Διάλεξη 21
 mm, mm,
mm, mm,  mm,
mm,  mm. Δεν υποδεικνύονται οριακές αποκλίσεις ίσες με μηδέν. Για μέγεθος mm οι μέγιστες διαστάσεις είναι: Χ V=75,021 mm, Χ n=75.002 mm; για μέγεθος mm - Χ V= 175,4 mm, Χ n= 175,0 χλστ. Ανοχές διαστάσεων, προσαρμογές και ανοχές προσαρμογής.
Η ανοχή χαρακτηρίζει την ακρίβεια κατασκευής του εξαρτήματος. Όσο πιο αυστηρή είναι η ανοχή, τόσο πιο δύσκολη είναι η μηχανική κατεργασία του εξαρτήματος. Η ζώνη (πεδίο) που περιορίζεται από τις αποκλίσεις του άνω και του κατώτερου ορίου ονομάζεται ζώνη ανοχής(Εικ. 1). Καθορίζεται από το μέγεθος της ανοχής και τη θέση της σε σχέση με το ονομαστικό μέγεθος. Σε μια γραφική παράσταση, το πεδίο ανοχής περικλείεται μεταξύ των γραμμών που αντιστοιχούν στις άνω και κάτω αποκλίσεις σε σχέση με τη γραμμή μηδέν. Στο Σχ. 2 δείχνει επιλογές για τη θέση του πεδίου ανοχής Τ ρεγια τον άξονα. Ν
mm. Δεν υποδεικνύονται οριακές αποκλίσεις ίσες με μηδέν. Για μέγεθος mm οι μέγιστες διαστάσεις είναι: Χ V=75,021 mm, Χ n=75.002 mm; για μέγεθος mm - Χ V= 175,4 mm, Χ n= 175,0 χλστ. Ανοχές διαστάσεων, προσαρμογές και ανοχές προσαρμογής.
Η ανοχή χαρακτηρίζει την ακρίβεια κατασκευής του εξαρτήματος. Όσο πιο αυστηρή είναι η ανοχή, τόσο πιο δύσκολη είναι η μηχανική κατεργασία του εξαρτήματος. Η ζώνη (πεδίο) που περιορίζεται από τις αποκλίσεις του άνω και του κατώτερου ορίου ονομάζεται ζώνη ανοχής(Εικ. 1). Καθορίζεται από το μέγεθος της ανοχής και τη θέση της σε σχέση με το ονομαστικό μέγεθος. Σε μια γραφική παράσταση, το πεδίο ανοχής περικλείεται μεταξύ των γραμμών που αντιστοιχούν στις άνω και κάτω αποκλίσεις σε σχέση με τη γραμμή μηδέν. Στο Σχ. 2 δείχνει επιλογές για τη θέση του πεδίου ανοχής Τ ρεγια τον άξονα. Ν  αριστερή γραμμή
- αυτή είναι μια γραμμή που αντιστοιχεί στο ονομαστικό μέγεθος, από την οποία απεικονίζονται οι αποκλίσεις διαστάσεων όταν απεικονίζονται γραφικά οι ανοχές και οι προσαρμογές (GOST 25346-82). Όταν η γραμμή μηδέν είναι οριζόντια, ορίζονται θετικές αποκλίσεις από αυτήν και αρνητικές αποκλίσεις. Σε αυτήν την περίπτωση, η απόκλιση του ανώτερου ορίου της οπής (άξονας) στα διαγράμματα ορίζεται ES (es), και η απόκλιση κατώτερου ορίου της οπής (άξονας) είναι EI (ei). Η φύση της σύνδεσης των εξαρτημάτων, που καθορίζεται από το μέγεθος των κενών ή παρεμβολών που προκύπτουν, ονομάζεται προσαρμογή.Η θέση του πεδίου ανοχής της οπής και του άξονα καθορίζει τον τύπο προσαρμογής κατά τη συναρμολόγηση εξαρτημάτων. Υπάρχουν προσγειώσεις με κάθαρση, παρεμβολή και μεταβατικό. Χάσμα μικρό– Βρίσκεται ως θετική (με πρόσημο +) διαφορά μεταξύ των μεγεθών της οπής και του άξονα πριν από τη συναρμολόγηση. Τακτοποίηση εκκαθάρισης– μια εφαρμογή που εξασφαλίζει ένα κενό στη σύνδεση και το πεδίο ανοχής της οπής βρίσκεται πάνω από το πεδίο ανοχής του άξονα (Εικ. 3, ΕΝΑ). Προφόρτωση Ν– βρίσκεται ως αρνητική (με πρόσημο –) διαφορά μεταξύ των μεγεθών της οπής και του άξονα πριν από τη συναρμολόγηση. Ταίριασμα παρεμβολών– προσαρμογή στην οποία εξασφαλίζονται παρεμβολές στη σύνδεση και το πεδίο ανοχής της οπής βρίσκεται κάτω από το πεδίο ανοχής του άξονα (Εικ. 3, σι). Π
αριστερή γραμμή
- αυτή είναι μια γραμμή που αντιστοιχεί στο ονομαστικό μέγεθος, από την οποία απεικονίζονται οι αποκλίσεις διαστάσεων όταν απεικονίζονται γραφικά οι ανοχές και οι προσαρμογές (GOST 25346-82). Όταν η γραμμή μηδέν είναι οριζόντια, ορίζονται θετικές αποκλίσεις από αυτήν και αρνητικές αποκλίσεις. Σε αυτήν την περίπτωση, η απόκλιση του ανώτερου ορίου της οπής (άξονας) στα διαγράμματα ορίζεται ES (es), και η απόκλιση κατώτερου ορίου της οπής (άξονας) είναι EI (ei). Η φύση της σύνδεσης των εξαρτημάτων, που καθορίζεται από το μέγεθος των κενών ή παρεμβολών που προκύπτουν, ονομάζεται προσαρμογή.Η θέση του πεδίου ανοχής της οπής και του άξονα καθορίζει τον τύπο προσαρμογής κατά τη συναρμολόγηση εξαρτημάτων. Υπάρχουν προσγειώσεις με κάθαρση, παρεμβολή και μεταβατικό. Χάσμα μικρό– Βρίσκεται ως θετική (με πρόσημο +) διαφορά μεταξύ των μεγεθών της οπής και του άξονα πριν από τη συναρμολόγηση. Τακτοποίηση εκκαθάρισης– μια εφαρμογή που εξασφαλίζει ένα κενό στη σύνδεση και το πεδίο ανοχής της οπής βρίσκεται πάνω από το πεδίο ανοχής του άξονα (Εικ. 3, ΕΝΑ). Προφόρτωση Ν– βρίσκεται ως αρνητική (με πρόσημο –) διαφορά μεταξύ των μεγεθών της οπής και του άξονα πριν από τη συναρμολόγηση. Ταίριασμα παρεμβολών– προσαρμογή στην οποία εξασφαλίζονται παρεμβολές στη σύνδεση και το πεδίο ανοχής της οπής βρίσκεται κάτω από το πεδίο ανοχής του άξονα (Εικ. 3, σι). Π  μεταβατική προσγείωση
– προσαρμογή στην οποία είναι δυνατό να επιτευχθεί τόσο διάκενο όσο και παρεμβολή. Σε αυτήν την περίπτωση, τα πεδία ανοχής της οπής και του άξονα επικαλύπτονται μερικώς ή πλήρως (Εικ. 3, V). Ανοχή προσαρμογής
– τη διαφορά μεταξύ των μεγαλύτερων και των μικρότερων κενών (προτιμήσεις) ή το άθροισμα των ανοχών της οπής και του άξονα που συνθέτουν τη σύνδεση. Ο άξονας και η οπή που σχηματίζουν την εφαρμογή έχουν το ίδιο ονομαστικό μέγεθος και διαφέρουν μόνο στις μέγιστες αποκλίσεις. Στα σχέδια, η εφαρμογή τοποθετείται μετά το ονομαστικό μέγεθος, δηλώνοντάς το με ένα κλάσμα, στον αριθμητή του οποίου αναγράφονται οι μέγιστες αποκλίσεις για την οπή και στον παρονομαστή για τον άξονα. Προσόντα.
Οι ανοχές και οι προσγειώσεις τυποποιούνται με κρατικά πρότυπα που περιλαμβάνονται σε δύο συστήματα: ESDP - " ένα σύστημαανοχές και προσγειώσεις" και ONV - "Βασικοί κανόνες εναλλαξιμότητας". Οι κατηγορίες (επίπεδα, βαθμοί) ακρίβειας ανοχής στο ESDP ονομάζονται προσόντα .
Ποιότητα (βαθμός ακρίβειας) – επίπεδο διαβάθμισης των τιμών ανοχής συστήματος.
Οι ανοχές σε κάθε βαθμό αυξάνονται με την αύξηση του ονομαστικού μεγέθους, αλλά αντιστοιχούν στο ίδιο επίπεδο ακρίβειας, που καθορίζεται από τον βαθμό και τον αύξοντα αριθμό του. Καθώς ο αριθμός ποιότητας μειώνεται, οι ανοχές μεγέθους μειώνονται και η ακρίβεια αυξάνεται. 0; 1; 2; 3; ...16; 17. Η ακρίβεια μεγέθους μειώνεται από την ποιότητα 01 στην ποιότητα 17. Για τις ανάγκες της ξυλουργικής βιομηχανίας, εισήχθη ο αριθμός ποιότητας 18 GOST 6449.1-82 καθορίζει εννέα επίπεδα ποιότητας για προϊόντα ξύλου από 10 σε 18. Η ανοχή ποιότητας ορίζεται συμβατικά με γράμματα. ΤΟμε τον αριθμό πιστοποιητικού, για παράδειγμα, ΤΟ 6 – εισαγωγή του 6ου προσόντος. Η ανοχή ποιότητας υπολογίζεται χρησιμοποιώντας τον τύπο
μεταβατική προσγείωση
– προσαρμογή στην οποία είναι δυνατό να επιτευχθεί τόσο διάκενο όσο και παρεμβολή. Σε αυτήν την περίπτωση, τα πεδία ανοχής της οπής και του άξονα επικαλύπτονται μερικώς ή πλήρως (Εικ. 3, V). Ανοχή προσαρμογής
– τη διαφορά μεταξύ των μεγαλύτερων και των μικρότερων κενών (προτιμήσεις) ή το άθροισμα των ανοχών της οπής και του άξονα που συνθέτουν τη σύνδεση. Ο άξονας και η οπή που σχηματίζουν την εφαρμογή έχουν το ίδιο ονομαστικό μέγεθος και διαφέρουν μόνο στις μέγιστες αποκλίσεις. Στα σχέδια, η εφαρμογή τοποθετείται μετά το ονομαστικό μέγεθος, δηλώνοντάς το με ένα κλάσμα, στον αριθμητή του οποίου αναγράφονται οι μέγιστες αποκλίσεις για την οπή και στον παρονομαστή για τον άξονα. Προσόντα.
Οι ανοχές και οι προσγειώσεις τυποποιούνται με κρατικά πρότυπα που περιλαμβάνονται σε δύο συστήματα: ESDP - " ένα σύστημαανοχές και προσγειώσεις" και ONV - "Βασικοί κανόνες εναλλαξιμότητας". Οι κατηγορίες (επίπεδα, βαθμοί) ακρίβειας ανοχής στο ESDP ονομάζονται προσόντα .
Ποιότητα (βαθμός ακρίβειας) – επίπεδο διαβάθμισης των τιμών ανοχής συστήματος.
Οι ανοχές σε κάθε βαθμό αυξάνονται με την αύξηση του ονομαστικού μεγέθους, αλλά αντιστοιχούν στο ίδιο επίπεδο ακρίβειας, που καθορίζεται από τον βαθμό και τον αύξοντα αριθμό του. Καθώς ο αριθμός ποιότητας μειώνεται, οι ανοχές μεγέθους μειώνονται και η ακρίβεια αυξάνεται. 0; 1; 2; 3; ...16; 17. Η ακρίβεια μεγέθους μειώνεται από την ποιότητα 01 στην ποιότητα 17. Για τις ανάγκες της ξυλουργικής βιομηχανίας, εισήχθη ο αριθμός ποιότητας 18 GOST 6449.1-82 καθορίζει εννέα επίπεδα ποιότητας για προϊόντα ξύλου από 10 σε 18. Η ανοχή ποιότητας ορίζεται συμβατικά με γράμματα. ΤΟμε τον αριθμό πιστοποιητικού, για παράδειγμα, ΤΟ 6 – εισαγωγή του 6ου προσόντος. Η ανοχή ποιότητας υπολογίζεται χρησιμοποιώντας τον τύπο  ,
,
Οπου ΕΝΑ– τον αριθμό των μονάδων ανοχής που έχουν καθοριστεί για κάθε προσόν· Εγώ– η τιμή της μονάδας ανοχής, ανάλογα με το ονομαστικό μέγεθος, microns Οι αριθμοί των μονάδων ανοχής για τα προσόντα δίνονται παρακάτω:
Για ονομαστικά μεγέθη ρε= (1 – 500) mm τιμή της μονάδας ανοχής
Οπου ρε ντο– γεωμετρικός μέσος όρος των οριακών τιμών του εύρους των ονομαστικών μεγεθών
 ,
,
Οπου ρε ελάχ , ρε Μέγιστη – αντίστοιχα η μικρότερη και η μεγαλύτερη οριακή τιμή του εύρους των ονομαστικών μεγεθών (Πίνακας 1), mm.
Παράδειγμα.Προσδιορίστε την ανοχή ενός άξονα (τρύπας) 18ης τάξης με ονομαστικό μέγεθος 100 mm.
Λύση.Σύμφωνα με το GOST 6449.1-82, διευκρινίζουμε ότι το ονομαστικό μέγεθος 100 βρίσκεται στην περιοχή 80-120 mm. Εύρεση του γεωμετρικού μέσου όρου των οριακών τιμών του εύρους των ονομαστικών μεγεθών  = 97,98 χλστ.
= 97,98 χλστ.
Μονάδα ανοχής
2,1725 μm.
Ανοχή άξονα = 25602,1725/1000 = 5,4 mm.
Τραπέζι 1
Τιμές πεδίων ανοχής για γραμμικές διαστάσεις προϊόντων
κατασκευασμένο από ξύλο σε mm σύμφωνα με το GOST 6449.1-82
| Διάστημα μεγέθη | Ποιότητα |
||||||||
| Αγ. 10 έως 18 | |||||||||
| Αγ. 18 έως 30 | |||||||||
| Αγ. 30 έως 50 | |||||||||
| Αγ. 50 έως 80 | |||||||||
| Αγ. 80 έως 120 | |||||||||
| Αγ. 120 έως 180 | |||||||||
| Αγ. 180 έως 250 | |||||||||
| Αγ. 250 έως 315 | |||||||||
| Αγ. 315 έως 400 | |||||||||
| Αγ. 400 έως 500 | |||||||||
| Αγ. 500 έως 630 | |||||||||
| Αγ. 630 έως 800 | |||||||||
| Αγ. 800 έως 1000 | |||||||||
| Αγ. 1000 έως 1250 | |||||||||
| Αγ. 1250 έως 1600 | |||||||||
| Αγ. 1600 έως 2000 | |||||||||
| Αγ. 2000 έως 2500 | |||||||||
| Αγ. 2500 έως 3150 | |||||||||
| Αγ. 3150 έως 4000 | |||||||||
| Αγ. 4000 έως 5000 | |||||||||
| Αγ. 5000 έως 6300 | |||||||||
| Αγ. 6300 έως 8000 | |||||||||
| Αγ. 8000 έως 10000 | |||||||||
Καθορισμός ανοχών και προσγειώσεων. Η ΕΠΑΑ χρησιμοποιεί την έννοια της κύριας απόκλισης.
Η κύρια απόκλιση είναι η μικρότερη απόσταση από τη γραμμή μηδέν μέχρι το όριο του πεδίου ανοχής.
Το GOST 25346-82 ορίζει 28 κύριες αποκλίσεις για άξονες και οπές. Η κύρια απόκλιση υποδεικνύεται με γράμματα του λατινικού αλφαβήτου: για τον άξονα - πεζά γράμματααπό ΕΝΑπριν zc; για την τρύπα - με κεφαλαία γράμματααπό ΕΝΑπριν ZC. Αποκλίσεις του κύριου άξονα από ΕΝΑπριν σολΚαι η(κύρια απόκλιση ηίσο με μηδέν) προορίζονται να σχηματίσουν πεδία ανοχής σε προσαρμογές διάκενου· από ι (ι μικρό) πριν n– σε μεταβατικές προσγειώσεις και από Rπριν zc- σε στενή εφαρμογή. Τα πεδία ανοχής στο ESDP σχηματίζονται από έναν συνδυασμό της κύριας απόκλισης και της ποιότητας. Για παράδειγμα, 45 μι 8 σημαίνει ότι ένας άξονας με διάμετρο 45 mm πρέπει να κατασκευαστεί σύμφωνα με την 8η τάξη με την κύρια απόκλιση μι. Η έννοια της προσαρμογής ισχύει μόνο κατά τη συναρμολόγηση δύο μερών. Τα εξαρτήματα με διάφορες μεγάλες αποκλίσεις παραλαμβάνονται για συναρμολόγηση. Τις περισσότερες φορές, η εφαρμογή ενδείκνυται σε ένα σύστημα οπών όταν η τρύπα γίνεται με μία κύρια απόκλιση Ν, και τα διάκενα ή οι παρεμβολές παρέχονται από άξονες με διαφορετικά μεγέθη, για παράδειγμα, διάμετρο 45 Ν 7/μι 7. Εδώ ο αριθμητής υποδεικνύει το πεδίο ανοχής της οπής τμήματος και ο παρονομαστής το πεδίο ανοχής του άξονα. Προσγειώσεις με απόσταση. Προσγειώσεις Ν 7/η 6 και Ν 8/ηΤο 7 συνιστάται για χρήση για σταθερές αρθρώσεις που συχνά υπόκεινται σε αποσυναρμολόγηση και ρύθμιση, επιτρέποντας την περιστροφή ή τη διαμήκη κίνηση ενός τμήματος σε σχέση με ένα άλλο. Αυτά τα εξαρτήματα χρησιμοποιούνται για εγκατάσταση στον άξονα εργαλείο κοπής(πριόνια, κόφτες κ.λπ.). Προσγείωση Ν 7/σολΤο 6 χρησιμοποιείται σε ακριβείς κινούμενους αρμούς, όταν είναι απαραίτητο να διασφαλιστεί η στεγανότητα κατά τα κινούμενα μέρη, καθώς και οι ομαλές και ακριβείς κινήσεις. Προσγείωση Ν 7/φάΤο 7 χρησιμοποιείται σε απλά ρουλεμάν με ταχύτητα περιστροφής άξονα όχι μεγαλύτερη από 150 min –1. Προσγείωση Ν 7/μι 8, χρησιμοποιούνται σε ρουλεμάν ολίσθησης με ταχύτητα περιστροφής άξονα μεγαλύτερη από 150 min –1. Μεταβατικές φυτεύσεις. Προσγείωση Ν 7/n 6 χρησιμοποιείται όταν κεντράρετε ένα εξάρτημα σε σταθερή σύνδεση και λειτουργεί υπό συνθήκες κραδασμών και κραδασμών. Η σύνδεση αποσυναρμολογείται σπάνια (όταν μεγάλη ανακαίνιση). Προσγείωση Ν 7/κ 6 χρησιμοποιείται κατά την εγκατάσταση σταθερών γραναζιών σε άξονες, τροχαλίες κ.λπ. Προσγειώσεις υπό πίεση. Προσγείωση Ν 7/RΤο 6 προδιαγράφεται για σταθερές συνδέσεις που μεταδίδουν μικρές δυνάμεις, για σύνδεση αξόνων με δακτύλιους λεπτού τοιχώματος. Προσγείωση Ν 7/μικρό 6 χρησιμοποιείται σε σταθερές συνδέσεις που μεταδίδουν μεσαία φορτία χωρίς πρόσθετη στερέωση. Φυτεύσεις σε προϊόντα ξύλου. Για εξαρτήματα από ξύλο και ξύλινα υλικά, το GOST 6449.1-82 καθορίζει δύο κύριες αποκλίσεις για οπές και έντεκα κύριες αποκλίσεις για άξονες:
για τρύπες – H, Js;
για άξονες – a, b, c, h, js, k, t, y, za, zc, ze.
Ο όρος "τρύπα" χρησιμοποιείται για τον προσδιορισμό εσωτερικών (αρσενικών) κυλινδρικών και επίπεδων παράλληλων επιφανειών και ο όρος "άξονας" χρησιμοποιείται για τον προσδιορισμό εξωτερικών (αρσενικών) κυλινδρικών και επίπεδων παράλληλων επιφανειών Κατά την αντιστοίχιση προσγειώσεων, μπορεί να επιλεγεί ένα από τα δύο συστήματα - ένα σύστημα οπών ή έναν άξονα συστήματος Διαφέρουν μεταξύ τους ως προς το μέγεθος, το οποίο λαμβάνεται ως κύριο εάν το μέγεθος της οπής λαμβάνεται ως κύριο, τότε το σύστημα ανοχών και προσαρμογών ονομάζεται σύστημα οπών. Η κύρια οπή είναι μια τρύπα της οποίας η χαμηλότερη απόκλιση είναι μηδέν.Σε αυτή την περίπτωση, εξασφαλίζονται διάκενα και τάσεις λόγω των πεδίων ανοχής του άξονα. Δεδομένου ότι η επιφάνεια του άξονα είναι ευκολότερο να επεξεργαστεί τεχνολογικά, το σύστημα οπών χρησιμοποιείται πιο συχνά στην πράξη.
Τα βασικά μέρη των μηχανών κοπής μετάλλων χρησιμεύουν για τη δημιουργία της απαιτούμενης χωρικής διάταξης των μονάδων που μεταφέρουν το εργαλείο και το τεμάχιο εργασίας και διασφαλίζουν την ακρίβεια της σχετικής τους θέσης υπό φορτίο.
Το βιβλίο «Ίχνη των Θεών» δεν θα μπορούσε να είχε γραφτεί χωρίς την ανιδιοτελή, εγκάρδια και αμείωτη αγάπη της αγαπημένης Santa Faya, που πάντα δίνει περισσότερα από όσα παίρνει και με τη δημιουργικότητα, την καλοσύνη και τη φαντασία της εμπλουτίζει τις ζωές των γύρω της.
«Ακολουθώντας τον Charles Darwin, ο Sheldrake προτείνει να πραγματοποιηθούν ανεξάρτητα επτά πειράματα που στοχεύουν στη μελέτη ανεξήγητων φυσικών φαινομένων Στο βιβλίο μπορείτε να βρείτε μια θεωρητική βάση για τα προτεινόμενα πειράματα, μια μεθοδολογία
Η σύγχρονη μηχανολογία, συμπεριλαμβανομένων των μεταφορών και των κατασκευών, αναπτύσσεται στην πορεία της μείωσης της κατανάλωσης ενέργειας, καυσίμων, υλικών και πρώτων υλών, καθώς και μείωση του κόστους εργασίας στην κατασκευή προϊόντων μηχανικής.
τμήματα του Salavat Industrial College σε ειδικότητες 150411 «Εγκατάσταση και τεχνική λειτουργίαβιομηχανικός εξοπλισμός", 190604 " Συντήρησηκαι επισκευή μηχανοκίνητων οχημάτων».
Η ιδιότητα ανεξάρτητων κατασκευασμένων εξαρτημάτων (ή συγκροτημάτων) να λαμβάνουν τη θέση τους στο συγκρότημα (ή στο μηχάνημα) χωρίς πρόσθετη επεξεργασία κατά τη συναρμολόγηση και να εκτελούν τις λειτουργίες τους σύμφωνα με τεχνικές απαιτήσειςγια τη λειτουργία αυτής της μονάδας (ή του μηχανήματος)
Η ατελής ή περιορισμένη εναλλαξιμότητα καθορίζεται από την επιλογή ή την πρόσθετη επεξεργασία των εξαρτημάτων κατά τη συναρμολόγηση
Ένα σύνολο προσαρμογών στις οποίες επιτυγχάνονται διαφορετικά διάκενα και παρεμβολές συνδέοντας διαφορετικούς άξονες στην κύρια οπή (μια οπή της οποίας η χαμηλότερη απόκλιση είναι μηδέν)
Ένα σύνολο προσαρμογών στις οποίες επιτυγχάνονται διάφορα διάκενα και παρεμβολές συνδέοντας διάφορες οπές στον κύριο άξονα (άξονας του οποίου η άνω απόκλιση είναι μηδέν)
Προκειμένου να αυξηθεί το επίπεδο εναλλαξιμότητας των προϊόντων και να μειωθεί η γκάμα των τυπικών εργαλείων, έχουν δημιουργηθεί πεδία ανοχής για άξονες και οπές για προτιμώμενες εφαρμογές.
Η φύση της σύνδεσης (προσαρμογή) καθορίζεται από τη διαφορά στα μεγέθη της οπής και του άξονα
Μέγεθος— αριθμητική τιμή μιας γραμμικής ποσότητας (διάμετρος, μήκος κ.λπ.) σε επιλεγμένες μονάδες μέτρησης
Πραγματικό μέγεθος— μέγεθος στοιχείου που προσδιορίζεται με μέτρηση
Περιορίστε τις διαστάσεις- δύο μέγιστα επιτρεπόμενα μεγέθη ενός στοιχείου, μεταξύ των οποίων το πραγματικό μέγεθος πρέπει να είναι (ή μπορεί να είναι ίσο με)
Το μεγαλύτερο (μικρότερο) όριο μεγέθους— το μεγαλύτερο (μικρότερο) επιτρεπόμενο μέγεθος στοιχείου
Ονομαστικό μέγεθος- το μέγεθος σε σχέση με το οποίο προσδιορίζονται οι αποκλίσεις
Απόκλιση- Αλγεβρική διαφορά μεταξύ του μεγέθους (πραγματικό ή μέγιστο μέγεθος) και του αντίστοιχου ονομαστικού μεγέθους
Πραγματική απόκλιση— αλγεβρική διαφορά μεταξύ των πραγματικών και των αντίστοιχων ονομαστικών μεγεθών
Μέγιστη απόκλιση— αλγεβρική διαφορά μεταξύ του ορίου και των αντίστοιχων ονομαστικών μεγεθών. Υπάρχουν αποκλίσεις άνω και κάτω ορίου
Ανώτερη απόκλιση ES, es— αλγεβρική διαφορά μεταξύ του μεγαλύτερου ορίου και των αντίστοιχων ονομαστικών διαστάσεων
ES— άνω απόκλιση της οπής. es— απόκλιση άνω άξονα
Κατώτερη απόκλιση EI, ei— αλγεβρική διαφορά μεταξύ του μικρότερου ορίου και των αντίστοιχων ονομαστικών μεγεθών
EI— χαμηλότερη απόκλιση της οπής. ei— Κάτω κάμψη άξονα
Κύρια απόκλιση- μία από τις δύο μέγιστες αποκλίσεις (άνω ή κάτω), που καθορίζει τη θέση του πεδίου ανοχής σε σχέση με τη γραμμή μηδέν. Σε αυτό το σύστημα ανοχών και προσγειώσεων, η κύρια απόκλιση είναι αυτή που πλησιάζει περισσότερο στη μηδενική γραμμή
Γραμμή μηδέν- μια γραμμή που αντιστοιχεί στο ονομαστικό μέγεθος, από την οποία απεικονίζονται οι αποκλίσεις διαστάσεων όταν απεικονίζονται γραφικά τα πεδία ανοχής και οι προσαρμογές. Εάν η γραμμή μηδέν είναι οριζόντια, τότε ορίζονται θετικές αποκλίσεις από αυτήν και αρνητικές αποκλίσεις.
Ανοχή Τ- τη διαφορά μεταξύ του μεγαλύτερου και του μικρότερου ορίου μεγεθών ή της αλγεβρικής διαφοράς μεταξύ των άνω και κατώτερων αποκλίσεων
Η ανοχή είναι απόλυτη αξία χωρίς πρόσημο
Έγκριση προτύπου πληροφορικής- οποιαδήποτε από τις ανοχές που καθορίζονται από αυτό το σύστημα ανοχών και προσγειώσεων. (Στο εξής, ο όρος «ανοχή» σημαίνει «τυπική ανοχή»)
Πεδίο ανοχής- ένα πεδίο που περιορίζεται από τις μεγαλύτερες και μικρότερες μέγιστες διαστάσεις και καθορίζεται από την τιμή ανοχής και τη θέση του σε σχέση με το ονομαστικό μέγεθος. Σε μια γραφική παράσταση, το πεδίο ανοχής περικλείεται μεταξύ δύο γραμμών που αντιστοιχούν στις άνω και κάτω αποκλίσεις σε σχέση με τη γραμμή μηδέν
Ποιότητα (βαθμός ακρίβειας)- ένα σύνολο ανοχών που θεωρείται ότι αντιστοιχούν στο ίδιο επίπεδο ακρίβειας για όλες τις ονομαστικές διαστάσεις
Μονάδα ανοχής i, I- ένας πολλαπλασιαστής σε τύπους ανοχής, ο οποίος είναι συνάρτηση του ονομαστικού μεγέθους και χρησιμεύει για τον προσδιορισμό της αριθμητικής τιμής της ανοχής
Εγώ— μονάδα ανοχής για ονομαστικά μεγέθη έως 500 mm, Εγώ— μονάδα ανοχής για ονομαστικές διαστάσεις St. 500 χλστ
Αξονας- όρος που χρησιμοποιείται συμβατικά για τον προσδιορισμό των εξωτερικών στοιχείων εξαρτημάτων, συμπεριλαμβανομένων των μη κυλινδρικών στοιχείων
Τρύπα- όρος που χρησιμοποιείται συμβατικά για τον προσδιορισμό των εσωτερικών στοιχείων εξαρτημάτων, συμπεριλαμβανομένων των μη κυλινδρικών στοιχείων
Κύριος άξονας- ένας άξονας του οποίου η άνω απόκλιση είναι μηδέν
Κύρια τρύπα- μια τρύπα της οποίας η χαμηλότερη απόκλιση είναι μηδέν
Μέγιστο (ελάχιστο) όριο υλικού- όρος που σχετίζεται με αυτόν των περιοριστικών διαστάσεων στον οποίο αντιστοιχεί ο μεγαλύτερος (μικρότερος) όγκος υλικού, δηλ. το μεγαλύτερο (μικρότερο) μέγιστο μέγεθος άξονα ή το μικρότερο (μεγαλύτερο) μέγιστο μέγεθος οπής
Προσγείωση- η φύση της σύνδεσης δύο μερών, που καθορίζεται από τη διαφορά στα μεγέθη τους πριν από τη συναρμολόγηση
Ονομαστικό μέγεθος εφαρμογής- ονομαστικό μέγεθος κοινό για την οπή και τον άξονα που αποτελούν τη σύνδεση
Ανοχή προσαρμογής- το άθροισμα των ανοχών της οπής και του άξονα που αποτελούν τη σύνδεση
Χάσμα- τη διαφορά μεταξύ των διαστάσεων της οπής και του άξονα πριν από τη συναρμολόγηση, εάν το μέγεθος της οπής είναι μεγαλύτερο από το μέγεθος του άξονα
Προφόρτωση- τη διαφορά μεταξύ των διαστάσεων του άξονα και της οπής πριν από τη συναρμολόγηση, εάν το μέγεθος του άξονα είναι μεγαλύτερο από το μέγεθος της οπής
Η παρεμβολή μπορεί να οριστεί ως η αρνητική διαφορά μεταξύ των διαστάσεων της οπής και του άξονα
Τακτοποίηση εκκαθάρισης- μια εφαρμογή που δημιουργεί πάντα ένα κενό στη σύνδεση, π.χ. το μικρότερο όριο μεγέθους της οπής είναι μεγαλύτερο ή ίσο με το μεγαλύτερο όριο μεγέθους του άξονα. Όταν φαίνεται γραφικά, το πεδίο ανοχής της οπής βρίσκεται πάνω από το πεδίο ανοχής του άξονα
Προσγείωση υπό πίεση -μια προσγείωση στην οποία σχηματίζονται πάντα παρεμβολές στη σύνδεση, δηλ. Το μεγαλύτερο μέγιστο μέγεθος οπής είναι μικρότερο ή ίσο με το μικρότερο μέγιστο μέγεθος άξονα. Όταν φαίνεται γραφικά, το πεδίο ανοχής της οπής βρίσκεται κάτω από το πεδίο ανοχής του άξονα
Μεταβατική εφαρμογή- προσαρμογή στην οποία είναι δυνατό να επιτευχθεί τόσο διάκενο όσο και προσαρμογή παρεμβολής στη σύνδεση, ανάλογα με τις πραγματικές διαστάσεις της οπής και του άξονα. Όταν απεικονίζονται γραφικά τα πεδία ανοχής της οπής και του άξονα, επικαλύπτονται πλήρως ή μερικώς
— συναρμολογήσεις στις οποίες επιτυγχάνονται τα απαιτούμενα διάκενα και παρεμβολές συνδυάζοντας διαφορετικά πεδία ανοχής των αξόνων με το πεδίο ανοχής της κύριας οπής

— συναρμολογήσεις στις οποίες επιτυγχάνονται τα απαιτούμενα διάκενα και παρεμβολές συνδυάζοντας διαφορετικά πεδία ανοχής των οπών με το πεδίο ανοχής του κύριου άξονα

Κανονική θερμοκρασία— οι ανοχές και οι μέγιστες αποκλίσεις που καθορίζονται σε αυτό το πρότυπο αναφέρονται στις διαστάσεις των εξαρτημάτων σε θερμοκρασία 20 βαθμών C
Τρίτη διάλεξη
2. Βασικές έννοιες σχετικά με τα fits (ζευγάρωμα)
Περίγραμμα διάλεξης
Έννοιες της εκκαθάρισης και της παρεμβολής.
Τύποι προσγειώσεων.
Σχηματισμός συναρμογών στο σύστημα οπών και στο σύστημα του άξονα.
Προηγουμένως, οι έννοιες εισήχθησαν άξοναςΚαι τρύπεςόπως, αντίστοιχα, το εξωτερικό αρσενικό και το εσωτερικό θηλυκό στοιχείο. Όταν αυτά τα στοιχεία που ανήκουν σε δύο διαφορετικά μέρη συνδυάζονται, επιτυγχάνεται η μία ή η άλλη εφαρμογή.
Το Fit είναι η φύση της σύνδεσης δύο μερών, που καθορίζεται από τις τιμές των κενών που προκύπτουν και των παρεμβολών σε αυτή τη σύνδεση.
Το κενό είναι η διαφορά μεταξύ των διαστάσεων της οπής και του άξονα πριν από τη συναρμολόγηση:
Το κενό χαρακτηρίζει την ελευθερία σχετικής κίνησης των εξαρτημάτων που συνδέονται. Όσο μεγαλύτερο είναι το κενό, τόσο μεγαλύτερη είναι η ελευθερία σχετικής κίνησης των στοιχείων ζευγαρώματος. Μπορείτε να θυμηθείτε έναν άλλο όρο Αντίκτυπος(Γερμανικά - Luft), υποδεικνύοντας το κενό μεταξύ των επιφανειών ζευγαρώματος των τμημάτων του συγκροτήματος.
Εάν το μέγεθος του άξονα είναι μεγαλύτερο από το μέγεθος της οπής, εμφανίζεται μια θετική παρεμβολή στη σύνδεση. Προτίμηση – η διαφορά μεταξύ των διαστάσεων του άξονα και της οπής πριν από τη συναρμολόγηση:
Τόσο το χάσμα όσο και η παρεμβολή μπορούν, γενικά μιλώντας, να θεωρηθούν αλγεβρικά μεγέθη, υποθέτοντας ότι S = - N.
Η έννοια της «ταιριάσματος» αναφέρεται σε ένα σύνολο ζευγών στοιχείων ζευγαρώματος, το μέγεθος καθενός από τα οποία είναι μια τυχαία μεταβλητή. Το πεδίο σκέδασης μιας δεδομένης τυχαίας μεταβλητής περιορίζεται από καθορισμένες μέγιστες αποκλίσεις. Επομένως, τα κενά (εντάσεις) που προκύπτουν κατά τη συναρμολόγηση είναι επίσης τυχαίες μεταβλητές.
Είναι βολικό να αναπαραστήσετε τη φύση του ζευγαρώματος (δηλαδή της προσαρμογής) σε ένα διάγραμμα των πεδίων ανοχής της οπής και του άξονα. Στη γεωμετρική ερμηνεία, το πεδίο ανοχής είναι το τμήμα του επιπέδου που περιορίζεται πάνω και κάτω από γραμμές μέγιστων διαστάσεων (αποκλίσεις). Οι αποκλίσεις ES και EI (es και ei) στα διαγράμματα πεδίου ανοχής (Εικ. 2.1) απεικονίζονται από τη γραμμή ονομαστικού μεγέθους - τη μηδενική γραμμή - σε μικρά.
Το συγκεκριμένο περιεχόμενο του δεδομένου διαγράμματος πεδίου ανοχής μπορεί να γίνει καλύτερα κατανοητό από το Σχ. 2.2, το οποίο δείχνει την ίδια φύση της σύνδεσης.

Ανάλογα με τη σχετική θέση των πεδίων ανοχής των στοιχείων ζευγαρώματος, οι προσαρμογές είναι τριών τύπων:
Με εγγυημένη απόσταση, P(S > 0) = 1;
Με εγγυημένη παρεμβολή, P(S< 0) = 1 или P(N > 0) = 1;
Μεταβατικό, δηλαδή 0< P(s) < 1.
Φυσικά, P(S > 0) + P(N > 0) = 1.
Ένα μέτρο της ακρίβειας μιας σύνδεσης είναι η ανοχή προσαρμογής. Όπως η ανοχή μεγέθους είναι η διαφορά μεταξύ των μέγιστων και ελάχιστων οριακών τιμών της, η ανοχή προσαρμογής βρίσκεται ως η διαφορά μεταξύ του μεγαλύτερου και του μικρότερου κενού:
TS = S max – S min = D max – d min – (D min – d max) = T D + T d.
Η σχέση που προκύπτει απεικονίζει μια απλή ιδέα: η υψηλή ακρίβεια σύνδεσης μπορεί να διασφαλιστεί μόνο με την αντίστοιχη υψηλή ακρίβεια διαστάσεων των ταιριαστών στοιχείων.
Οι προσγειώσεις προγραμματίζονται συνήθως είτε σε σύστημα οπώνείτε μέσα σύστημα άξονα.
Η λέξη «σύστημα» σημαίνει τάξη, κανονικότητα. Το μοτίβο, πρώτα απ 'όλα, εκφράζεται στο γεγονός ότι το πεδίο ανοχής ενός από τα ζευγαρωμένα μέρη έχει μια πολύ συγκεκριμένη σταθερή θέση σε σχέση με τη γραμμή του ονομαστικού μεγέθους. Αυτό το μέρος ονομάζεται κύριο μέρος. Η σταθερή βεβαιότητα για τη θέση του πεδίου ανοχής του κύριου τμήματος είναι ότι έρχεται σε επαφή με τη γραμμή μηδέν και ανατρέπεται «στο υλικό του εξαρτήματος» (η λεγόμενη αρχή «εξοικονόμησης μετάλλου»).
Προσγειώσεις στο σύστημα οπών λαμβάνονται με συνδυασμό διαφορετικών πεδίων ανοχής των εξωτερικών αρσενικών στοιχείων σύνδεσης (άξονες) με το πεδίο ανοχής της κύριας οπής (Εικ. 2.3):

Εδώ, η απόκλιση της άνω οπής για όλους τους συντρόφους είναι σταθερή και ίση με την ανοχή μεγέθους οπής (ES = T D = const) και η κάτω απόκλιση οπής είναι μηδέν (EI = 0). Οι μέγιστες αποκλίσεις του συνδυασμού του άξονα με αυτήν την οπή επιλέγονται σύμφωνα με τη φύση της εκχωρημένης διεπαφής.
Εξαρτήματα στο σύστημα άξονα λαμβάνονται με συνδυασμό διαφορετικών πεδίων ανοχής εσωτερικών στοιχείων κάλυψης (οπές) με το πεδίο ανοχής του κύριου άξονα (Εικ. 2.4):

Εδώ es = 0, ei = - T d ; ανάλογα με την απαιτούμενη φύση της σύνδεσης, επιλέγονται οι μέγιστες αποκλίσεις οπών (ES, EI).
Η χρήση συστήματος οπών είναι προτιμότερη: η κατασκευή του εσωτερικού στοιχείου (τρύπα) είναι συχνά πιο δύσκολη και δαπανηρή. Για την επεξεργασία των οπών, χρησιμοποιείται συνήθως ένα μετρημένο εργαλείο κοπής (για παράδειγμα, κοπτήρες, καρφίτσες), το εύρος των οποίων πρέπει να μειωθεί.
Σε ορισμένες περιπτώσεις, ένα σύστημα άξονα είναι πιο πλεονεκτικό:
Η χρήση τυποποιημένων εξαρτημάτων, τα εξωτερικά στοιχεία των οποίων πρέπει να συνδυάζονται με διαφορετικούς τρόπους (δηλαδή με το σχηματισμό διαφορετικών προσαρμογών) με τις οπές άλλων εξαρτημάτων.
Χρησιμοποιώντας τον ίδιο άξονα για την απόκτηση πολλών διαφορετικών συντρόφων με τα θηλυκά εσωτερικά στοιχεία άλλων τμημάτων.
Χρήση τυπικών βαθμονομημένων ράβδων για την κατασκευή εξαρτημάτων χωρίς κατεργασία τους.
Βιβλιογραφία
Belkin V.M. Ανοχές και προσαρμογές (Βασικά πρότυπα εναλλαξιμότητας). – Μ.: Μηχανολόγων Μηχανικών, 1992.- 528 σελ.
Dunin-Barkovsky I.V. εναλλαξιμότητα, τυποποίηση και τεχνικές μετρήσεις. – Μ.: Εκδοτικός Οίκος Προτύπων, 1987. - 352 σελ.
Anukhin V.I. Ανοχές και προσγειώσεις: Φροντιστήριο. – Αγία Πετρούπολη: Peter, 2008. – 207 σελ.
Σε συνθήκες μαζικής παραγωγής, είναι σημαντικό να διασφαλιστεί εναλλαξιμότητα πανομοιότυπα μέρη. Η εναλλαξιμότητα σάς επιτρέπει να αντικαταστήσετε ένα ανταλλακτικό που σπάει κατά τη λειτουργία του μηχανισμού με ένα ανταλλακτικό. Το νέο εξάρτημα πρέπει να ταιριάζει ακριβώς με το μέγεθος και το σχήμα αυτού που αντικαθίσταται.
Η κύρια προϋπόθεση για την εναλλαξιμότητα είναι η κατασκευή εξαρτημάτων με συγκεκριμένη ακρίβεια. Η ακρίβεια κατασκευής ενός εξαρτήματος θα πρέπει να υποδεικνύεται στα σχέδια με τις μέγιστες επιτρεπόμενες αποκλίσεις.
Οι επιφάνειες κατά μήκος των οποίων συνδέονται τα μέρη ονομάζονται ζευγάρωμα . Στη σύνδεση δύο τμημάτων που ταιριάζουν το ένα στο άλλο, γίνεται διάκριση μεταξύ της θηλυκής και της αρσενικής επιφάνειας. Οι πιο συνηθισμένες συνδέσεις στη μηχανολογία είναι οι συνδέσεις με κυλινδρικές και επίπεδες παράλληλες επιφάνειες. Σε μια κυλινδρική σύνδεση, η επιφάνεια της οπής καλύπτει την επιφάνεια του άξονα (Εικ. 1, α). Η επιφάνεια κάλυψης συνήθως ονομάζεται τρύπα , κάλυμμα - άξονας . Αυτοί οι ίδιοι όροι τρύπα Και άξονας χρησιμοποιείται υπό όρους για τον προσδιορισμό οποιωνδήποτε άλλων μη κυλινδρικών αρσενικών και θηλυκών επιφανειών (Εικ. 1, β).
Ρύζι. 1. Επεξήγηση όρων τρύπα Και άξονας
Οποιαδήποτε λειτουργία συναρμολόγησης εξαρτημάτων συνεπάγεται την ανάγκη σύνδεσης ή, όπως λένε, φυτόη μια λεπτομέρεια στην άλλη. Εξ ου και η έκφραση που υιοθετείται στην τεχνολογία προσγείωση για να υποδείξει τη φύση της σύνδεσης των εξαρτημάτων.
Κάτω από τον όρο προσγείωση κατανοούν τον βαθμό κινητικότητας των συναρμολογημένων εξαρτημάτων μεταξύ τους.
Υπάρχουν τρεις ομάδες προσγειώσεων: με εκκένωση, με παρεμβολή και μεταβατική.
Χάσμα η διαφορά μεταξύ των μεγεθών της οπής D και του άξονα d ονομάζεται εάν το μέγεθος της οπής είναι μεγαλύτερο από το μέγεθος του άξονα (Εικ. 2, α). Το διάκενο εξασφαλίζει ελεύθερη κίνηση (περιστροφή) του άξονα στην οπή. Επομένως, ονομάζονται προσγειώσεις με διάκενο κινητές προσγειώσεις. Όσο μεγαλύτερο είναι το κενό, τόσο μεγαλύτερη είναι η ελευθερία κινήσεων. Ωστόσο, στην πραγματικότητα, όταν σχεδιάζονται μηχανές με κινητές προσγειώσεις, επιλέγεται ένα κενό που θα ελαχιστοποιεί τον συντελεστή τριβής μεταξύ του άξονα και της οπής.

Ρύζι. 2. Προσγειώσεις
Για αυτές τις προσαρμογές, η διάμετρος οπής D είναι μικρότερη από τη διάμετρο του άξονα d (Εικ. 2, β). Στην πραγματικότητα, αυτή η σύνδεση μπορεί να γίνει υπό πίεση, όταν το θηλυκό τμήμα (τρύπα) θερμαίνεται και (ή) το αρσενικό τμήμα (άξονας) ψύχεται.
Καλούνται προτιμησιακές προσγειώσεις σταθερές προσγειώσεις , αφού αποκλείεται η αμοιβαία κίνηση των συνδεδεμένων μερών.
Αυτές οι προσαρμογές ονομάζονται μεταβατικές επειδή πριν από τη συναρμολόγηση του άξονα και της οπής είναι αδύνατο να πούμε τι θα συμβεί στη σύνδεση - ένα κενό ή μια προσαρμογή παρεμβολής. Αυτό σημαίνει ότι σε μεταβατικές προσαρμογές η διάμετρος οπής D μπορεί να είναι μικρότερη, μεγαλύτερη ή ίση με τη διάμετρο του άξονα d (Εικ. 2, γ).
Οι διαστάσεις στα σχέδια εξαρτημάτων ποσοτικοποιούν το μέγεθος των γεωμετρικών σχημάτων ενός μέρους. Οι διαστάσεις χωρίζονται σε ονομαστικές, πραγματικές και περιοριστικές (Εικ. 3).
Ονομαστικό μέγεθος - αυτό είναι το κύριο υπολογισμένο μέγεθος του εξαρτήματος, λαμβάνοντας υπόψη τον σκοπό του και την απαιτούμενη ακρίβεια.
Ονομαστικό μέγεθος σύνδεσης – Αυτό είναι το κοινό (ίδιο) μέγεθος για την οπή και τον άξονα που αποτελούν τη σύνδεση. Οι ονομαστικές διαστάσεις των εξαρτημάτων και των συνδέσεων δεν επιλέγονται αυθαίρετα, αλλά σύμφωνα με το GOST 6636-69 "Κανονικές γραμμικές διαστάσεις". Στην πραγματική παραγωγή, κατά την κατασκευή ανταλλακτικών, οι ονομαστικές διαστάσεις δεν μπορούν να διατηρηθούν και επομένως έχει εισαχθεί η έννοια των πραγματικών διαστάσεων.
Πραγματικό μέγεθος – αυτό είναι το μέγεθος που λαμβάνεται κατά την κατασκευή του εξαρτήματος. Διαφέρει πάντα από την ονομαστική τιμή πάνω ή κάτω. Τα επιτρεπτά όρια αυτών των αποκλίσεων καθορίζονται με μέγιστες διαστάσεις.
Περιορίστε τις διαστάσεις ονομάστε δύο οριακές τιμές μεταξύ των οποίων πρέπει να βρίσκεται το πραγματικό μέγεθος. Η μεγαλύτερη από αυτές τις τιμές ονομάζεται μεγαλύτερο όριο μεγέθους, πιο λιγο - μικρότερο όριο μεγέθους. Στην καθημερινή πρακτική, στα σχέδια των εξαρτημάτων, είναι σύνηθες να υποδεικνύονται οι μέγιστες διαστάσεις μέσω αποκλίσεων από την ονομαστική.
Μέγιστη απόκλιση είναι η αλγεβρική διαφορά μεταξύ του μέγιστου και του ονομαστικού μεγέθους. Υπάρχουν άνω και κάτω αποκλίσεις. Ανώτερη απόκλισηείναι η αλγεβρική διαφορά μεταξύ του μεγαλύτερου ορίου μεγέθους και του ονομαστικού μεγέθους. Πιο χαμηλα απόκλισηείναι η αλγεβρική διαφορά μεταξύ του μικρότερου οριακού μεγέθους και του ονομαστικού μεγέθους.
Το ονομαστικό μέγεθος χρησιμεύει ως το σημείο εκκίνησης για τις αποκλίσεις. Οι αποκλίσεις μπορεί να είναι θετικές, αρνητικές ή ίσες με μηδέν. Στους πίνακες προτύπων, οι αποκλίσεις υποδεικνύονται σε μικρόμετρα (μm). Στα σχέδια, οι αποκλίσεις συνήθως υποδεικνύονται σε χιλιοστά (mm).
Πραγματική απόκλιση είναι η αλγεβρική διαφορά μεταξύ των πραγματικών και των ονομαστικών μεγεθών. Το εξάρτημα θεωρείται αποδεκτό εάν η πραγματική απόκλιση του μεγέθους που ελέγχεται είναι μεταξύ των άνω και κάτω αποκλίσεων.
Ανοχή μεγέθους είναι η διαφορά μεταξύ του μεγαλύτερου και του μικρότερου ορίου μεγεθών ή η απόλυτη τιμή της αλγεβρικής διαφοράς μεταξύ των άνω και κατώτερων αποκλίσεων.
Κάτω από ποιότητα κατανοήστε ένα σύνολο ανοχών που ποικίλλουν ανάλογα με το ονομαστικό μέγεθος. Έχουν θεσπιστεί 19 προσόντα, που αντιστοιχούν σε διαφορετικά επίπεδα ακρίβειας στην κατασκευή ενός ανταλλακτικού. Για κάθε προσόν, έχει κατασκευαστεί μια σειρά από πεδία ανοχής
Πεδίο ανοχής – αυτό είναι ένα πεδίο που περιορίζεται από άνω και κάτω αποκλίσεις. Όλα τα πεδία ανοχής για οπές και άξονες υποδεικνύονται με γράμματα του λατινικού αλφαβήτου: για οπές - με κεφαλαία γράμματα (H, K, F, G, κ.λπ.). για άξονες - πεζά (h, k, f, g, κ.λπ.).

Ρύζι. 3. Επεξηγήσεις όρων
Διάλεξη
Θέμα Νο 5Ανοχές και προσγειώσεις
Εισαγωγή
Κατά τη διαδικασία ανάπτυξης ενός προϊόντος (μηχανή, μονάδα, μονάδα), είναι απαραίτητο να προχωρήσετε από δεδομένο επίπεδοτυποποίηση και ενοποίηση, η οποία καθορίζεται από τους συντελεστές εφαρμοσιμότητας, επαναληψιμότητας και ενοποίησης μεταξύ έργων. Καθώς οι τιμές αυτών των συντελεστών αυξάνονται, αυξάνεται η οικονομική απόδοση του προϊόντος που αναπτύσσεται κατά την παραγωγή και τη λειτουργία του. Για να αυξηθεί το επίπεδο τυποποίησης και ενοποίησης, είναι απαραίτητο, ήδη στο στάδιο του σχεδιασμού του προϊόντος, να χρησιμοποιηθεί μεγαλύτερος αριθμός εξαρτημάτων που παράγονται από τη βιομηχανία και να επιδιωχθεί εύλογος περιορισμός της ανάπτυξης των αρχικών εξαρτημάτων. Ταυτόχρονα, το κύριο ζήτημα στη διαδικασία ανάπτυξης είναι η ακρίβεια των εναλλάξιμων εξαρτημάτων, συγκροτημάτων και εξαρτημάτων, κυρίως από την άποψη της γεωμετρικές παραμέτρους.
Η εναλλαξιμότητα εξαρτημάτων, εξαρτημάτων και συγκροτημάτων επιτρέπει τη συνάθροιση ως μία από τις μεθόδους τυποποίησης, την οργάνωση της προμήθειας ανταλλακτικών, τη διευκόλυνση των επισκευών, ειδικά σε δύσκολες συνθήκες, μειώνοντας την σε απλή αντικατάσταση φθαρμένων εξαρτημάτων.
εναλλαξιμότητα- την ιδιότητα των ανεξάρτητων κατασκευασμένων εξαρτημάτων να λαμβάνουν τη θέση τους σε μια μονάδα συναρμολόγησης χωρίς πρόσθετη μηχανική ή χειροκίνητη επεξεργασία κατά τη συναρμολόγηση, διασφαλίζοντας παράλληλα την κανονική λειτουργία των συναρμολογούμενων προϊόντων (συναρμολογήσεις, μηχανισμοί).
Από τον ίδιο τον ορισμό της εναλλαξιμότητας προκύπτει ότι αποτελεί προϋπόθεση για τον καταμερισμό της παραγωγής, δηλ. ανεξάρτητη παραγωγή εξαρτημάτων, εξαρτημάτων, συγκροτημάτων, τα οποία στη συνέχεια συναρμολογούνται διαδοχικά σε μονάδες συναρμολόγησης και μονάδες συναρμολόγησης - σε κοινό σύστημα(μηχανισμός, μηχανή, συσκευή). Η συναρμολόγηση μπορεί να πραγματοποιηθεί με δύο τρόπους: με και χωρίς ρύθμιση συναρμολογημένων εξαρτημάτων ή μονάδων συναρμολόγησης. Η συναρμολόγηση χωρίς ρύθμιση χρησιμοποιείται στη μαζική και μαζική παραγωγή και με προσαρμογή - σε ενιαία και μικρής κλίμακας παραγωγή. Κατά τη συναρμολόγηση χωρίς ρύθμιση, τα εξαρτήματα πρέπει να κατασκευάζονται με την απαιτούμενη ακρίβεια. Ωστόσο, η εναλλαξιμότητα δεν διασφαλίζεται μόνο από την ακρίβεια των γεωμετρικών παραμέτρων. Είναι απαραίτητο το υλικό, η ανθεκτικότητα των εξαρτημάτων, των μονάδων συναρμολόγησης και των εξαρτημάτων να συνάδουν με τον σκοπό και τις συνθήκες λειτουργίας του τελικού προϊόντος. Αυτή η εναλλαξιμότητα ονομάζεται λειτουργικός, και η εναλλαξιμότητα στις γεωμετρικές παραμέτρους είναι ένας ιδιαίτερος τύπος λειτουργικής εναλλαξιμότητας.
Η εναλλαξιμότητα μπορεί να είναι πλήρης ή ατελής, εξωτερική ή εσωτερική.
Πλήρης εναλλαξιμότητασας επιτρέπει να αποκτήσετε καθορισμένους δείκτες ποιότητας χωρίς πρόσθετες λειτουργίες κατά τη διαδικασία συναρμολόγησης.
Στο ελλιπής εναλλαξιμότηταΚατά τη συναρμολόγηση μονάδων συναρμολόγησης και τελικών προϊόντων, επιτρέπονται εργασίες που σχετίζονται με την επιλογή και τη ρύθμιση ορισμένων εξαρτημάτων και μονάδων συναρμολόγησης. Σας επιτρέπει να αποκτήσετε καθορισμένους τεχνικούς και λειτουργικούς δείκτες τελικών προϊόντωνμε λιγότερη ακρίβεια λεπτομέρειας. Ταυτόχρονα, η λειτουργική εναλλαξιμότητα θα πρέπει να είναι μόνο πλήρης και η γεωμετρική εναλλαξιμότητα θα πρέπει να είναι πλήρης και ατελής.
Εξωτερική εναλλαξιμότητα- αυτή είναι η εναλλαξιμότητα των μονάδων και των εξαρτημάτων όσον αφορά τις λειτουργικές παραμέτρους και διαστάσεις σύνδεσης. Για παράδειγμα, αντικατάσταση ηλεκτροκινητήρα. Οι λειτουργικές του παράμετροι θα είναι - ισχύς, ταχύτητα περιστροφής, τάση, ρεύμα. Οι διαστάσεις σύνδεσης περιλαμβάνουν διαμέτρους, αριθμό και θέση οπών στα πόδια του ηλεκτροκινητήρα κ.λπ.
Εσωτερική εναλλαξιμότηταεξασφαλίζεται από την ακρίβεια των παραμέτρων που είναι απαραίτητες για τη συναρμολόγηση εξαρτημάτων σε συγκροτήματα και συγκροτημάτων σε μηχανισμούς. Για παράδειγμα, η εναλλαξιμότητα σφαιρικών ρουλεμάν ή κυλίνδρων ρουλεμάν κύλισης, συγκροτήματα κίνησης και κινούμενοι άξονες του κιβωτίου ταχυτήτων κ.λπ.
Οι αρχές της εναλλαξιμότητας ισχύουν για εξαρτήματα, μονάδες συναρμολόγησης, εξαρτήματα και τελικά προϊόντα.
Η εναλλαξιμότητα εξασφαλίζεται από την ακρίβεια των παραμέτρων του προϊόντος, ιδίως των διαστάσεων. Ωστόσο, κατά τη διαδικασία κατασκευής, αναπόφευκτα προκύπτουν σφάλματα Χ, οι αριθμητικές τιμές των οποίων βρίσκονται χρησιμοποιώντας τον τύπο
όπου X είναι η καθορισμένη τιμή του μεγέθους (παράμετρος).
Το Xi είναι η πραγματική τιμή της ίδιας παραμέτρου.
Τα λάθη χωρίζονται σε συστηματική, τυχαία και πρόχειρη(αστοχεί).
Η επίδραση των τυχαίων σφαλμάτων στην ακρίβεια των μετρήσεων μπορεί να εκτιμηθεί χρησιμοποιώντας τις μεθόδους της θεωρίας πιθανοτήτων και τη μαθηματική στατιστική. Πολλά πειράματα έχουν αποδείξει ότι η κατανομή των τυχαίων σφαλμάτων τις περισσότερες φορές υπακούει στον νόμο της κανονικής κατανομής, ο οποίος χαρακτηρίζεται από μια καμπύλη Gauss (Εικόνα 1).

Σχήμα 1 - Νόμοι κατανομής τυχαίων σφαλμάτων
α - κανονικό? β – Maxwell; γ – τρίγωνο (Simpson); r - ισοπιθανός.
Η μέγιστη τεταγμένη της καμπύλης αντιστοιχεί στη μέση τιμή ενός δεδομένου μεγέθους (με απεριόριστο αριθμό μετρήσεων ονομάζεται μαθηματική προσδοκία και συμβολίζεται M(X).
Τα τυχαία σφάλματα ή οι αποκλίσεις από απεικονίζονται κατά μήκος του άξονα της τετμημένης. Τμήματα, παράλληλους άξονεςοι τεταγμένες εκφράζουν την πιθανότητα εμφάνισης τυχαίων σφαλμάτων της αντίστοιχης τιμής. Η καμπύλη Gauss είναι συμμετρική ως προς τη μέγιστη τεταγμένη. Επομένως, αποκλίσεις από την ίδια απόλυτη τιμή, αλλά διαφορετικά πρόσημα, είναι εξίσου πιθανές. Το σχήμα της καμπύλης δείχνει ότι μικρές αποκλίσεις (σε απόλυτη τιμή) εμφανίζονται πολύ πιο συχνά από τις μεγάλες και η εμφάνιση πολύ μεγάλων αποκλίσεων είναι σχεδόν απίθανη. Επομένως, τα επιτρεπτά σφάλματα περιορίζονται σε ορισμένες οριακές τιμές (V είναι το πρακτικό πεδίο σκέδασης τυχαίων σφαλμάτων, ίσο με τη διαφορά μεταξύ των μεγαλύτερων και των μικρότερων μετρούμενων διαστάσεων σε μια παρτίδα εξαρτημάτων). Η τιμή καθορίζεται από την προϋπόθεση της επαρκής ακρίβειας με βέλτιστο κόστος για την κατασκευή προϊόντων. Με ένα ρυθμιζόμενο πεδίο σκέδασης, το 2,7% των τυχαίων σφαλμάτων δεν μπορεί να υπερβεί τα όρια. Αυτό σημαίνει ότι από τα 100 επεξεργασμένα εξαρτήματα, όχι περισσότερα από τρία μπορεί να είναι ελαττωματικά. Περαιτέρω μείωση του ποσοστού των ελαττωματικών προϊόντων δεν συνιστάται πάντα από τεχνική και οικονομική άποψη, επειδή οδηγεί σε υπερβολική αύξηση του πρακτικού αδέσποτου πεδίου και, κατά συνέπεια, αύξηση των ανοχών και μείωση της ακρίβειας των προϊόντων. Το σχήμα της καμπύλης εξαρτάται από τις μεθόδους επεξεργασίας και μέτρησης των προϊόντων. Οι ακριβείς μέθοδοι δίνουν την καμπύλη 1, η οποία έχει πεδίο σκέδασης V1. χρησιμοποιώντας τη μέθοδο υψηλής ακρίβειας αντιστοιχεί στην καμπύλη 2, για την οποία το V2
Ανάλογα με την υιοθετημένη τεχνολογική διαδικασία, τον όγκο παραγωγής και άλλες συνθήκες, τα τυχαία σφάλματα μπορούν να κατανεμηθούν όχι σύμφωνα με το νόμο του Gauss, αλλά σύμφωνα με το νόμο ισοπιθανότητας (Εικ. 1β), σύμφωνα με τον νόμο του τριγώνου (Εικ. 1γ), σύμφωνα με τον νόμο του Maxwell. νόμος (Εικ. 1δ) κ.λπ. Το κέντρο ομαδοποίησης των τυχαίων σφαλμάτων μπορεί να συμπίπτει με τη συντεταγμένη του μέσου μεγέθους (Εικ. 1α) ή να μετατοπίζεται σε σχέση με αυτήν (Εικ. 1δ).
Είναι αδύνατο να εξαλειφθεί πλήρως η επιρροή των λόγων που προκαλούν σφάλματα επεξεργασίας και μέτρησης, είναι δυνατό να μειωθεί το σφάλμα μόνο με τη χρήση πιο προηγμένων τεχνολογικές διαδικασίεςεπεξεργασία. Ακρίβεια μεγέθους (οποιασδήποτε παραμέτρου) είναι ο βαθμός προσέγγισης του πραγματικού μεγέθους στο δεδομένο μέγεθος, δηλ. Η ακρίβεια του μεγέθους καθορίζεται από το σφάλμα. Καθώς το σφάλμα μειώνεται, η ακρίβεια αυξάνεται και αντίστροφα.
Στην πράξη, η εναλλαξιμότητα εξασφαλίζεται με τον περιορισμό των σφαλμάτων. Καθώς τα σφάλματα μειώνονται, οι πραγματικές τιμές των παραμέτρων, ιδίως οι διαστάσεις, πλησιάζουν τις καθορισμένες. Με μικρά σφάλματα, οι πραγματικές διαστάσεις διαφέρουν τόσο λίγο από τις καθορισμένες που το σφάλμα τους δεν επηρεάζει την απόδοση των προϊόντων.
2. Ανοχές και προσγειώσεις. Η έννοια της ποιότητας
Οι βασικοί όροι και οι ορισμοί καθορίζονται από τα GOST 25346, GOST 25347, οι ανοχές και οι προσαρμογές καθορίζονται για μεγέθη μικρότερα από 1 mm, έως 500 mm, πάνω από 500 έως 3150 mm.
Οι τύποι (7) και (8) προέρχονται από τις ακόλουθες εκτιμήσεις. Όπως προκύπτει από τους τύπους (2) και (3), τα μεγαλύτερα και μικρότερα μεγέθη ορίου είναι ίσα με τα αθροίσματα του ονομαστικού μεγέθους και της αντίστοιχης μέγιστης απόκλισης:
![]() (9)
(9)
![]() (10)
(10)
Αντικαθιστώντας στον τύπο (5) τις τιμές των μέγιστων διαστάσεων από τον τύπο
Μειώνοντας παρόμοιους όρους, λαμβάνουμε τον τύπο (7). Ο τύπος (8) προέρχεται παρόμοια.

Σχήμα - Πεδία ανοχής της οπής και του άξονα κατά την προσγείωση με διάκενο (οι αποκλίσεις της οπής είναι θετικές, οι αποκλίσεις του άξονα είναι αρνητικές)
Η ανοχή είναι πάντα θετική τιμή, ανεξάρτητα από το πώς υπολογίζεται.
ΠΑΡΑΔΕΙΓΜΑ.Υπολογίστε την ανοχή με βάση τις μέγιστες διαστάσεις και αποκλίσεις. Δίνεται: = 20,010 mm; = 19.989 mm; = 10 μm; = -11 μm.
1). Υπολογίζουμε την ανοχή μέσω των μέγιστων διαστάσεων χρησιμοποιώντας τον τύπο (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Υπολογίζουμε την ανοχή για μέγιστες αποκλίσεις χρησιμοποιώντας τον τύπο (8):
Td = 10 - (-11) = 0,021 mm
ΠΑΡΑΔΕΙΓΜΑ. Χρησιμοποιώντας τα δεδομένα σύμβολα του άξονα και της οπής (άξονας - , οπή 20), προσδιορίστε τις ονομαστικές και μέγιστες διαστάσεις, τις αποκλίσεις και τις ανοχές (σε mm και micron).
2.2 Μονάδες εισαγωγής και η έννοια των προσόντων
Η ακρίβεια των διαστάσεων καθορίζεται από την ανοχή - καθώς μειώνεται η ανοχή, η ακρίβεια αυξάνεται και αντίστροφα.
Κάθε τεχνολογική μέθοδος επεξεργασίας εξαρτημάτων χαρακτηρίζεται από την οικονομικά δικαιολογημένη βέλτιστη ακρίβειά της, αλλά η πρακτική δείχνει ότι με την αύξηση των διαστάσεων, οι τεχνολογικές δυσκολίες επεξεργασίας εξαρτημάτων με μικρές ανοχές αυξάνονται και οι βέλτιστες ανοχές υπό σταθερές συνθήκες επεξεργασίας αυξάνονται κάπως. Η σχέση μεταξύ της οικονομικά εφικτής ακρίβειας και των διαστάσεων εκφράζεται με μια συμβατική τιμή που ονομάζεται μονάδα ανοχής.
Μονάδα ανοχής() εκφράζει την εξάρτηση της ανοχής από το ονομαστικό μέγεθος και χρησιμεύει ως βάση για τον προσδιορισμό των τυπικών ανοχών.
Η μονάδα ανοχής, microns, υπολογίζεται χρησιμοποιώντας τους τύπους:
για μεγέθη έως 500 mm
για μεγέθη άνω των 500 έως 10000 mm
όπου είναι η μέση διάμετρος άξονα σε mm.
Στους παραπάνω τύπους, ο πρώτος όρος λαμβάνει υπόψη την επίδραση των σφαλμάτων επεξεργασίας και ο δεύτερος - την επίδραση των σφαλμάτων μέτρησης και των σφαλμάτων θερμοκρασίας.
Οι διαστάσεις, ακόμη και αυτές με την ίδια τιμή, ενδέχεται να έχουν διαφορετικές απαιτήσεις ακρίβειας. Εξαρτάται από το σχεδιασμό, τον σκοπό και τις συνθήκες λειτουργίας του εξαρτήματος. Επομένως, εισάγεται η έννοια ποιότητα .
Ποιότητα- χαρακτηριστικό της κατασκευαστικής ακρίβειας ενός εξαρτήματος, που καθορίζεται από ένα σύνολο ανοχών που αντιστοιχούν στον ίδιο βαθμό ακρίβειας για όλες τις ονομαστικές διαστάσεις.
Η ανοχή (T) για τα προσόντα, με ορισμένες εξαιρέσεις, καθορίζεται σύμφωνα με τον τύπο
όπου a είναι ο αριθμός των μονάδων ανοχής.
i(I) - μονάδα ανοχής.
Σύμφωνα με το σύστημα ISO για μεγέθη από 1 έως 500 mm καθιερώνεται 19 προσόντα. Κάθε ένα από αυτά νοείται ως ένα σύνολο ανοχών που εξασφαλίζουν σταθερή σχετική ακρίβεια για ένα ορισμένο εύρος ονομαστικών μεγεθών.
Οι ανοχές 19 προσόντων κατατάσσονται με φθίνουσα σειρά ακρίβειας: 01, 0, 1, 2, 3,..17 και ονομάζονται συμβατικά IT01, IT0, IT1...IT17. Εδώ IT είναι η ανοχή οπών και αξόνων, που σημαίνει «ανοχή ISO».
Μέσα σε έναν βαθμό, το "a" είναι σταθερό, επομένως όλα τα ονομαστικά μεγέθη σε κάθε βαθμό έχουν τον ίδιο βαθμό ακρίβειας. Ωστόσο, ανοχές στον ίδιο βαθμό για διαφορετικά μεγέθηεξακολουθούν να αλλάζουν, αφού με την αύξηση των διαστάσεων αυξάνεται η μονάδα ανοχής, κάτι που προκύπτει από τους παραπάνω τύπους. Κατά τη μετάβαση από βαθμούς υψηλής ακρίβειας σε βαθμούς χονδρικής ακρίβειας, οι ανοχές αυξάνονται λόγω της αύξησης του αριθμού των μονάδων ανοχής, επομένως η ακρίβεια των ίδιων ονομαστικών διαστάσεων αλλάζει σε διαφορετικούς βαθμούς.
Από όλα τα παραπάνω προκύπτει ότι:
Η μονάδα ανοχής εξαρτάται από το μέγεθος και δεν εξαρτάται από το σκοπό, τις συνθήκες εργασίας και τις μεθόδους επεξεργασίας εξαρτημάτων, δηλαδή, η μονάδα ανοχής σας επιτρέπει να αξιολογήσετε την ακρίβεια διαφόρων μεγεθών και είναι ένα γενικό μέτρο ακρίβειας ή κλίμακα ανοχών διαφορετικών προσόντων·
Ανοχές ίδια μεγέθησε διαφορετικούς βαθμούς είναι διαφορετικοί, καθώς εξαρτώνται από τον αριθμό των μονάδων ανοχής "a", δηλαδή, οι βαθμοί καθορίζουν την ακρίβεια των ίδιων ονομαστικών διαστάσεων.
Διάφορες μέθοδοι επεξεργασίας εξαρτημάτων έχουν μια ορισμένη οικονομικά εφικτή ακρίβεια: η "τραχιά" στροφή σάς επιτρέπει να επεξεργάζεστε εξαρτήματα με πρόχειρες ανοχές. για επεξεργασία με πολύ μικρές ανοχές, χρησιμοποιείται λεπτή λείανση κ.λπ., επομένως οι ιδιότητες καθορίζουν πραγματικά την τεχνολογία για την επεξεργασία εξαρτημάτων.
Πεδίο προσόντων:
Ποιότητες από 01 έως 4 χρησιμοποιούνται για την κατασκευή μπλοκ μετρητών, μετρητών και μετρητών μετρητών, εξαρτημάτων οργάνων μέτρησης και άλλων προϊόντων υψηλής ακρίβειας.
Οι ιδιότητες από το 5ο έως το 12ο χρησιμοποιούνται στην κατασκευή εξαρτημάτων που σχηματίζουν κυρίως διασυνδέσεις με άλλα μέρη διαφόρων τύπων.
Οι ποιότητες από 13 έως 18 χρησιμοποιούνται για παραμέτρους εξαρτημάτων που δεν σχηματίζουν ματ και δεν έχουν καθοριστική επίδραση στην απόδοση των προϊόντων Οι μέγιστες αποκλίσεις καθορίζονται από GOST 25346-89.
Σύμβολο για πεδία ανοχής GOST 25347-82.
Σύμβολο μέγιστων αποκλίσεων και προσγειώσεων
Οι μέγιστες αποκλίσεις των γραμμικών διαστάσεων υποδεικνύονται στα σχέδια με συμβατικές ονομασίες (γράμματα) των πεδίων ανοχής ή αριθμητικές τιμές των μέγιστων αποκλίσεων, καθώς και ονομασίες γραμμάτων των πεδίων ανοχής με ταυτόχρονη ένδειξη στα δεξιά στις παρενθέσεις των αριθμητικών τιμών του μέγιστες αποκλίσεις (Εικ. 5.6, μετα Χριστον).Οι προσαρμογές και οι μέγιστες αποκλίσεις των διαστάσεων των εξαρτημάτων που φαίνονται στο συναρμολογημένο σχέδιο υποδεικνύονται ως κλάσμα: στον αριθμητή - χαρακτηρισμός γράμματοςή την αριθμητική τιμή της μέγιστης απόκλισης της οπής ή έναν χαρακτηρισμό γράμματος που υποδεικνύει την αριθμητική της τιμή στις παρενθέσεις στα δεξιά, στον παρονομαστή - παρόμοια σήμανση του πεδίου ανοχής άξονα (Εικ. 5.6, δ, ε).Μερικές φορές, για να υποδειχθεί η προσαρμογή, υποδεικνύονται οι μέγιστες αποκλίσεις μόνο ενός από τα ζευγαρωμένα μέρη (Εικ. 5.6, μι).
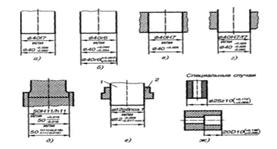
Ρύζι. 5.6. Παραδείγματα χαρακτηρισμού πεδίων ανοχής και προσαρμογών σε σχέδια
Στα σύμβολα των πεδίων ανοχής, είναι απαραίτητο να υποδεικνύονται οι αριθμητικές τιμές των μέγιστων αποκλίσεων στις ακόλουθες περιπτώσεις: για μεγέθη που δεν περιλαμβάνονται στη σειρά κανονικών γραμμικών διαστάσεων, για παράδειγμα 41,5 H7 (+0,025). κατά την εκχώρηση μέγιστων αποκλίσεων, σύμβολατα οποία δεν προβλέπονται από το GOST 25347-82, για παράδειγμα, για ένα πλαστικό μέρος (Εικ. 5.6, g).
Οι μέγιστες αποκλίσεις πρέπει να εκχωρούνται για όλες τις διαστάσεις που υποδεικνύονται στα σχέδια εργασίας, συμπεριλαμβανομένων των μη ταιριασμένων και άσχετων διαστάσεων. Εάν δεν εκχωρηθούν μέγιστες αποκλίσεις για ένα μέγεθος, είναι πιθανά περιττά έξοδα (όταν προσπαθούν να λάβουν αυτό το μέγεθος πιο ακριβές από όσο χρειάζεται) ή αύξηση του βάρους του εξαρτήματος και υπερβολική κατανάλωση μετάλλου.
Για μια επιφάνεια που αποτελείται από τμήματα με το ίδιο ονομαστικό μέγεθος, αλλά διαφορετικές μέγιστες αποκλίσεις, το όριο μεταξύ αυτών των τμημάτων σχεδιάζεται με μια λεπτή συμπαγή γραμμή και το ονομαστικό μέγεθος με τις αντίστοιχες μέγιστες αποκλίσεις υποδεικνύεται για κάθε τμήμα χωριστά.
Η ακρίβεια των λείων στοιχείων των μεταλλικών μερών, εάν οι αποκλίσεις για αυτά δεν υποδεικνύονται απευθείας μετά τις ονομαστικές διαστάσεις, αλλά καθορίζονται σε μια γενική σημείωση, κανονικοποιούνται είτε με προσόντα (από 12 έως 17 για μεγέθη από 1 έως 1000 mm), που ορίζονται IT, ή με κατηγορίες ακρίβειας (λεπτή, μεσαία, τραχιά και πολύ τραχιά), που καθορίζονται από το GOST 25670-83. Οι ανοχές για τις κατηγορίες ακρίβειας ορίζονται t1, t2, t3 και t4 - αντίστοιχα για τις κατηγορίες ακρίβειας - λεπτή, μεσαία, τραχιά και πολύ τραχιά.
Απροσδιόριστες μέγιστες αποκλίσεις για τις διαστάσεις των αξόνων και των οπών μπορούν να εκχωρηθούν τόσο μονόπλευρες όσο και συμμετρικές. για διαστάσεις στοιχείων εκτός από οπές και άξονες, εκχωρούνται μόνο συμμετρικές αποκλίσεις. Οι μονόπλευρες μέγιστες αποκλίσεις μπορούν να εκχωρηθούν τόσο με προσόντα (+IT ή -IT) όσο και με κατηγορίες ακρίβειας (± t/2), αλλά επιτρέπονται επίσης από τα προσόντα (± T/2). Η ποιότητα 12 αντιστοιχεί στην κατηγορία ακρίβειας "ακριβής", η ποιότητα 14 - "μεσαία", η ποιότητα 16 - "χονδροειδής", η ποιότητα 17 - "πολύ τραχιά". Οι αριθμητικές τιμές των μη καθορισμένων μέγιστων αποκλίσεων δίνονται στο GOST 25670-83. Για τις διαστάσεις των μεταλλικών μερών που επεξεργάζονται με κοπή, είναι προτιμότερο να εκχωρούνται απροσδιόριστες μέγιστες αποκλίσεις σύμφωνα με την ποιότητα 14 ή την κατηγορία ακρίβειας «μέτρια». Μη καθορισμένες μέγιστες αποκλίσεις κόμβων, ακτίνες καμπυλότητας και λοξοτμήσεις εκχωρούνται σύμφωνα με το GOST 25670-83 ανάλογα με την ποιότητα ή την τάξη ακρίβειας των απροσδιόριστων μέγιστων αποκλίσεων γραμμικών διαστάσεων.
Η σύνδεση εξαρτημάτων (μονάδες συναρμολόγησης) πρέπει να διασφαλίζει την ακρίβεια της θέσης ή της κίνησής τους, την αξιοπιστία της λειτουργίας και την ευκολία επισκευής. Από αυτή την άποψη, ενδέχεται να τεθούν διαφορετικές απαιτήσεις για το σχεδιασμό των συνδέσεων. Σε ορισμένες περιπτώσεις είναι απαραίτητο να αποκτήσετε μια κινητή σύνδεση με κενό, σε άλλες - μια σταθερή σύνδεση με παρεμβολή.
Χάσμα μικρόονομάζεται η διαφορά μεταξύ των μεγεθών της οπής και του άξονα αν το μέγεθος της οπής είναι μεγαλύτερο από το μέγεθος του άξονα, δηλ. μικρό= ρε- ρε.
Με παρεμβολές Νη διαφορά μεταξύ των μεγεθών της οπής και του άξονα ονομάζεται εάν το μέγεθος του άξονα είναι μεγαλύτερο από το μέγεθος της οπής. Με παρόμοια αναλογία διαμέτρου ρεΚαι ρεη παρεμβολή μπορεί να θεωρηθεί ως αρνητικό διάκενο, δηλ.
Ν= - μικρό= - (ρε- ρε) = ρε- ρε , (12)
Τα διάκενα και οι παρεμβολές διασφαλίζονται όχι μόνο από την ακρίβεια διαστάσεων των μεμονωμένων εξαρτημάτων, αλλά κυρίως από την αναλογία των μεγεθών των επιφανειών ζευγαρώματος - την εφαρμογή.
Προσγείωσηκαλέστε τη φύση της σύνδεσης των εξαρτημάτων, που καθορίζεται από το μέγεθος των κενών ή παρεμβολών που προκύπτουν.
Ανάλογα με τη θέση των πεδίων ανοχής, οι οπές και οι προσαρμογές άξονα χωρίζονται σε τρεις ομάδες:
Προσγειώσεις με απόσταση (παρέχετε άδεια στη σύνδεση).
Εφαρμογές παρεμβολών (παρέχουν τάση στη σύνδεση).
Μεταβατικές προσαρμογές (καθιστούν δυνατή τη λήψη κενών και παρεμβολών στις συνδέσεις).
Οι προσγειώσεις με διάκενο χαρακτηρίζονται από μέγιστα κενά - το μεγαλύτερο και το μικρότερο. Η μεγαλύτερη απόσταση Smaxισούται με τη διαφορά μεταξύ του μεγαλύτερου μέγιστου μεγέθους οπής και του μικρότερου μέγιστου μεγέθους άξονα. Το μικρότερο διάκενο Sminίση με τη διαφορά μεταξύ του μικρότερου μέγιστου μεγέθους οπής και του μεγαλύτερου μέγιστου μεγέθους άξονα. Οι προσγειώσεις με διάκενο περιλαμβάνουν επίσης προσαρμογές στις οποίες το κάτω όριο του πεδίου ανοχής οπών συμπίπτει με το ανώτερο όριο του πεδίου ανοχής άξονα.
Για να δημιουργηθούν παρεμβολές, η διάμετρος του άξονα πριν από τη συναρμολόγηση πρέπει να είναι μεγαλύτερη από τη διάμετρο της οπής. Στην κατάσταση συναρμολόγησης, οι διάμετροι και των δύο μερών στη ζώνη ζευγαρώματος εξισώνονται. Μέγιστη παρεμβολή Nmaxίση με τη διαφορά μεταξύ του μεγαλύτερου μέγιστου μεγέθους άξονα και του μικρότερου μέγιστου μεγέθους οπής. Χαμηλότερη παρεμβολή Nminίση με τη διαφορά μεταξύ του μικρότερου μέγιστου μεγέθους άξονα και του μεγαλύτερου μέγιστου μεγέθους οπής.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Είναι βολικό να υπολογίσετε τη μέγιστη παρεμβολή, καθώς και τα μέγιστα διάκενα, χρησιμοποιώντας τις μέγιστες αποκλίσεις:
![]()
![]() , (13)
, (13)
Μεταβατικές προσγειώσεις. Το κύριο χαρακτηριστικό των μεταβατικών προσαρμογών είναι ότι στις συνδέσεις εξαρτημάτων που ανήκουν στις ίδιες παρτίδες, μπορεί να προκύψουν κενά ή παρεμβολές. Οι μεταβατικές προσαρμογές χαρακτηρίζονται από τα μεγαλύτερα κενά και τις μεγαλύτερες παρεμβολές.
Με βάση τους υπολογισμούς, βγάζουμε τα ακόλουθα συμπεράσματα:
Δεδομένου ότι τα αρνητικά διάκενα είναι ίσα με θετική παρεμβολή και αντίστροφα, για να καθοριστούν οι τιμές στην προσαρμογή μετάβασης SmaxΚαι Nmaxαρκεί να υπολογίσετε και τις δύο μέγιστες αποστάσεις ή και τις δύο μέγιστες παρεμβολές.
Αν υπολογιστεί σωστά Sminή Nminσίγουρα θα αποδειχθεί αρνητικό και σε απόλυτες τιμές θα είναι ίσες, αντίστοιχα Nmaxή Smax.
Ανοχή προσαρμογής TPίσο με το άθροισμα των ανοχών της οπής και του άξονα. Για προσαρμογές διάκενου, η ανοχή προσαρμογής είναι ίση με την ανοχή διάκενου ή τη διαφορά μεταξύ των μέγιστων αποστάσεων:
TP =Τ.Σ.= Smax- Smin , (14)
Ομοίως, μπορεί να αποδειχθεί ότι για προσαρμογές παρεμβολών η ανοχή προσαρμογής είναι ίση με την ανοχή παρεμβολής ή τη διαφορά παρεμβολής:
TP =TN= Nmax- Nmin , (15)
3.1 Τοποθετήστε στο σύστημα οπών και στο σύστημα του άξονα
Ένα τμήμα στο οποίο η θέση του πεδίου ανοχής δεν εξαρτάται από τον τύπο προσαρμογής ονομάζεται κύριο μέρος του συστήματος. Το κύριο μέρος είναι ένα τμήμα του οποίου το πεδίο ανοχής είναι βασικό για το σχηματισμό προσαρμογών που καθιερώνονται σε ένα δεδομένο σύστημα ανοχών και προσαρμογών.
Βασικά τρύπα- μια οπή της οποίας η κάτω απόκλιση είναι μηδέν EI = 0. Για την κύρια οπή, η άνω απόκλιση είναι πάντα θετική και ίση με την ανοχή ES = 0 = T. το πεδίο ανοχής βρίσκεται πάνω από τη γραμμή μηδέν και κατευθύνεται προς την αύξηση του ονομαστικού μεγέθους.
Βασικός άξονας- ένας άξονας του οποίου η άνω απόκλιση είναι μηδέν es = 0. Για τον κύριο άξονα Td = 0(ei) = το πεδίο ανοχής βρίσκεται κάτω από τη γραμμή μηδέν και κατευθύνεται προς τη μείωση του ονομαστικού μεγέθους.
Ανάλογα με το ποιο από τα δύο μέρη ζευγαρώματος είναι το κύριο, τα συστήματα ανοχής και προσαρμογής περιλαμβάνουν δύο σειρές προσαρμογών: ταιριάζει στο σύστημα οπών - διαφορετικά κενά και τάσεις επιτυγχάνονται με τη σύνδεση διαφορετικών αξόνων στην κύρια οπή. ταιριάζει στο σύστημα του άξονα - επιτυγχάνονται διάφορα διάκενα και παρεμβολές συνδέοντας διάφορες οπές στον κύριο άξονα.
Στο σύστημα άξονα, τα όρια μεγέθους οπών για κάθε εφαρμογή είναι διαφορετικά και θα απαιτηθούν τρία σετ για την επεξεργασία ειδικά εργαλεία. Οι προσαρμογές συστήματος άξονα χρησιμοποιούνται κατά τη σύνδεση πολλών εξαρτημάτων με έναν λείο άξονα (πείρο) χρησιμοποιώντας διαφορετικές προσαρμογές. Για παράδειγμα, στην κατασκευή οργάνων, οι άξονες ακριβείας μικρής διαμέτρου (λιγότερο από 3 mm) κατασκευάζονται συχνά από λείες βαθμονομημένες ράβδους.
Η επίτευξη μιας ποικιλίας προσαρμογών σε ένα σύστημα οπών απαιτεί σημαντικά λιγότερο εξειδικευμένα εργαλεία δημιουργίας οπών. Γι 'αυτό το λόγο αυτό το σύστημαέχει πρωταρχική εφαρμογή στη μηχανολογία.
Επιπροσθέτως
Διαμετρήματα για λεία κυλινδρικά μέρη.Οι μετρητές είναι το κύριο μέσο παρακολούθησης των εξαρτημάτων. Χρησιμοποιούνται για χειροκίνητη επιθεώρηση και χρησιμοποιούνται ευρέως σε εργαλεία αυτόματης επιθεώρησης ανταλλακτικών. Τα διαμετρήματα παρέχουν υψηλή αξιοπιστία ελέγχου.
Σύμφωνα με τον σκοπό τους, τα διαμετρήματα χωρίζονται σε δύο κύριες ομάδες: διαμετρήματα εργασίας - pass-through R-PR και non pass-through - R-NOT. διαμετρήματα ελέγχου - K-RP, K-NE και K-I.
Οι μετρητές εργασίας PR και NOT προορίζονται για τον έλεγχο των προϊόντων κατά τη διαδικασία κατασκευής τους. Αυτά τα διαμετρήματα χρησιμοποιούνται από εργάτες και επιθεωρητές ποιοτικού ελέγχου του κατασκευαστή.
Οι μετρητές εργασίας ονομάζονται οριακά μετρητές, καθώς οι διαστάσεις τους αντιστοιχούν στις μέγιστες διαστάσεις των εξαρτημάτων που ελέγχονται. Τα οριακά όργανα σάς επιτρέπουν να προσδιορίσετε εάν οι πραγματικές διαστάσεις των εξαρτημάτων είναι εντός ανοχής. Ένα εξάρτημα θεωρείται κατάλληλο εάν χωράει στο μετρητή μετάβασης και δεν μπαίνει στο μηχάνημα.
Οι ονομαστικές διαστάσεις των διαμετρημάτων είναι οι διαστάσεις που θα έπρεπε να έχουν τα διαμετρήματα εάν κατασκευάζονταν με τέλεια ακρίβεια. Υπό αυτήν την προϋπόθεση, το ονομαστικό μέγεθος του βραχίονα διέλευσης θα είναι ίσο με το μεγαλύτερο μέγιστο μέγεθος άξονα και το ονομαστικό μέγεθος του βραχίονα απαγόρευσης θα είναι ίσο με το μικρότερο μέγιστο μέγεθος άξονα. Το ονομαστικό μέγεθος ενός βύσματος διέλευσης θα είναι ίσο με το μικρότερο όριο μεγέθους της οπής και το ονομαστικό μέγεθος ενός βύσματος απαγόρευσης θα είναι ίσο με το μεγαλύτερο όριο μεγέθους της οπής.
Οι ακόλουθες απαιτήσεις επιβάλλονται στον έλεγχο: ο έλεγχος πρέπει να είναι ιδιαίτερα παραγωγικός. χρόνος που απαιτείται για τον έλεγχο,ο χρόνος που απαιτείται για την κατασκευή του εξαρτήματος πρέπει να είναι όσο το δυνατόν συντομότερος· ο έλεγχος πρέπει να είναι αξιόπιστος και οικονομικά εφικτός.
Η οικονομική σκοπιμότητα της δοκιμής καθορίζεται από το κόστος των εργαλείων δοκιμής, την αντίσταση στη φθορά των επιφανειών μέτρησης και το μέγεθος της στένωσης του πίνακα ανοχής του εξαρτήματος.

Για παράδειγμα, η μεγαλύτερη στένωση του πεδίου ανοχής επιτυγχάνεται στην περίπτωση που οι πραγματικές διαστάσεις των διαμετρημάτων συμπίπτουν με τις μέγιστες διαστάσεις τους που βρίσκονται μέσα στο πεδίο ανοχής του εξαρτήματος.
Η ανοχή πίνακα που μειώθηκε λόγω διαμετρημάτων ονομάζεται ανοχή παραγωγής. Η ανοχή που διευρύνεται λόγω διαμετρημάτων ονομάζεται εγγυημένη. Όσο μικρότερη είναι η παραγωγική ικανότητα, τόσο πιο ακριβή είναι η κατασκευή εξαρτημάτων, ειδικά σε πιο ακριβείς ποιότητες.
Οι οριακές διαμετρήσεις ελέγχουν την καταλληλότητα των εξαρτημάτων με ανοχή από IT6πριν ΤΟ 17, ειδικά στη μαζική και μεγάλης κλίμακας παραγωγή.
Σύμφωνα με την αρχή Taylor, τα βύσματα διέλευσης και οι δακτύλιοι έχουν πλήρη σχήματα και μήκη ίσα με τα μήκη ζευγαρώματος και οι μετρητές που δεν διέρχονται συχνά έχουν ατελές σχήμα: για παράδειγμα, χρησιμοποιούνται συνδετήρες αντί για δακτυλίους, καθώς και βύσματα που έχουν ατελές σχήμα διατομήκαι βραχύνεται στην αξονική διεύθυνση. Η αυστηρή τήρηση της αρχής Taylor συνδέεται με ορισμένες πρακτικές ενοχλήσεις.
Μετρητές ελέγχου ΠΡΟΣ ΤΗΝ-ΚΑΙχρησιμοποιείται για την εγκατάσταση ρυθμιζόμενων μετρητών και την παρακολούθηση μη ρυθμιζόμενων μετρητών, τα οποία είναι μη ρυθμιζόμενα και χρησιμοποιούνται για αφαίρεση από την υπηρεσία λόγω φθοράς των στηριγμάτων εργασίας διέλευσης. Παρά τη μικρή ανοχή των μετρητών ελέγχου, εξακολουθούν να παραμορφώνουν τα καθιερωμένα πεδία ανοχής για την κατασκευή και τη φθορά των μετρητών εργασίας, επομένως, όποτε είναι δυνατόν, δεν πρέπει να χρησιμοποιούνται μετρητές ελέγχου. Συνιστάται, ειδικά σε μικρής κλίμακας παραγωγή, η αντικατάσταση των μετρητών ελέγχου με μπλοκ μετρητών ή η χρήση οργάνων μέτρησης γενικής χρήσης.
Το GOST 24853-81 καθορίζει τις ακόλουθες κατασκευαστικές ανοχές για λεία μετρητές: Ν- μετρητές εργασίας (βύσματα) για τρύπες (Εικ. 5.9, α) (Χσ- τα ίδια διαμετρήματα, αλλά με σφαιρικές επιφάνειες μέτρησης). H\ -μετρητές (συρραφές) για άξονες (Εικ. 5.9, σι); ιπποδύναμη- μετρητές ελέγχου για συνδετήρες.
Για μετρητές διέλευσης που φθείρονται κατά τη διαδικασία επιθεώρησης, εκτός από το όριο παραγωγής, παρέχεται και ένα επίδομα φθοράς. Για μεγέθη έως 500 mm, φθορά διαμετρημάτων PR με ανοχή έως ΤΟ 8 συμπεριλαμβανομένων μπορεί να υπερβαίνει τη ζώνη ανοχής των εξαρτημάτων κατά ένα ποσό στογια μποτιλιαρίσματα και y1για συνδετήρες? για διαμετρήματα PR με ανοχές από ΤΟ 9 έως IT17Η φθορά περιορίζεται στο όριο διέλευσης, δηλ. y = 0Και y1=0. Θα πρέπει να σημειωθεί ότι το πεδίο ανοχής φθοράς αντικατοπτρίζει τη μέση πιθανή φθορά του διαμετρήματος.
Πεδία ανοχής για όλα τα περάσματα Ν (Ν s) και H1μετατοπίζεται εντός της ζώνης ανοχής του προϊόντος κατά την τιμή z για μετρητές βύσματος και z1για μετρητές σφιγκτήρα.
Με ονομαστικά μεγέθη άνω των 180 mm, το πεδίο ανοχής ενός μετρητή μη στόχου μετατοπίζεται επίσης εντός του πεδίου ανοχής του εξαρτήματος κατά το ποσό a για βύσματα και a] για συνδετήρες, δημιουργώντας μια λεγόμενη ζώνη ασφαλείας που εισάγεται για να αντισταθμίσει το σφάλμα ελέγχου με μετρητές οπών και αξόνων, αντίστοιχα. Εύρος ανοχής διαμετρήματος ΔΕΝγια μεγέθη έως 180 mm είναι συμμετρικό και, κατά συνέπεια, = 0 και l =0.
Η μετατόπιση των πεδίων ανοχής των μετρητών και των ορίων φθοράς των πλευρών διέλευσης τους μέσα στο πεδίο ανοχής του εξαρτήματος καθιστά δυνατή την εξάλειψη της πιθανότητας παραμόρφωσης της φύσης των προσαρμογών και εγγυάται ότι οι διαστάσεις των κατάλληλων εξαρτημάτων λαμβάνονται εντός των καθορισμένων πεδίων ανοχής .
Χρησιμοποιώντας τους τύπους του GOST 24853-81, προσδιορίζονται οι εκτελεστικές διαστάσεις των διαμετρημάτων. Executive είναι οι μέγιστες διαστάσεις διαμετρήματος σύμφωνα με τις οποίες κατασκευάζεται ένα νέο διαμέτρημα. Για τον προσδιορισμό αυτών των διαστάσεων, οι αγκύλες σημειώνονται στο σχέδιο με το μικρότερο όριο μεγέθους με θετική απόκλιση. για το βύσμα και το μετρητή ελέγχου - το μεγαλύτερο όριο μεγέθους τους με αρνητική απόκλιση.
Κατά τη σήμανση, το διαμέτρημα επισημαίνεται με το ονομαστικό μέγεθος του εξαρτήματος για το οποίο προορίζεται το διαμέτρημα, τον χαρακτηρισμό γράμματος του πεδίου ανοχής του προϊόντος, τις αριθμητικές τιμές των μέγιστων αποκλίσεων του προϊόντος σε χιλιοστά (σε διαμετρήματα εργασίας ), τον τύπο του διαμετρήματος (για παράδειγμα, PR, ΟΧΙ, Κ-ΚΑΙ)και το εμπορικό σήμα του κατασκευαστή.
συμπέρασμα
Στο σημερινό μάθημα καλύψαμε τις ακόλουθες εκπαιδευτικές ερωτήσεις:
Γενικές πληροφορίες σχετικά με την εναλλαξιμότητα.
Ανοχές και προσγειώσεις. Η έννοια της ποιότητας.
Επιλογή συστήματος προσγειώσεων, ανοχών και προσόντων.
Εργασία αυτο-μελέτης
(1 ώρα για αυτοδιδασκαλία)
Συμπληρώστε τις σημειώσεις της διάλεξης.
Λάβετε λογοτεχνία:
Κύριος
Πρόσθετος
1. Sergeev A.G., Latyshev M.V., Teregerya V.V. Τυποποίηση, μετρολογία, πιστοποίηση. Φροντιστήριο. – Μ.: Λόγος, 2005. 560 σελ. (σελ. 355-383)
2. Ανελκυστήρες Ι.Μ. Τυποποίηση, μετρολογία και πιστοποίηση. Σχολικό βιβλίο. 4η έκδ. –Μ.: Jurayt. 2004. 335 σελ.
3. Λειτουργία χημικών όπλων και προστατευτικού εξοπλισμού. Φροντιστήριο. VAHZ, μοριοσανίδες 1990. (επ. 2095).
4. Ποιοτικός έλεγχος ανάπτυξης και παραγωγής όπλων και στρατιωτικού εξοπλισμού. Επιμέλεια Α.Μ. Smirnova. νοβοπάν 2003. 274 σελ. (απ. 3447).
Κατά τη διάρκεια του μαθήματος, να είστε προετοιμασμένοι να:
1. Απαντήστε στις ερωτήσεις του δασκάλου.
Παρουσιάστε τετράδια εργασιών με εξασκημένες ερωτήσεις σύμφωνα με την εργασία.
Βιβλιογραφία
εναλλαξιμότητα εξαρτημάτων μηχανική επεξεργασία
1. Τυποποίηση, μετρολογία, πιστοποίηση. Εκδ. Smirnova A.M. VU RKhBZ, dsp, 2001. 322 σελ. (απ. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Τυποποίηση, μετρολογία, πιστοποίηση. Φροντιστήριο. – Μ.: Λόγος, 2005. 560 σελ.
3. Τεχνολογία μετάλλων. Σχολικό βιβλίο. Εκδ. V.A. Μπομπρόβσκι. -Μ. Voenizdat. 1979, 300 p.







