ ขนาดเกรนของล้อขัดจะถูกเลือกตามความเรียบของพื้นผิวที่ต้องการ

ข้อบกพร่องในการเชื่อมซึ่งมักพบโดยผู้เชี่ยวชาญที่ไม่มีประสบการณ์ มักเป็นผลมาจากการเคลื่อนที่ที่ไม่สม่ำเสมอของอิเล็กโทรดหรือความแข็งแรงและกระแสไฟฟ้าที่เลือกไม่ถูกต้อง ข้อบกพร่องบางอย่างมีความสำคัญ บางอย่างสามารถแก้ไขได้ - ไม่ว่าในกรณีใด จำเป็นต้องตรวจสอบรอยต่อเพื่อดูว่ามีอยู่หรือไม่
มาดูกันว่ามีข้อบกพร่องอะไรบ้างและจะตรวจสอบอย่างไร:

ข้อบกพร่องอาจเกิดขึ้นในรูปแบบของรอยแตกร้าวที่เกิดขึ้นระหว่างขั้นตอนการเย็นตัวของโลหะ รอยแตกร้าวมี 2 รูปแบบ - ตรงข้ามหรือตามแนวตะเข็บ ขึ้นอยู่กับเวลาของการก่อตัว รอยแตกร้าวแบ่งออกเป็นแบบร้อนและเย็น โดยแบบหลังจะปรากฏขึ้นหลังจากที่ข้อต่อแข็งตัวเนื่องจากมีภาระมากเกินไปซึ่งตะเข็บบางประเภทไม่สามารถทนได้
รอยแตกร้าวจากความเย็นเป็นข้อบกพร่องร้ายแรงที่อาจนำไปสู่ความล้มเหลวของข้อต่อโดยสมบูรณ์ หากเกิดขึ้นจำเป็นต้องเชื่อมบริเวณที่เสียหายใหม่หากมีมากเกินไปจะต้องตัดตะเข็บออกแล้วทำใหม่
พารามิเตอร์โหมดการเชื่อมทั้งหมดสามารถแบ่งออกเป็นพื้นฐานและเพิ่มเติมได้ พารามิเตอร์หลักคือขนาดและขั้วของกระแส เส้นผ่านศูนย์กลางของอิเล็กโทรด แรงดันอาร์ค และความเร็วในการเชื่อม พารามิเตอร์เพิ่มเติม ได้แก่ องค์ประกอบและความหนาของการเคลือบอิเล็กโทรด ตำแหน่งของอิเล็กโทรด และตำแหน่งของผลิตภัณฑ์
กระแสเชื่อม. การเพิ่มขึ้นของมันทำให้ (ที่ความเร็วการเชื่อมเท่ากัน) เพิ่มความลึกของการเจาะ (การเจาะ) ซึ่งอธิบายได้จากการเปลี่ยนแปลงของอินพุตความร้อน (ความร้อนต่อหน่วยความยาวของการเชื่อม) และส่วนหนึ่งจากการเปลี่ยนแปลงของความดันที่กระทำ โดยแนวโค้งบนพื้นผิวของสระเชื่อม
ชนิดและขั้วของกระแสไฟฟ้ายังส่งผลต่อรูปร่างและขนาดของตะเข็บด้วย เมื่อเชื่อมด้วยกระแสตรงแบบย้อนกลับความลึกของการเจาะจะมากกว่ากระแสไฟฟ้าตรงแบบขั้วตรง 40-50% ซึ่งอธิบายได้จากปริมาณความร้อนที่แตกต่างกันที่ปล่อยออกมาที่ขั้วบวกและแคโทด เมื่อทำการเชื่อม กระแสสลับความลึกของการเจาะน้อยกว่าเมื่อเชื่อมด้วยกระแสตรงของขั้วย้อนกลับ 15-20%
เส้นผ่านศูนย์กลางของอิเล็กโทรดถูกเลือกขึ้นอยู่กับความหนาของโลหะที่กำลังเชื่อมตำแหน่งที่ทำการเชื่อมตลอดจนประเภทของการเชื่อมต่อและรูปร่างของขอบที่เตรียมไว้สำหรับการเชื่อม เมื่อเชื่อมแผ่นเหล็กที่มีความหนาสูงสุด 4 มม. ในตำแหน่งด้านล่าง เส้นผ่านศูนย์กลางของอิเล็กโทรดมักจะเท่ากับความหนาของโลหะที่กำลังเชื่อม เมื่อเชื่อมเหล็กที่มีความหนามากขึ้นจะใช้อิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 4-6 มม. โดยมีเงื่อนไขว่าชิ้นส่วนที่เชื่อมต่อจะเจาะทะลุได้อย่างสมบูรณ์และมีการสร้างตะเข็บอย่างถูกต้อง
ความตึงจะกำหนดความกว้างของตะเข็บเป็นหลัก ความตึงเครียดมีผลน้อยมากต่อความลึกของการเจาะ หากความเร็วในการเชื่อมเพิ่มขึ้นตามแรงดันไฟฟ้าที่เพิ่มขึ้น ความกว้างของการเชื่อมจะลดลง
ความแรงของกระแสไฟฟ้าส่วนใหญ่ขึ้นอยู่กับเส้นผ่านศูนย์กลางของอิเล็กโทรด เช่นเดียวกับความยาวของชิ้นงาน องค์ประกอบของสารเคลือบ และตำแหน่งการเชื่อม ยิ่งกระแสไฟฟ้าสูงเท่าไร ผลผลิตก็จะยิ่งสูงขึ้น กล่าวคือ มีการสะสมของโลหะมากขึ้น
อย่างไรก็ตาม หากกระแสไฟสูงเกินไปสำหรับเส้นผ่านศูนย์กลางที่กำหนดของอิเล็กโทรด อิเล็กโทรดจะร้อนขึ้นอย่างรวดเร็วเกินขีดจำกัดที่อนุญาต ซึ่งจะทำให้คุณภาพของตะเข็บลดลงและการกระเด็นเพิ่มขึ้น
โหมดสำหรับการเชื่อมข้อต่อชนที่ไม่มีขอบเอียง:
บันทึก. ต้องระบุค่ากระแสสูงสุดในแผ่นข้อมูลอิเล็กโทรด
รูปแบบการเชื่อมของข้อต่อชนที่มีขอบเอียง:
ส่วนที่เพิ่มเข้าไป. ค่าปัจจุบันระบุไว้ตามแผ่นข้อมูลอิเล็กโทรด
ตะเข็บแนวนอน แนวตั้ง และเพดาน
การทำตะเข็บเหล่านี้จะต้องใช้ทักษะบางอย่าง มีความเป็นไปได้สูงมากที่โลหะหลอมเหลวจะรั่วไหลออกมาและมีหยดตกลงมา เพื่อป้องกันไม่ให้สิ่งนี้เกิดขึ้น การเชื่อมจะต้องทำโดยใช้ส่วนโค้งที่สั้นมาก นอกจากนี้ การสั่นสะเทือนตามขวางของอิเล็กโทรดก็จำเป็นเช่นกัน
อะไรสามารถยึดชั้นของโลหะหลอมเหลวไว้ในสระเชื่อมได้? แรงตึงผิวเท่านั้น ขอให้เราใช้คำว่า "ฟิล์มแรงตึงผิว" ด้วย และยิ่งมวลบางลง มีโอกาสมากขึ้นที่มวลจะถูกยึดโดยแรง (ฟิล์ม) ของแรงตึงผิว ซึ่งสามารถทำได้โดยเทคนิคต่อไปนี้: ปลายอิเล็กโทรดจะต้องขยับออกจากอ่างเป็นระยะๆ เพื่อให้โลหะหลอมเหลวตกผลึกบางส่วน ถัดไปจะใช้กระแสไฟฟ้าลดลง (10 หรือ 20%) และอิเล็กโทรดที่มีเส้นผ่านศูนย์กลางเล็กกว่า ทั้งหมดนี้จะส่งผลให้ความกว้างของเม็ดเชื่อมลดลง สำหรับตะเข็บเพดาน อิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 4 มม. จะเหมาะสมที่สุด สำหรับตะเข็บแนวนอน (รวมถึงแนวตั้ง) จะใช้อิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 5 มม.
ตะเข็บเพดาน. อันที่ยากที่สุด การเชื่อมจะดำเนินการเป็นระยะ ลัดวงจรปลายอิเล็กโทรดลงบนสระเชื่อม ในระหว่างนั้นโลหะของสระเชื่อมจะตกผลึกบางส่วน ซึ่งจะช่วยลดปริมาตรของสระเชื่อม ในเวลาเดียวกัน โลหะอิเล็กโทรดหลอมเหลวจะถูกนำเข้าไปในสระเชื่อม เมื่อส่วนโค้งยาวขึ้น จะเกิดรอยตัดด้านล่าง เมื่อเชื่อมตะเข็บเหล่านี้ เงื่อนไขที่ไม่เอื้ออำนวยเพื่อปล่อยตะกรันและก๊าซออกจากโลหะหลอมเหลวของสระเชื่อม
ตะเข็บแนวตั้งสามารถทำได้สองวิธี - ลงเนินและขึ้นเนิน การเชื่อมขึ้นเนินจะดีกว่า ในกรณีนี้ โลหะที่อยู่ด้านล่างซึ่งตกผลึกแล้วบางส่วนจะยึดโลหะหลอมเหลวที่อยู่ด้านบน (ที่อิเล็กโทรด) ด้วยวิธีนี้จะสะดวกในการเชื่อมรากของตะเข็บและขอบ สิ่งนี้อธิบายได้จากข้อเท็จจริงที่ว่าโลหะหลอมเหลวจากอิเล็กโทรดจะไหลลงสู่สระเชื่อม ข้อเสียเปรียบประการเดียวของวิธีนี้คือพื้นผิวของตะเข็บจะถูกปกคลุมไปด้วยเกล็ดหยาบ
การเชื่อมแบบลงเนินนั้นง่ายกว่า แต่จะยากกว่าในการได้รับการเจาะคุณภาพสูงที่ข้อต่อของชิ้นส่วน ความจริงก็คือโลหะหลอมเหลวและตะกรันจะไหลใต้ส่วนโค้งและสามารถยึดได้ด้วยแรงตึงผิวและแรงของส่วนโค้งที่ใช้งานอยู่เท่านั้น แต่แรงทั้งสองนี้อาจไม่เพียงพอและโลหะหลอมเหลวก็จะไหลออกมา
ตะเข็บแนวนอนทำได้ยากกว่าตะเข็บแนวตั้ง เหตุผลก็คือการไหลของโลหะหลอมเหลวจากสระเชื่อมไปยังขอบด้านล่าง ผลที่ตามมาคืออาจมีรอยตัดด้านล่างตามขอบด้านบน เมื่อเชื่อมโลหะที่มีความหนาเพิ่มขึ้น โดยปกติแล้วจะมีขอบด้านบนเพียงด้านเดียวเท่านั้นที่จะถูกเอียง ขอบด้านล่างจะช่วยยึดโลหะหลอมเหลวไว้ในสระเชื่อม การเชื่อมรอยเชื่อมแนวนอนในข้อต่อที่ทับซ้อนกันไม่ทำให้เกิดปัญหาและเทคนิคก็ไม่แตกต่างจากการเชื่อมในตำแหน่งด้านล่าง
การเชื่อมอาร์คของตะเข็บแนวตั้งเป็นวิธีการหนึ่งในการทำงาน พื้นผิวโลหะ- คุณจำเป็นต้องเชื่อมตาข่ายโลหะหรือเชื่อมบานพับสำหรับประตูสวนหรือไม่? งานเชื่อม – ทางออกที่ดีที่สุดปัญหาดังกล่าว มันถูกใช้ไม่เพียงแต่เพื่อวัตถุประสงค์เหล่านี้เท่านั้น ด้วยความช่วยเหลือนี้ คุณสามารถซ่อมแซม เช่น โลหะที่แตกหักได้ ประตูโรงรถเชื่อมเศษรั้วเหล็ก
การเชื่อมอาร์กของตะเข็บแนวตั้งนั้นดำเนินการโดยใช้เทคโนโลยีพิเศษของตัวเองซึ่งใครก็ตามที่หยิบเครื่องเชื่อมเป็นครั้งแรกควรรู้ นอกจากพื้นฐานที่สำคัญที่สุดซึ่งมีการอธิบายไว้ในต่างๆ คู่มือระเบียบวิธีสำหรับผู้เริ่มต้นและมืออาชีพ เราจะพยายามพิจารณาบางประเด็น เป็นไปไม่ได้เลยที่จะเริ่มงานโดยไม่มีพวกเขา
การเชื่อมอาร์คเป็นวิธีการเชื่อมชิ้นส่วนโลหะตั้งแต่สองชิ้นขึ้นไปที่ใช้อาร์คไฟฟ้าเพื่อให้ความร้อนแก่วัสดุ ภายใต้อิทธิพลของมัน ขอบของชิ้นส่วนที่ถูกเชื่อมจะหลอมรวมกับอิเล็กโทรด ทำให้เกิด "อ่าง" ของโลหะเหลว โลหะจะเย็นตัวลงและเกิดรอยเชื่อมขึ้น
หลักการทำงานนั้นง่ายมาก หม้อแปลงไฟฟ้าเชื่อมต่อกับอิเล็กโทรดและชิ้นส่วนโลหะ ด้วยความช่วยเหลือของกระแสไฟฟ้าที่เกิดจากหม้อแปลงไฟฟ้าทำให้เกิดความร้อนขึ้น อุณหภูมิสูงที่อุณหภูมิ 7000 องศาเซลเซียส ที่อุณหภูมิหลอมละลายนี้ อิเล็กโทรดจะผสมกับโลหะของผลิตภัณฑ์ และตะกรันทั้งหมดจะออกมากลายเป็นฟิล์มป้องกัน
การเชื่อมอาร์กของตะเข็บแนวตั้งขึ้นอยู่กับพารามิเตอร์หลายอย่างซึ่งแนะนำให้ตรวจสอบและควบคุมหากเป็นไปได้ โดยทั่วไปจะเลือกค่าที่ต้องการของพารามิเตอร์ต่อไปนี้:
ความแข็งแกร่ง กระแสไฟฟ้าใช้สำหรับการเชื่อมถือเป็นลักษณะสำคัญประการหนึ่ง มีการอธิบายไว้ในคำแนะนำที่มาพร้อมกับเครื่องเชื่อม
หากไม่มีคำอธิบายดังกล่าวด้วยเหตุผลบางประการ เราจะพิจารณาความแรงของกระแสขึ้นอยู่กับเส้นผ่านศูนย์กลางของอิเล็กโทรด ยิ่งหนา เครื่องยิ่งมีพลัง กระแสเชื่อมก็ยิ่งมากขึ้น อาจกลายเป็นว่าส่วนโค้งไฟฟ้าจะ "ลอย" สั่น และเปลี่ยนความยาวของมัน
ดังนั้นคุณภาพของตะเข็บในสถานการณ์เช่นนี้จะลดลงความกว้างจะเพิ่มขึ้นและความลึกของความล้มเหลวจะลดลงอย่างมาก
หลังจากกำหนดความแรงของกระแสไฟฟ้าได้อย่างถูกต้องแล้ว เราจะคำนวณความยาวส่วนโค้ง กล่าวอีกนัยหนึ่ง นี่คือระยะห่างจากอิเล็กโทรดถึงพื้นผิว ผลิตภัณฑ์โลหะ- เมื่อทำงานต้องรักษาระยะห่างนี้ให้คงที่ คุณภาพของงานโดยรวมจะขึ้นอยู่กับสิ่งนี้
ความยาวส่วนโค้งที่เหมาะสมที่สุดถือเป็นระยะห่างระหว่างค่าต่ำสุดและ ค่าสูงสุดส่วนโค้งสั้น
เกินเส้นผ่านศูนย์กลางของอิเล็กโทรดหนึ่งหรือสองมิลลิเมตร การเชื่อมอาร์กของตะเข็บแนวตั้งใช้ส่วนโค้งที่สั้นมาก เส้นผ่านศูนย์กลางไม่ควรเกินเส้นผ่านศูนย์กลางของอิเล็กโทรด
หม้อแปลงส่วนใหญ่ ดี.ซี.ได้มาจาก "การแก้ไข" ตัวแปร เมื่อทำงาน ให้ใช้ขั้วตรงและขั้วกลับ ในกรณีแรก ผลิตภัณฑ์จะติดอยู่ที่ "บวก" และอิเล็กโทรดเชื่อมอยู่ที่ "ลบ" เมื่อกลับด้าน แคลมป์จะถูกเปลี่ยน
การกลับขั้วมักใช้ในการเชื่อม แผ่นโลหะเพื่อไม่ให้ถูกเผาไหม้ เหล็กกล้าโลหะผสมสูงถูกเชื่อมด้วยขั้วเดียวกันเพื่อหลีกเลี่ยงไม่ให้ความร้อนสูงเกินไป
เมื่อเชื่อมตะเข็บในแนวตั้ง หยดอิเล็กโทรดและโลหะหลอมเหลวจะหยดลงมา เพื่อหลีกเลี่ยงกระบวนการตามธรรมชาติ (จากมุมมองของฟิสิกส์) อาร์คไฟฟ้าควรจะสั้นลง ด้วยวิธีนี้ ต้องขอบคุณแรงตึงผิว หยดโลหะเหลวจึงเคลื่อนจากอิเล็กโทรดไปยังช่องของปล่องภูเขาไฟได้ง่ายขึ้น
เราเลือกกระแสต่ำสุดหรือเฉลี่ย ช่วยให้คุณปรุงอาหารได้โดยไม่มีรอยเปื้อนหรือคราบโลหะบนผลิตภัณฑ์
เราปรุงตะเข็บแนวตั้งจากด้านล่างแล้วค่อย ๆ ขึ้นไป (ตามระดับความพร้อมของตะเข็บ) ในกรณีนี้โลหะหลอมเหลวทั้งหมดจะเติมช่องว่างทั้งหมดที่อยู่ด้านล่าง
ตำแหน่งของอิเล็กโทรดอาจแตกต่างกันได้ โดยพื้นฐานแล้ว มุมเอียงคือ 90 องศา โดยส่วนโค้งไฟฟ้าจะส่งผลต่อพื้นผิวที่กำลังเชื่อมอย่างมีประสิทธิภาพมากที่สุด เมื่อทำการเชื่อมที่มุมสี่สิบห้าหรือหกสิบองศาจะสังเกตเห็นการหลอมของวัสดุที่ไม่สม่ำเสมอและการควบคุมกระบวนการเชื่อมจะลดลง
การเชื่อมอาร์กของตะเข็บแนวตั้งในเทคโนโลยีนั้นแตกต่างกันไปตามลักษณะเฉพาะของงาน มีวิธีกลั่นเบียร์อยู่ 2 วิธีคือ "ส่วนโค้งไปข้างหน้า" และ "บันได"
วิธีการขึ้นลงบันไดมีลักษณะเป็นซิกแซก โดยค่อยๆ สูงขึ้นราวกับขึ้นบันไดจากล่างขึ้นบน ความยากในการดำเนินการนี้คือความล่าช้าที่จุดเปลี่ยน (การปีนบันได) จะดำเนินการไม่ช้ากว่าโลหะในปล่องเชื่อมจะแข็งตัว จากนั้นเปลี่ยนไปสู่ขั้นที่สูงขึ้นอย่างราบรื่น ฯลฯ หากคุณไม่ใช้เวลาและจากไปโดยไม่รอ คุณจะจบลงด้วยความนูน ในกรณีที่ได้รับแสงมากเกินไป - การไหลเข้าและเกล็ด
ช่างเชื่อมบางคนใช้วิธีอาร์คแบ็ค ในกรณีนี้ มันไม่ได้พิสูจน์ตัวเองด้วยเหตุผลง่ายๆ ที่ว่าผลลัพธ์ที่ได้มีความนูนมากเกินไป ตะเข็บเชื่อม. ที่สุดโลหะเหลวไหลเข้าสู่ใจกลางปล่องภูเขาไฟและแข็งตัว
นอกเหนือจากวิธีการที่ระบุไว้แล้ว การเชื่อมอาร์คมืออาชีพและช่างเชื่อมที่มีประสบการณ์ใช้ตัวเลือกอื่นเมื่อทำงานกับตะเข็บแนวตั้ง เพื่อให้แน่ใจว่าผลลัพธ์มีคุณภาพสูง อย่ารีบเร่ง แต่พยายามปฏิบัติตามกฎที่จำเป็นทั้งหมด ขอให้โชคดีกับการทำงานของคุณ!
เมื่อเชื่อมตะเข็บในตำแหน่งแนวนอนและเพดาน จำเป็นต้องมีคุณสมบัติสูงสุดของช่างเชื่อม นี่เป็นเพราะความจริงที่ว่าเมื่อทำงานในระนาบดังกล่าวกระบวนการที่ไม่พึงประสงค์ต่าง ๆ เกิดขึ้นได้เช่นอิทธิพลของแรงโน้มถ่วงซึ่งโลหะหลอมเหลวไหลออกจากพื้นที่ทำงานและการตกของหยดในเวลาต่อมาผ่านสระเชื่อม เพื่อป้องกันกระบวนการเหล่านี้ การเชื่อมจะต้องดำเนินการตามส่วนโค้งที่สั้นที่สุด โดยมีการสั่นสะเทือนตามขวางสม่ำเสมอ
การเชื่อมในระนาบที่แตกต่างจากด้านล่าง, มี จำนวนมากความแตกต่าง ดังนั้นจึงจำเป็นที่จะป้องกันไม่ให้โลหะร้อนไหลออกจากอ่างโดยใช้แรงตึงผิว ในการทำเช่นนี้คุณต้องดำเนินการอย่างเร่งด่วน ขนาดที่เล็กกว่าห้องน้ำและควรทำดังนี้: เลื่อนปลายอิเล็กโทรดไปด้านข้างเป็นระยะเพื่อให้เวลาในการตกผลึกบางส่วนของโลหะหลอมเหลว นอกจากนี้ คุณยังสามารถลดความกว้างของลูกกลิ้งให้เหลือเส้นผ่านศูนย์กลางอิเล็กโทรดประมาณ 2-3 เส้นผ่านศูนย์กลางได้ นอกจากนี้ ความแรงของกระแสไฟฟ้าลดลงประมาณ 10-20% โดยใช้อิเล็กโทรดขนาดเล็ก (เส้นผ่านศูนย์กลางภายใน 4-5 มม.)
การทำ ตะเข็บสำหรับการเชื่อมแนวตั้งสามารถทำได้สองวิธี– ขึ้นหรือลง ด้วยการใช้เทคนิคการยกแนวเชื่อม โลหะที่อยู่ในตำแหน่งด้านล่างจะยึดโลหะหลอมเหลวไว้ในสระเชื่อม ข้อดีของวิธีนี้คือความง่ายในการเชื่อมรากของตะเข็บและขอบเนื่องจากโลหะที่ไหลลงสู่สระเชื่อมช่วยปรับปรุงเงื่อนไขการถ่ายเทความร้อน แต่ตะเข็บด้านนอกกลับมีลักษณะหยาบและเป็นสะเก็ด การเจาะในแนวนอนเป็นอีกเรื่องหนึ่ง - ในกรณีนี้ มันยากมากที่จะได้ตะเข็บที่สมบูรณ์แบบ เนื่องจากตะกรันและโลหะร้อนไหลไปใต้ส่วนโค้งโดยตรง และไม่ไหลต่อไปเพียงเพราะแรงกดของส่วนโค้งกระทำกับมัน

เชื่อมตะเข็บแนวนอนจำเป็นต้องมีการฝึกอบรมช่างเชื่อมที่สูงขึ้น เนื่องจากในสถานการณ์เช่นนี้ เป็นการยากที่จะทำงานกับโลหะร้อนที่กระจายไปตามขอบด้านล่าง หากช่างเชื่อมมีคุณสมบัติไม่ครบถ้วน อาจเกิดการตัดช่องที่ขอบด้านบนออกได้ การเชื่อมโลหะ ความหนามากให้ทำมุมเอียงสำหรับขอบด้านหนึ่ง (ส่วนใหญ่มักจะอยู่ด้านบน) ในขณะที่ขอบที่สอง (ล่าง) จะช่วยบรรจุโลหะเหลวไว้ในอ่างอาบน้ำ แต่กระบวนการทำงานเองก็ไม่ได้ทำให้เกิดปัญหาใด ๆ และเทคนิคก็ไม่ต่างจากการเชื่อมด้านล่าง
การเชื่อมเพดานหรือตำแหน่งของมันนั้นยากยิ่งกว่าและโดยส่วนใหญ่แล้วควรหลีกเลี่ยงโดยสิ้นเชิงจะดีกว่า โดยทั่วไปการเชื่อมในระนาบอาจแตกต่างกันไม่เพียงแต่ในวิธีการและหลักการทำงานเท่านั้น แต่ยังรวมถึงความซับซ้อนของงานและคุณสมบัติที่จำเป็นของผู้ที่จะทำงานนี้ด้วย การเชื่อมเพดานทำได้โดยใช้การลัดวงจรเป็นระยะระหว่างปลาย อิเล็กโทรดเชื่อมและสระเชื่อม ในเวลาเดียวกัน โลหะที่เข้าสู่สระจะค่อนข้างตกผลึก ซึ่งจะช่วยลดปริมาตรของสระเชื่อม ด้วยการเพิ่มส่วนโค้งในการเชื่อมเพดาน คุณสามารถยืดส่วนโค้งอันเดอร์คัทให้ยาวขึ้นได้ ในสถานการณ์เช่นนี้การเชื่อมตะเข็บดังกล่าวจะลดลงอย่างมากเนื่องจากขาดการแยกตะกรันการเชื่อมและก๊าซต่างๆ
นอกจากนี้ยังมีเทคนิคการเชื่อมต่อไม้ก๊อกและแบบ slotted ที่เรียกว่า แทบไม่ต่างจากการเชื่อมที่กล่าวมาข้างต้น แต่ในกรณีนี้ คุณต้องใช้อิเล็กโทรดประเภทต่างๆ และใช้งาน ขึ้นอยู่กับความยาวของตะเข็บ เทคนิคที่แตกต่างกันการต้มเบียร์ ตัวอย่างเช่น เชื่อมตะเข็บสูงถึง 50 ซม. ต่อการผ่าน และตะเข็บสูงถึง 100 ซม. เชื่อมจากตรงกลางถึงปลายแต่ละด้าน นอกจากนี้ในพื้นที่ขนาดใหญ่ส่วนต่าง ๆ จะถูกแบ่งออกเป็นส่วนเล็ก ๆ (แต่ละส่วนประมาณ 20 ซม.) และการเชื่อมจะดำเนินการในบล็อกหรือแบบลดหลั่น ดังนั้นสิ่งนี้จึงช่วยให้คุณมีอิทธิพลต่อโครงสร้างของโลหะตามที่ช่างเชื่อมต้องการนั่นคืองานเชื่อมจะเสร็จสมบูรณ์โดยไม่มีปัญหาใด ๆ
ชื่อบทความเปิดเผยเนื้อหา บทความสุดท้ายยังอธิบายถึงข้อบกพร่องที่เกิดขึ้นระหว่างกระบวนการเชื่อมไฟฟ้าและวิธีการกำจัด
ก่อนที่คุณจะเริ่มศึกษาเทคโนโลยีในการทำตะเข็บเชื่อมแนวตั้ง เราขอแนะนำให้คุณทำความคุ้นเคยกับบทความข้างต้น (ประเด็นที่กล่าวถึงในบทความเหล่านี้จะไม่มีการทำซ้ำที่นี่) หากคุณมีคำถามเพิ่มเติม (เช่น เกี่ยวข้องกับ เครื่องเชื่อม, หน้ากาก, อิเล็กโทรด ฯลฯ ) เราขอแนะนำให้ใช้บริการ "ค้นหาไซต์" คุณสามารถถามคำถามได้ในส่วน "ความคิดเห็น" และผู้ดูแลเว็บไซต์จะให้คำตอบโดยเร็วที่สุด
ก่อนเชื่อมชิ้นส่วนจำเป็นต้องเตรียมโลหะก่อน การตัดขอบจะดำเนินการตามความหนาของชิ้นส่วนที่เชื่อมและประเภทของการเชื่อมต่อ ชิ้นส่วนที่เตรียมไว้ได้รับการแก้ไขตามที่ต้องการ (ระบุ) เอกสารการออกแบบ) ตำแหน่งสัมพัทธ์ เมื่อต้องการทำเช่นนี้ พวกเขาจะเชื่อมต่อกับตะเข็บขวางสั้น (“tacks”) โดยเพิ่มขึ้นหลายสิบมิลลิเมตร แทคไม่อนุญาตให้ชิ้นส่วนเคลื่อนที่สัมพันธ์กัน
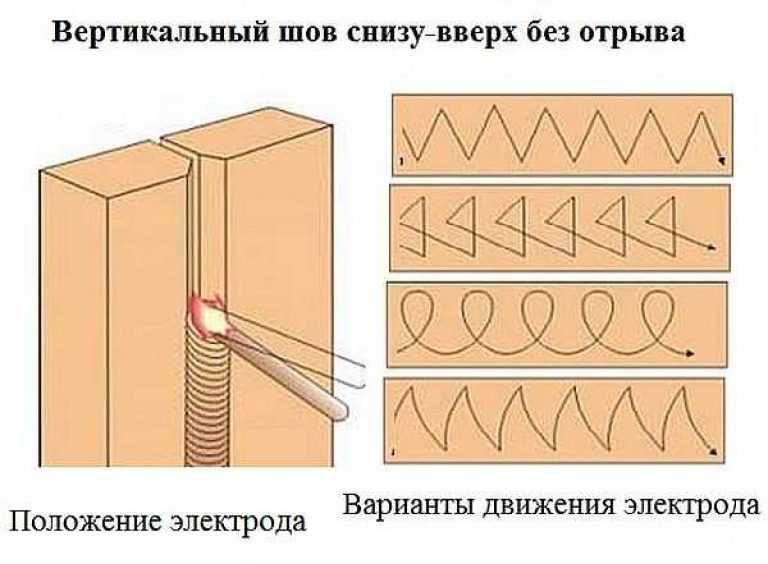
เมื่อเชื่อมชิ้นส่วนด้วยตะเข็บแนวตั้ง โลหะหลอมเหลวจากสระเชื่อมจะเลื่อนลงมาตามน้ำหนักของมันเอง เพื่อหลีกเลี่ยงการฉีกขาดของหยด ให้ใช้ส่วนโค้งที่สั้นที่สุดเท่าที่จะเป็นไปได้ เพื่อให้บรรลุเป้าหมายนี้ จำเป็นต้องนำส่วนปลายของอิเล็กโทรดเข้าใกล้สระเชื่อมมากที่สุด หากใช้อิเล็กโทรดเชื่อมแบบไม่ติด ควรวางอิเล็กโทรดไว้บนชิ้นส่วนใดส่วนหนึ่งที่จะเชื่อม
ตะเข็บแนวตั้งสามารถเชื่อมแบบ "บนลงล่าง" หรือ "ล่างขึ้นบน"
โปรดทราบว่าการปรุงอาหารจะสะดวกกว่า ตะเข็บแนวตั้งการเชื่อมไฟฟ้าด้วยการเคลื่อนที่ของอิเล็กโทรด "จากล่างขึ้นบน" เนื่องจากในกรณีนี้อาร์กไฟฟ้าจะ "ดัน" สระเชื่อมขึ้นด้านบนและป้องกันไม่ให้ตกลงมา ทำให้ได้ตะเข็บคุณภาพสูงได้ง่ายขึ้นมาก แผนภาพสำหรับการเชื่อมดังกล่าวแสดงไว้ในรูปภาพ
วิดีโอต่อไปนี้แสดงวิธีเชื่อมตะเข็บแนวตั้งอย่างถูกต้องโดยใช้การเชื่อมไฟฟ้าโดยให้อิเล็กโทรดเคลื่อนที่ “จากล่างขึ้นบนโดยไม่ต้องยกออก” สาธิตเทคนิคการสร้างลูกกลิ้งสั้น:
ผลที่ได้คือตะเข็บเรียบมาก
วิดีโอต่อไปนี้แสดงวิธีเชื่อมตะเข็บแนวตั้งอย่างถูกต้องโดยใช้การเชื่อมไฟฟ้าโดยให้อิเล็กโทรดเคลื่อน "จากล่างขึ้นบนด้วยลิฟต์" วิธีการทางเทคโนโลยีนี้อาจสะดวกกว่าสำหรับผู้เริ่มต้นเนื่องจากในระหว่างที่ขั้วเชื่อมถูกถอดออกโลหะจะมีเวลาในการเย็นลง เพื่อความง่าย อนุญาตให้วางอิเล็กโทรดไว้บนหิ้งปล่องภูเขาไฟที่เชื่อมได้ วิดีโอนี้ยังให้คำแนะนำทั่วไปที่เป็นประโยชน์สำหรับช่างเชื่อมอีกด้วย ตัวอย่างเช่น ผลกระทบของกระแสที่มีต่อรูปร่างของตะเข็บจะปรากฏขึ้น โดยทั่วไปกระแสการเชื่อมควรอยู่ที่ 5...10 A น้อยกว่าที่แนะนำสำหรับประเภทอิเล็กโทรดและความหนาของโลหะที่เลือก แต่ดังที่แสดงในวิดีโอ สิ่งนี้ไม่เป็นความจริงเสมอไป และถูกกำหนดโดยการทดลองเป็นหลัก
การเชื่อมโดยการเคลื่อนที่ของอิเล็กโทรด "จากบนลงล่าง" จะใช้เมื่อเชื่อมต่อเป็นหลัก แผ่นบางโลหะ เมื่อทำการเชื่อมด้วยวิธีนี้ ความร้อนของส่วนเชื่อมจะมีแนวโน้มสูงขึ้น (โดยไม่ให้ความร้อนแก่สระเชื่อม) ดังนั้น เพื่อให้ได้การเจาะทะลุที่ดี ควรตั้งค่ากระแสไฟให้สูงขึ้นเล็กน้อย (5...10A) กว่าการเชื่อมโดยให้อิเล็กโทรดเคลื่อนที่ "จากล่างขึ้นบน"
เทคนิคการเชื่อมจากบนลงล่างนั้นซับซ้อนกว่าเทคนิคก่อนหน้ามากดังนั้นเราจึงจะกล่าวถึงรายละเอียดเพิ่มเติม เมื่อทำตะเข็บแนวตั้งโดยเคลื่อนอิเล็กโทรดจากบนลงล่าง จะอยู่ในตำแหน่งตั้งฉากกับพื้นผิวที่จะเชื่อม หลังจากจุดไฟส่วนโค้งและก่อตัวเป็นโลหะหลอมเหลวหยดแรก มันจะเอียงลงและยังคงหลอมโลหะฐานต่อไป ด้วยการขยับอิเล็กโทรดอย่างช้าๆ (และคงส่วนโค้งที่สั้นไว้ต่อไป) ปลายของอิเล็กโทรดจะป้องกันไม่ให้โลหะไหลออกจากสระเชื่อม ในเวลาเดียวกันควรย้ายส่วนปลายไปด้านข้างและลงนั่นคือ จำเป็นต้องทำการเคลื่อนไหวแบบสั่นตามขวาง สิ่งนี้จะช่วยให้การแข็งตัวของหยดที่สะสมและการก่อตัวของตะเข็บ ในเวลาเดียวกันไม่ควรปล่อยให้ความร้อนเข้มข้นเป็นเวลานานในที่เดียว
เมื่อดำเนินการ งานเชื่อมข้อบกพร่องในการเชื่อมเป็นไปได้ (โดยเฉพาะสำหรับช่างเชื่อมมือใหม่) ยิ่งไปกว่านั้น บางส่วนก็มีความสำคัญ บางส่วนก็ไม่ได้ เราได้ให้ความสนใจกับหัวข้อนี้บนเว็บไซต์มากพอแล้วและจะไม่ทำซ้ำในตอนนี้
ตอนนี้เราจะเน้นเฉพาะข้อบกพร่องที่เป็นลักษณะของตะเข็บแนวตั้งเท่านั้น ปรากฏขึ้นเมื่อเลือกความแรงและขนาดส่วนโค้งในปัจจุบันไม่ถูกต้อง ตารางแสดงแผนผัง รูปร่างและระบุสาเหตุที่ทำให้เกิดไว้ด้วย
ข้อบกพร่องประเภทอื่น ๆ ที่เกิดขึ้นระหว่างการเชื่อมไฟฟ้าและวิธีการกำจัดสามารถพบได้ในบทความ โดยสรุป เราขอแนะนำให้ดูวิดีโออื่นเกี่ยวกับการเชื่อมในแนวตั้ง เราหวังว่าคุณจะประสบความสำเร็จ!







